Опрессовка сердечника зажима.
Перед началом опрессовки проверяют наличие масла в опрессовочном агрегате, подключают насосную станцию к прессу трубопроводами.
Члены бригады на концы соединяемых проводов накладывают бандажи Б1 и ровно обрезают концы. На расстоянии L1 от торцов проводов, накладывают бандажи Б2, обрезают ножовкой и срезают алюминиевые жилы на расстоянии L2 от торцов провода.
Во избежание повреждения стального сердечника провода, алюминиевые жилы нижнего повива необходимо подпилить до половины, а затем обломать. Стальной сердечник провода очищают от загрязнений ветошью, смоченной в бензине. Отдельные погнутые проволоки выпрямляют. Удаляют загрязнения с алюминиевых повивов провода ветошью, смоченной в бензине. Одевают на концы соединяемых проводов алюминиевый корпус.
На стальную часть второго провода надвигают сердечник зажима.
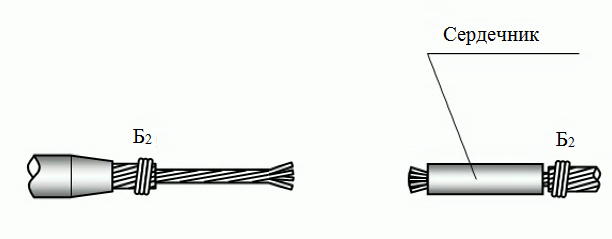
Стальную часть первого провода вводят в сердечник зажима. При этом необходимо следить, чтобы не произошло утыкания отдельных проволок и чтобы проволоки второго провода проходили между проволоками первого провода «врасплёт». Проволоки должны выходить из сердечника на 10-15 мм с каждой стороны.

Члены бригады устанавливают на пресс матрицу нужного размера для опрессовки стального сердечника (запрещается менять матрицу в прессе при работающем двигателе). Размер матрицы не должен отличаться более чем на 0,2 мм. Члены бригады опрессовывают сердечник зажима по всей длине, начиная от середины к концам. Во время опрессовки необходимо контролировать давление масла в опрессовочном агрегате по манометру. Опрессовка производится с перекрытием предыдущего места опрессовки не менее чем на 5 мм. При прессовании зазор между половинами матриц должен быть не более 1 мм. Опрессованный сердечник проверяют на отсутствие трещин, убирают наплывы, заусеницы спиливают напильником. Обмеряют и результаты обмера заносят в акт на монтаж соединительного зажима. Диаметр опрессованной части сердечника не должен отличаться от начального диаметра матрицы более чем на 0,3 мм. Дефектное соединение должно быть вырезано и выполнено вновь. В случае искривления вправку сердечника следует производить матрицами. Править кувалдой или молотком запрещается! Необходимо работать в защитных очках.
|
|
|
Опрессовка корпуса зажима.
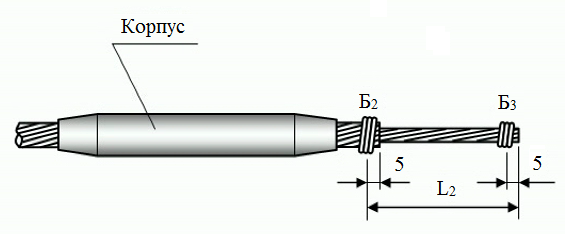
Члены бригады под слоем смазки ЗЭС или технического вазелина металлической щёткой удаляют окисную плёнку с алюминиевой части проводов по длине достаточной, чтобы выйти за пределы алюминиевого корпуса соединительного зажима.
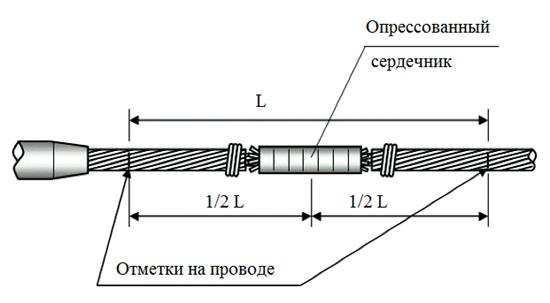
Делают на проводе отметки на расстоянии равном половине длины корпуса соединителя, считая от середины стальной части. Надвигают алюминиевый корпус зажима на опрессованный стальной сердечник и устанавливают так, чтобы его середина совпала с серединой стального сердечника. Это контролируют по предварительно нанесёнными отметками на проводе.
|
|
|
Устанавливают в пресс матрицу нужного размера для опрессовки алюминиевого корпуса. Опрессовывают алюминиевый корпус зажима на участках 1 и 2 в направлениях от рисок, нанесённых на корпусе, к концам зажима. При опрессовке каждый последующий сжим должен перекрывать предыдущий не менее чем на 5 мм. Средняя часть корпуса, между рисками, не опрессовывается. В случае появления изогнутости соединителей в процессе опрессования необходимо после каждого сжима матрицами поворачивать соединитель на 180° от первоначального положения. Имеющиеся на корпусе заусеницы зачищают напильником. При выполнении данных операций необходимо работать в очках.

Члены бригады осматривают опрессованный зажим, измеряют длину зажима, и диаметр опресованной части. Диаметр опрессованной части может отличаться от номинального диаметра матрицы не более чем на + 0,3 мм. В случае несоответствия диаметра норме, зажим допрессовывают до нормы. Кривизна опрессованного зажима допускается не более 3% его длины. При помощи прибора ПКС определяют симметричное расположение стального сердечника относительно корпуса зажима по длине спрессованного соединителя. При смещении стального сердечника более чем на 5% от его длины, соединение бракуется.
|
|
|
Завершение работы.
Руководитель работ составляет акт на монтаж соединительного зажима по установленной форме. Члены бригады убирают рабочее место. Руководитель работ принимает рабочее место, удаляет бригаду с рабочего места. Закрывает наряд. Сообщает диспетчеру об окончании работ.
Схема выполнения работ
Для большей наглядности последовательности выполнения операций составлена схема выполнения работ по соединению проводов воздушных линий способом опрессовки соединительным зажимом типа САС.

Контрольные вопросы для самопроверки знаний
1. Какие инструменты, механизмы и приспособления применяются для выполнения работ по соединению проводов воздушных линий способом опрессовки соединительным зажимом типа САС?
2. Перечислите основные этапы работ по соединению проводов воздушных линий способом опрессовки соединительным зажимом типа САС.
|
|
|
3. Как подготавливают зажим типа САС к опрессовке?
4. Опишите выполнение опрессовки сердечника зажима типа САС.
5. Как проводят опрессовку корпуса зажима типа САС?
6. Какие меры безопасности следует соблюдать при выполнении работ по соединению проводов воздушных линий способом опрессовки соединительным зажимом типа САС?
7. Что делают, если в процессе опрессовывания зажима САС он изгибается?
8. Что делают, если в процессе опрессовывания зажима САС на сердечнике или корпусе зажима образовались наплывы или заусенцы.
Дата добавления: 2021-04-05; просмотров: 178; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!