VII. Підсумок уроку. Оцінка знань та аналіз відповідей учнів.
РОЗГОРНУТИЙ ПЛАН КОНСПЕКТ УРОКУ
I.Організаційний момент:
Заходжу в клас, вітаюся з учнями, прошу всіх сісти на свої місця. Відмічаю відсутніх на уроці. Прошу записати тему уроку.
II. Актуалізація опорних знань:
1. Дайте визначеннятерміну «режим зварювання».
2. Назвітьосновніпараметри режиму ручного дугового зварювання.
3. Назвітьдодатковіпараметри режиму ручного дугового зварювання.
4. Зчогопочинаютьрозрахунокпараметрів режиму зварювання?
5. Як параметри режиму ручного дугового зварюваннявпливаютьнаякість і формування шва?
III. Активізація нового матеріалу:
Основнівідомості з теоретичноїчастини
Режим зварювання при ручному дуговому зварюванніхарактеризуєтьсянаступними параметрами: діаметрелектродаdел; сила зварювального струму Iзв; рід струму та йогополярність і швидкістьпереміщенняелектродувздовж шва; площа поперечного перерізу шва, виконаного за один прохід; кількістьпроходів та ін.
Розрахункипараметрів режиму починають з виборудіаметраелектрода, якийпризначають в залежностівідтовщинилистів при зварюваннішвівстиковихз'єднань, абовід катету - при зварюваннішвівкутових і тавровихз'єднань. Приблизнеспіввідношенняміждіаметромелектрода і товщиною листа металу приведено в таблиці 1.1 для стиковихз'єднань та в таблиці 1.2. - для кутовихшвів.
Таблиця 1.1.
| Товщинаметалувиробу, мм | 1-2 | 3 | 4-5 | 6-12 | 13-15 | 16-20 | 20 і більше |
| Діаметрелектроду, мм | 1,5-2 | 3 | 3-4 | 4-5 | 5 | 5-6 | 6 |
Таблиця 1.2.
|
|
|
| Катет шва | 3 | 4 | 5 | 6-8 |
| Діаметрелектроду, мм | 3 | 3-4 | 4 | 5 |
Під час зварювання багатопрохідних швів стикових з'єднань перший прохід необхідно виконувати електродами діаметром 3-4 мм, оскільки застосування електродів великих діаметрів ускладнює провар кореня шва. Всінаступні проходи рекомендуютьвиконувати на таких же режимах.
Під час зварюваннякутовихшвів за один прохідможнаодержатишви з катетом не більше 8-9 мм. В разівиконання шва з більшим катетом застосовуєтьсябагатопрохіднезварювання. Визначаючикількістьпроходів, слідвраховувати, щомаксимальнийпоперечнийперерізметалу, наплавленого за перший прохід, не повинен перевищувати 30-35 мм. При зварюванністиковихз'єднаньплоща поперечного перерізу, за якійзабезпечуютьсяоптимальніумовиформування шва, повиннастановити:
для першого проходу
F1 = (6-8)dел;
для наступнихпроходів
Fпр = (8-12)dел,
де Fпр – площаперерізунаступнихпроходів, мм2.
Для визначеннякількостіпроходівтамасинаплавленогометалунеобхіднорозрахуватизагальнуплощу поперечного перерізузварного шва, яку обчислюють як суму площелементарнихгеометричнихфігур, щоутворюютьперерізнаплавленогометалу.
|
|
|
Площаперерізуодносторонньогостикового шва, виконаногобез зазору, може бути визначена за формулою:
 F
F  = 0,75eq,
= 0,75eq,
де е - ширина валика шва, мм;
q – висотаопуклості валика, мм.
При наявності зазору між листами металу:
F  = 0,75eq+sb,
= 0,75eq+sb,
де s – товщинаметалу, щозварюється, мм;
b– ширина зазору, мм.
Площаперерізустикового шва з V- подібноюрозробкою та з підварюваннямвизначається як сума геометричнихфігур:
|
|
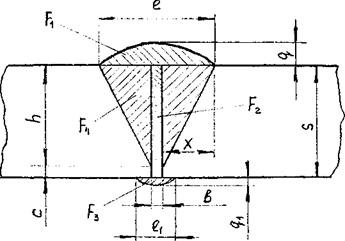
F  = F1+F2+F3+2F4
= F1+F2+F3+2F4
абопісляпідстановкизначень:
F  = 0,75eq+sb+0,75e1q1+
= 0,75eq+sb+0,75e1q1+ 

Площаперерізукутовихшвіввзалежностівідформиперерізу та катету шва можебути визначена:
Рисунок 1.1. Геометричніелементиплощі
Для стикового шва:
Fн=  ,
,
де k - катет шва, мм;
для опуклого шва:
F  = +0,75eqабоF = +1,05kq,
= +0,75eqабоF = +1,05kq,
де q - опуклість шва, мм.
Загальнуплощупоперечногоперерізунаплавленогометалукутовихшвівможнаобчислити за формулою:
Fш =  ,
,
де КЗб - коефіцієнтзбільшення, щовраховуєнаявність зазору і опуклість шва, значенняякоговибираютьпотаблиці 1.3 в залежностівід катету шва.
Таблиця 1.3.
| Катет шва, мм | 3-4 | 5-6 | 7-10 | 12-20 | 20-30 | 30 і більше |
| Кзб | 1,5 | 1,35 | 1,25 | 1,15 | 1,10 | 1,05 |
Знаючизагальнуплощу поперечного перерізунаплавленогометалупідчас першого і кожного наступнихпроходів, можнавизначитикількістьпроходів за формулою:
|
|
|
n=  .
.
Сила зварювального струму при ручному дуговому зварюванніможе бути визначеназалежновіддіаметраелектрода та допустимоїщільності струму, А:
Iзв=  ,
,
де dел - діаметрелектроду, мм;
i- допустимащільність струму, А/мм, яка може бути визначена по таблиці 1.4.
Таблиця 1.4.
|
Вид покриття | Допустима щільність струму (А/ мм2) в електродіпри ручному дуговому зварюванні | |||
| 3 | 4 | 5 | 6 | |
| Кисле, рутилове | 14-20 | 11,5-16 | 10-13,5 | 9,5-12,5 |
| Основне | 13-18,5 | 10-14,5 | 9-12,5 | 8,5-12,0 |
Для приблизнихпідрахунківзварювальний струм може бути визначений за емпіричною формулою:
Iзв = kdел,
де k- коефіцієнт, якийвизначається в залежностівіддіаметруелектрода;
dел........................... 1-2 3-4 5-6
k, А/мм................... 25-30 30-45 45-60
При зварюваннівертикальних і горизонтальнихшвів сила струму зменшується на 10-15%порівняно з силою струму для зварювання в нижньомуположенні, а для стельовихшвів - на 15-20%.
Напруга дуги Uдпри ручному дуговому зварюваннізмінюється в межах 20-36В і при проектуваннітехнологічнихпроцесівручногозварювання не регламентується, а вибирається на основірекомендаціївизначеної марки електрода.
|
|
|
Швидкістьзварювання (переміщення дуги) (м/год.) може бути визначена за формулою:
νзв =  , м/годабоνзв =
, м/годабоνзв =  , см /с
, см /с
де αн - коефіцієнт наплавки, А/год, позначається в паспорті на дану марку електрода;
γ - щільністьнаплавленогометалу, г/см3, для сталіγ = 7800г/см3;
Fн- площа поперечного перерізунаплавленогометалу за данийпрохід, см2.
Погоннаенергія, щовизначаєтепловийвплив на зварювальний метал, характеризуєкількістьтеплоти, яка витрачається на одиницюдовжинизварного шва для однопрохідного шва або валика довжиною1 см, і може бути визначена як відношенняефективноїтепловоїпотужності дуги до швидкостіїїпереміщення:
qn =  Дж/см,
Дж/см,
де η - ефективний ККД дуги; для дуговогозварюваннятовстопокритимелектродомη =0,60 – 0,85.
Розміризварного шва при ручному дуговому зварюваннівизначаютьсярозмірамирозробкиокрайок, підготовленихпідзварювання.
Дата добавления: 2018-02-18; просмотров: 309; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!