Построить гистограмму и полигон распределения контролируемого размера.
Оценка точности изготовления деталей статистическими
методами (на примере программного обеспечения Excel)
Введение
Точность обработки деталей является одним из показателей качества изделия и характеризуется полем допуска на обрабатываемый размер или параметр, определяющий форму изделия. Отклонение от требований точности определяется как брак, а деталь с отклонением от требований точности считается бракованной. При изготовлении большого количества деталей в производстве особенно важно обеспечить максимальный выход продукции без брака и свести брак к нулю.
В настоящее время статистический анализ данных можно реализовывать в программах электронных таблиц MS Excel.
Рассмотрим реализацию статистического анализа в MS Excel.
Цель работы – получение навыков применения статистических методов при оценке параметров и анализе точности процесса механической обработки заготовок.
Задание:
- повторить основы методов статистической обработки данных;
- выполнить расчеты по указанному преподавателем варианту;
- составить заключение по результатам работы.
Исходные данные представлены по вариантам в таблице [Приложение 1].
Номер варианта соответствует последней цифре номера зачётной книжки. Электронный вариант таблицы представлен отдельным файлом.
Оборудование – персональный компьютер с установленным программным обеспечением Excel.
|
|
|
Порядок выполнения
1. Открываем документ Excel. Вносим личные данные: Ф.И.О., факультет, курс, группа (см. рис.1). Далее вносим следующие данные:
- название работы;
- цель;
- задание;
- исходные данные (вариант 6 Приложения 1).
2. Копируем столбец значений параметра для варианта 6 из электронного варианта таблицы (см. рис.2). Числовой ряд значений параметра переносим в форме столбца в документ Excel (см. рис.3). Выборка - 60 замеров. Вставляем ряд в документ Excel.
Выделяем ячейку - ПАРАМЕТРЫ ВСТАВКИ - > Значения (3) (см. рис.3).
Проводим расчет статистических параметров выборки.

Рис. 1. Введение начальных данных (снимок экрана)
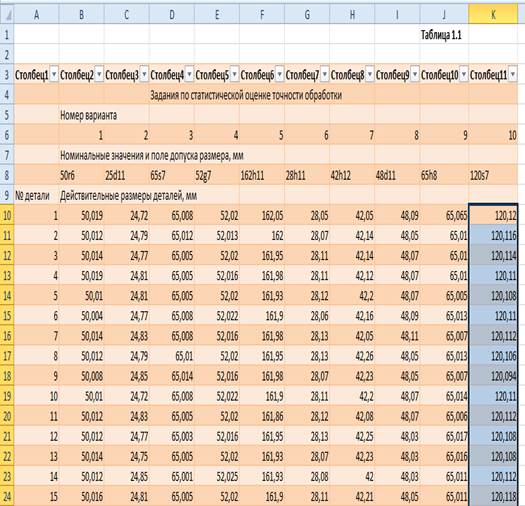
Рис. 2. Копирование числового ряда
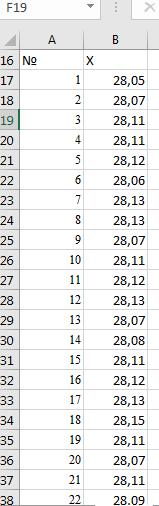
Рис. 3. Вставка числового ряда
3.1. Диапазон рассеивания размера ( W )
Определяем максимальное и минимальное значения в выборке ( Хmax, Хмin ):
- выделяем ячейку, где должен появиться результат;
- на панели инструментов выполняем следующие действия -
ФОРМУЛЫ –> ДРУГИЕ ФУНКЦИИ -> СТАТИСТИЧЕСКИЕ -> МАКС -> выделить столбец с числовым рядом значений параметра Х -> ОК;
- выделяем ячейку ниже для расположения значения Х МИН;
- выполняем действия, указанные выше, для фиксации значения МИН.
|
|
|
Выделяем следующую ячейку для обозначения поля рассеивания (Хмin - Хмах) и в ней набираем:
« =» -> (выделить ячейку МАХ) -> « – » -> (выделить ячейку МИН) -> ENTER (см. рис.4)
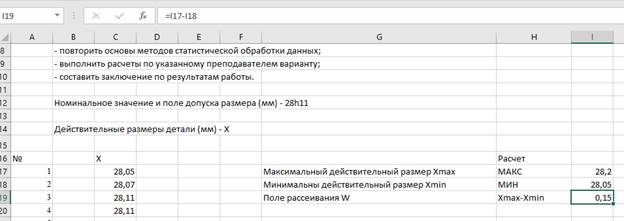
Рис. 4. Введение поля рассеивания
3.2. Среднее арифметическое значение размера ( Хср. )
Выделяем ячейку. Hа панели инструментов набираем:
ФОРМУЛЫ –> ДРУГИЕ ФУНКЦИИ -> СТАТИСТИЧЕСКИЕ -> СРЗНАЧ -> выделить столбец с числовым рядом значений параметра Х -> ОК (см. рис.5).
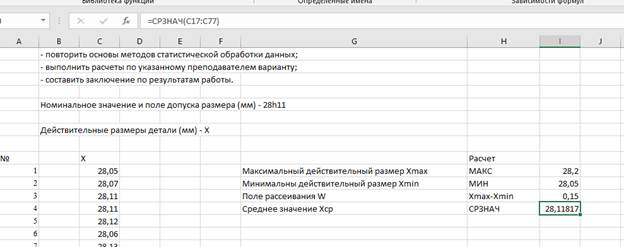
Рис. 5. Ввод среднего значения
3.3. Среднее квадратичное отклонение размера ( σх )
Выделяем ячейку. На панели инструментов выполняем следующие действия:
ФОРМУЛЫ –> ДРУГИЕ ФУНКЦИИ -> СТАТИСТИЧЕСКИЕ -> СТАНДОТКЛОН.В -> выделить столбец с числовым рядом значений параметра Х -> ОК.

Построить гистограмму и полигон распределения контролируемого размера.
Выбрать количество интервалов n = 6…15 (предпочтительно нечетное значение ).
Определить длину интервала (шаг):
- выделить ячейку;
- в ячейке набрать
= -> выделить ячейку W -> «/» -> ввести значение n –> ENTER (см. рис.6).
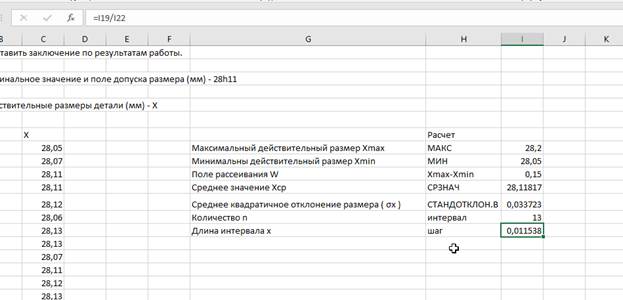
Рис. 6. Ввод длины интервала
Набираем столбец порядковых номеров интервалов. Выделяем параллельно расположенный пустой столбец. Вводим в столбец значения верхних границ интервалов.
|
|
|
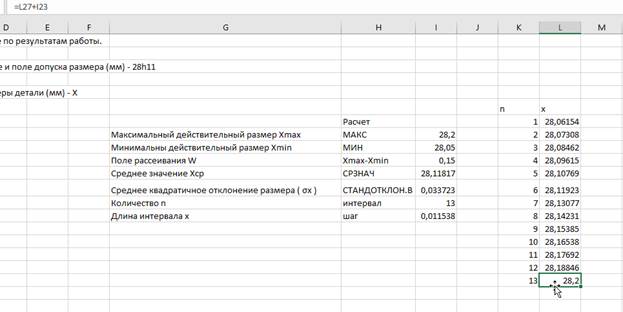
Рис. 7. Введение границ интервалов
На панели инструментов выполняем действия:
ФОРМУЛЫ –> ДРУГИЕ ФУНКЦИИ –> СТАТИСТИЧЕСКИЕ -> ЧАСТОТА -> выделить массив параметра Х –> выделить массив интервалов –> ОК.
Столбец, затем, продублировать рядом (параллельно) (см. рис.8). Дублируем этот столбец рядом, выполнив действия КОПИРОВАТЬ – ВСТАВИТЬ.

Рис. 8. Введение частости
При выделении Массива параметра Х и Массива интервалов, в появившемся окне (Аргументы функции, ЧАСТОТА), значения частости появляются ниже в фигурных скобках (третья строка) (см. рис. 9.).

Рис. 9. Определение частости
Выделяем ячейку ниже и выполним действия:
ФОРМУЛЫ –> МАТЕМАТИЧЕСКИЕ –> СУММ -> выделить один столбец частости –> ОК.
В выделенной ячейке появляется значение объёма выборки = 60 (см. рис.10.).

Рис.10. Проверка
Для построения графика выполняем действия:
ВСТАВКА –> ДИАГРАММЫ –> ГИСТОГРАММА -> ГИСТОГРАММА С ГРУППИРОВКОЙ.
РАБОТА С ДИАГРАММАМИ –> КОНСТРУКТОР –> МАКЕТЫ ДИАГРАММ –> МАКЕТ 8
Выбираем стиль диаграммы:
РАБОТА С ДИАГРАММАМИ –> СТИЛИ ДИАГРАММ –> СТИЛЬ (на усмотрение)
|
|
|
На панели инструментов выполняем действия:
ВЫБРАТЬ ДАННЫЕ –> ДИАПАЗОН ДАННЫХ ДЛЯ ДИАГРАММЫ -> выделить два одинаковых столбца частости р –> ИЗМЕНИТЬ (В ПОДПИСИ ГОРИЗОНТАЛЬНОЙ ОСИ) –> В ДИАПАЗОНЕ ПОДПИСЕЙ ОСИ выделить интервалы выборки Х -> ОК -> ОК

Рис.11. Введение параметров гистограммы
Появилось окно рис.12.

Рис.12. Гистограмма
Выделяем область диаграммы стрелкой и щелчком левой клавиши.
Выполняем действия:
РАБОТА С ДИАГРАММАМИ –> ТИП –> ИЗМЕНИТЬ ТИП ДИАГРАММЫ –> ГРАФИК –> ГРАФИК С МАРКЕРАМИ –> ОК.
Появилось окно с гистограммой и полигоном распределения параметра Х (рис. 13).

Рис.13. Полигон распределения
Подписываем оси и название диаграммы (рис.14).
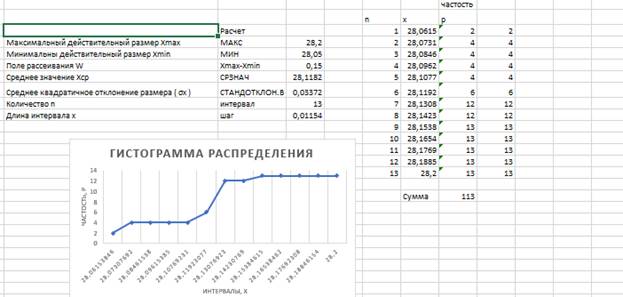
Рис.14. Характеристика массива данных
Заключение
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется числовым значением допуска и его положением относительно номинального размера.
Выполнить анализ формы опытной кривой распределения. Сформулировать заключение о характере первичных факторов, формирующих суммарную погрешность обработки. Рекомендовать предполагаемую форму теоретической кривой распределения.
Оценить возможность исправления брака (при необходимости ). Очевидно, что брак имеет место, когда размер детали либо больше верхнего предела допуска (Тв ), либо меньше нижнего ( Тн). Рекомендовать методы корректирующей обработки в случае исправимого брака.
Для формирования заключения на рис.13 выделяем поле допуска 28h11 (+0 +0,130 ) исходя из ГОСТ 25347-82* Единая система допусков и посадок.
Квалитет –представляет собой степень точности, то есть совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. В ЕСПД классы точности называют для удобства квалитетами. С ростом квалитета точность изготовления деталей понижается вследствие увеличения допуска на ее механическую обработку. Всего насчитывают 19 квалитетов: от 01 до 17. В данной работе рассматривается 11 квалитет, что говорит о том, что точность изготовления детали невысокая.
ВСТАВКА –> ИЛЛЮСТРАЦИИ -> ФИГУРЫ - > ЛИНИИ - > ЛИНИЯ
Обозначаем двумя вертикальными линиями значения – Т Н = 28,06мм ; Т В = 28,130мм ( см. рис. 15 )

Рис.15. Выделение поля допуска.
Соединяем линии Тн и Тв ( см. рис. 16 ):
ВСТАВКА – ИЛЛЮСТРАЦИИ -> ФИГУРЫ -> ЛИНИИ -> ДВУСТОРОННЯЯ СТРЕЛКА
ВСТАВКА – ТЕКСТ -> НАДПИСЬ -> Т
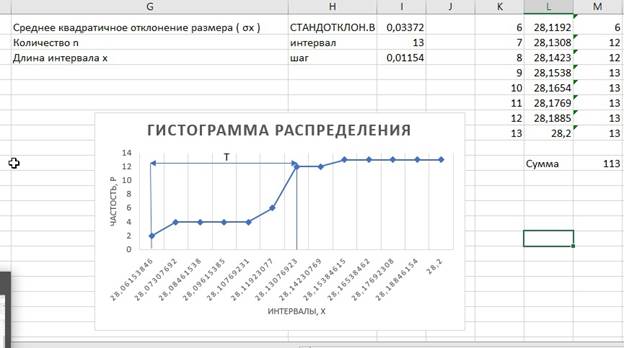
Рис. 16. Поле допуска Т = 28р11.
В рассматриваемом случае брак – валы с диаметром шейки меньше ТН =28,06, не подлежат восстановлению. Размеры диаметра больше Т В = 28,130 - исправимый брак. Для исправления целесообразно использовать методы отделочной обработки (тонкое шлифование, притирка и др.).
На гистограмме распределения видны существенные отклонения размера за границы поля допуска, что говорит о нестабильности параметров обработки, что может быть вызвано изношенностью оборудования.
Целесообразно рассмотреть вопрос о изготовлении на станке поверхностей с более грубым допуском (больший квалитет точности).
Приложение 1
Дата добавления: 2023-02-21; просмотров: 84; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!