Горячая объемная штамповка. Сущность процесса. Способы горячей штамповки. Проектирование поковки. Способы получения заготовки. Отделочные операции контроль качества.
3
Ковка. Сущность процесса.
Ковка — вид горячей обработки металлов давлением, при котором металл деформируется с помощью универсального инструмента.
Ковкой получают заготовки для последующей механической обработки. Эти заготовки называют коваными поковками, или просто поковками.
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250 т) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и т. д. Поковки меньшей массы (десятки и сотни килограммов) можно изготовлять и ковкой, и штамповкой. Хотя штамповка имеет ряд преимуществ перед ковкой, в единичном и мелкосерийном производствах ковка обычно экономически более целесообразна. Объясняется это тем, что при ковке используют универсальный инструмент, а изготовление специального инструмента (штампа) при небольшой партии одинаковых поковок экономически невыгодно. Исходными заготовками для ковки тяжелых крупных поковок служат слитки массой до 320 т. Поковки средней и малой массы изготовляют из блюмов и сортового проката квадратного, круглого или прямоугольного сечений.
Основные операции ковки и применяемый инструмент.
Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения (рис. 2 а). Осадкой не рекомендуется деформировать заготовки, у которых отношение высоты  к диаметру
к диаметру  больше 2,5,.так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки между бойками или подкладными плитами.
больше 2,5,.так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки между бойками или подкладными плитами.
Разновидностью осадки является высадка (рис. 2 6), при которой металл осаживают лишь на части длины заготовки.

Рис. 2. Схема осадки (а) и высадки (б)
Протяжка — операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рис, 3 а). Протяжку производят последовательными ударами с подачей заготовки вдоль оси протяжки и поворотами ее на 90º вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Общее увеличение длины равно сумме приращений длин за каждое нажатие, а уширение по всей длине одинаково.
Чем меньше подача при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получаться зажимы.
Протягивать можно плоскими (рис. 3 а) и вырезными (рис. 3 б) бойками. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин.
Деформация при протяжке может быть выражена величиной уковки:

где  — начальная (большая) площадь поперечного сечения;
— начальная (большая) площадь поперечного сечения;  — конечная (меньшая) площадь поперечного сечения после протяжки.
— конечная (меньшая) площадь поперечного сечения после протяжки.
Очевидно, чем больше уковка, тем лучше прокован металл, тем выше его механические свойства. Поэтому протяжку применяют не только для получения поковок с удлиненной осью (валы, рычаги, тяги и т. п.), но и в чередовании с осадкой — для большей уковки металла заготовки.
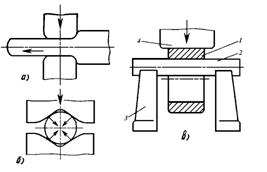
Рис. 3. Схема протяжки и ее разновидностей
Разновидностью протяжки является раскатка на оправке — операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис. 3 в). Заготовка 1 опирается внутренней поверхностью на цилиндрическую оправку 2, устанавливаемую концами на подставках 3 и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки.

Рис. 4. Схема операций ковки а) двусторонняя прошивка; б) прошивни
Прошивка — операция получения полостей в заготовке за счет вытеснения металла (рис.4 а). Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни (рис. 4 б) сплошные и пустотелые; последними прошивают отверстия большого диаметра (400 — 900 мм). Более толстые поковки прошивают с двух сторон без подкладного кольца. Диаметр прошивня выбирают не более 1/2 — 1/3 наружного диаметра заготовки. Прошивка сопровождается отходом (выдрой).
Отрубка — операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента — топора.
Гибка — операция придания заготовке изогнутой формы по заданному контуру. Этой операцией получают угольники, скобы, крючки, кронштейны и т. п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус округления.
Перечисленными операциями ковки трудно изготовить поковки с относительно сложной конфигурацией.
Оборудование для ковки.
Ковку выполняют на ковочных молотах и ковочных гидравлических прессах.
Молоты — машины динамического, ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной подвижными (падающими) частями молота к моменту их соударения с заготовкой. Поэтому при выборе молотов руководствуются, массой их падающих частей.
Одним из основных типов молотов для ковки являются паровоздушные молоты. Такие молоты приводятся в действие паром или сжатым воздухом давлением 0,7 — 0,9 МПа.
Ковочные паровоздушные молоты строят с массой падающих частей 1000 — 8000 кг. На этих молотах изготовляют поковки средней массы (20 — 350 кг), преимущественно из прокатанных заготовок.
Гидравлические прессы — машины статического действия; продолжительность деформации на них может составлять от единиц до десятков секунд. Металл деформируется приложением усилия, создаваемого с помощью жидкости (водной эмульсии или минерального масла), подаваемой в рабочий цилиндр пресса. Ковочные гидравлические прессы строят усилием 5 — 100 МН для изготовления крупных поковок в основном из слитков.
Технологический процесс.
Чертеж поковки составляют на основании разработанного конструктором чертежа готовой детали с учетом припусков, допусков и напусков. Припуск — поверхностный слой металла поковки, подлежащий удалению обработкой резанием для получения требуемых размеров и качества поверхности готовой детали.
Допуск — допустимое отклонение от номинального размера поковки, проставленного на ее чертеже, т. е. разность между наибольшим и наименьшим предельными размерами поковки. Допуск назначают на все размеры поковки.
Конфигурацию поковки иногда упрощают за счет напусков объема металла, добавляемого к поковке сверх припуска для упрощения ее формы и, следовательно, процесса ковки. Напуски удаляют последующей обработкой резанием. Припуски, допуски и напуски назначают в строгом соответствии с ГОСТом.
Выбор заготовки осуществляют по ее массе, которая может быть подсчитана по формуле

где  — масса исходной заготовки;
— масса исходной заготовки;  — масса поковки, подсчитываемая как произведение объема поковки на плотность металла;
— масса поковки, подсчитываемая как произведение объема поковки на плотность металла;  — масса отхода с прибыльной частью слитка;
— масса отхода с прибыльной частью слитка;  — масса отхода с донной частью слитка;
— масса отхода с донной частью слитка;  — масса отхода на угар (окалинообразование) при нагреве;
— масса отхода на угар (окалинообразование) при нагреве;  — масса технологических отходов.
— масса технологических отходов.
Отходы с прибыльной частью составляют 14 — 30 %, а с донной 4 — 7 %; на угар — в среднем 2 — 2,5 % массы нагреваемого металла при нагреве холодной заготовки и 1,5 % при каждом подогреве. Технологические отходы (обрубки, выдры и т. п.) зависят от формы поковки и принятой последовательности ковки. При ковке из прокатанной заготовки и отсутствуют. Размеры поперечного сечения заготовки выбирают с учетом обеспечения необходимой уковки. Достаточной уковкой для слитков считается 2,5 — 3, а для проката можно принимать 1,3 — 1,5.
Механизация ковки.
При ковке массивных поковок наше операции вообще не могут быть осуществлены вручную.
Для посадки заготовок (слитков) в печь и выдачи их из печи кроме мостовых и консольно-поворотных кранов применяют специальные посадочные машины напольного или подвесного типов. Ковку на прессах и молотах можно механизировать с помощью различных кранов, кантователей и манипуляторов.
Горячая объемная штамповка. Сущность процесса. Способы горячей штамповки. Проектирование поковки. Способы получения заготовки. Отделочные операции контроль качества.
Сущность процесса.
Горячая объемная штамповка — это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей, изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки.
В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине.
По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей объемной штамповкой можно получать поковки сложной конфигурации без напусков, что при ковке невозможно. Допуски на штампованную поковку в 3 — 4 раза меньше, чем на кованую. Вследствие этого значительно сокращается объем последующей обработки резанием. Штампованные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию.
Производительность штамповки значительно выше — десятки и сотни поковок в час.
В то же время штамп — дорогостоящий инструмент и пригоден только для изготовления какой-то одной, конкретной поковки. В связи с этим штамповка экономически целесообразна лишь при изготовлении достаточно больших партий одинаковых поковок.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т. д.
Дата добавления: 2018-02-15; просмотров: 1053; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!