I. Сварка первого корневого валика в стыковом соединении
Лабораторная работа №16, лабораторная работа №17, лабораторная работа №18 МДК02.01.
Отработка навыков техники сварки в нижнем положении стыковых швов.
https://www.autowelding.ru/publ/1/1/svarka_stykovykh_soedinenij_v_nizhnem_polozhenii/3-1-0-493
Порядок выполнения работ:
Работы проводятся в помещении сварочной мастерской.
Выполнение работ начинается с инструктажа по технике безопасности. Особое внимание обращается на применение специальных защитных средств – защитного щитка со светофильтром, и защиты рук, применение резинового защитного коврика под ногами. После этого студенты изучают теоретический материал и, показывают свои знания преподавателю (мастеру). После этого преподаватель (мастер) показывает правильное выполнение стыковых швов в нижнем положении, и дает попробовать каждому из студентов подгруппы. Особое внимание обращается на студентов, у кого приобретение данных навыков вызывает затруднение. Они повторяют эти действия до получения устойчивого навыка Лабораторные работы по этой теме длятся 3 занятия ( 6 пар).
Инструкция по технике безопасности при проведении занятий в сварочной мастерской ГБПОУ ЧТТИТ.
Данная инструкция предназначена для всех студентов техникума, проводящих сварочные и сварочно-сборочные работы в учебной мастерской организации.
- К работе допускаются студенты, прошедшие инструктаж по технике безопасности в соответствии с данной инструкцией.
- Перед началом работы студент должен одеть спец. одежду сварщика, защитить руки брезентовыми рукавицами или спилковыми перчатками (при наличии) и одеть защитную маску.
- Маска должна быть в исправном состоянии и не иметь механических повреждений. Студент должен при одевании подогнать ее себе под размер своей головы и отрегулировать усилие опускание маски на лицо небольшим кивком головы.
- Использование не исправной сварочной маски не допускается.
- Перед началом работы студент должен постелить под ноги резиновый коврик.
- До начала работы необходимо убедиться в отсутствии механических повреждений силовых сварочных кабелей и силового шнура сварочного аппарата.
- Перед началом сварки необходимо убедится в отсутствии горючих предметов или жидкостей возле места сварки.
- До начала сварки необходимо убедится в целостности сварочной кабинки и ее ограждения.
- Перед началом сварки сварочный аппарат включается в розетку.
- После этого он включается тумблером и устанавливается сварочный ток, согласно предполагаемому режиму сварки.
- Электрод зажимается в держатель до состояния . исключающим его подвижность в работе.
- Устанавливается клемма «земля» в непосредственной вблизи от места сварки.
- Непосредственно перед зажигание сварочной дуги опускается сварочная маска и, чтобы предупредить окружающих людей о возможности вредного светового воздействия дуги громко проговаривается предупреждение «глаза».
- После окончания сварочного процесса до остывания свариваемой летали до приемлемой температура (35-40 градусов) запрещается брать в руки деталь даже в рукавицах или перчатках. Деталь Перемещается только с помощью другой детали или металлического инструмента, соблюдая осторожность.
- После выполнения работ сварочный аппарат выключается тумблером из сети. Силовая вилка вынимается из розетки.
- После работы необходимо убрать свое рабочее место от мусора, огарков электродов и других продуктов сварки – сварочный стол, полка стола, пол и коврик под ногами.
- Коврик сворачивается и помещается в ячейку стола.
|
|
|
|
|
|
Теоретическая часть:
Сложность сварки стыковых соединений с разделкой кромок и угловых швов заключается в том, что сварка ведется в стесненных условиях.
Отличительная особенность сварки заключается в следующем:
1) жидкому шлаку стекать по краям валика не позволяют кромки разделки;
2) шлака на единицу площади поверхности металла шва больше, чем при сварке валика на открытой поверхности;
|
|
|
3) из-за большого количества жидкого шлака происходит накат его на сварочную дугу;
4) шлак, идущий впереди, стекает вниз разделки и мешает сварочному процессу, что приводит к непровару и зашлаковке, В этом случае сварку необходимо производить «углом назад». При сварке ответственных изделий, подлежащих всем видам контроля, к стыковым швам предъявляются особые требования при выполнении всех операций.
Корень шва
Особое требование предъявляется к сварке корня шва, который состоит из первого валика - «сварка в зазор» и второго - «сварка с обратной стороны».
Качество корневого шва зависит:
1. От качества сформированного первого корневого валика.
2. От качественной подготовки обратной стороны корня шва под сварку второго валика.
3. От качественной сварки второго корневого валика (валика с обратной стороны).
I. Сварка первого корневого валика в стыковом соединении
Сварка первого корневого валика в стыковом соединении самая сложная и требует от сварщика особых навыков и большой тренировки.
Выполненный валик должен быть «нормальным» или «вогнутым», с проплавлением обоих кромок, без подрезов, с хорошим формированием с обратной стороны. Все это достигается при определенной совокупности подбора сварочного тока, скорости сварки, длины дуги, наклона и манипулирования электродом.
|
|
|
При сварке первого корневого валика в зазор с V-образной разделкой кромок (рис. 31а) применяется электрод диаметром 3 мм, сварочный ток в диапазоне 85 ± 5 ампер в зависимости от толщины металла, зазора и притупления.
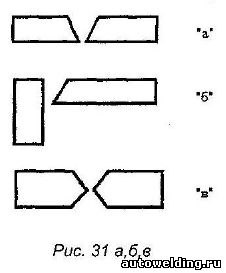
При сварке V-образной (рис. 31б) и Х-образной разделке (рис. 31в) применяются электроды диаметром 3-4 мм (рекомендуется применять электрод диаметром 4 мм). Протяженность валика одного электрода диаметром 4 мм в 2-3 раза превышает длину валика, сваренного электродом диаметром 3 мм. Сокращается количество стыковок электрода (начало и конец сварки), что уменьшает возможность дефектов и резко увеличивает производительность. Сварочный ток для электрода диаметром 3 мм - 90 А ± 5 А, 4мм - 140 А±5 А.
Подобрав диаметр электрода и сварочный ток в зависимости от сборки и вышеперечисленных условий, сварку в зазор первого валика рекомендуется производить тремя способами:
1-й способ - без манипулирований (рис. 32), Этот способ возможен при совокупности минимального рекомендуемого тока в V-образной и минимально го или среднего в Х-образной разделке, средней длины дуги при определенном зазоре и притуплении кромок и толщине металла. Наблюдая за оплавлением обеих кромок и притупления сварочной дугой и заполнением зазора жидким электродным металлом, необходимо производить поступательное движение с определенной скоростью, не позволяющей делать пропуски в соединении кромок при большой скорости и прожоги при маленькой скорости.

Угол наклона электрода по отношению к направлению сварки выдерживать 90 ± 10°. Сварка под «прямым углом» и «углом вперед» в разделке возможна только при сварке первого валика в зазор, т.к. часть жидкого шлака, идущего впереди, стекает в зазор и защищает жидкий металл шва с обратной стороны изделия.
В случае недостаточного зазора (при сборке) или же стяжки кромок и др. причин в процессе сварки шлак, идущий впереди, не успевает стекать в зазор и происходит его излишнее накопление впереди электрода, что может привести к непровару корня шва.
Дата добавления: 2022-06-11; просмотров: 25; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!