Технология сборки и сварки конструкции
Содержание
ВВЕДЕНИЕ …....…………………………………………………………..4
1.ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ ….………………………………...…6
1.1. Описание конструкции ……………………………………………...6
1.2. Выбор материала …………….………………………………………9
1.3. Технология сборки и сварки конструкции ………………………..11
1.4. Сварочное оборудование .…………………………………..……...16
1.5. Контроль качества сварки ……………….……………………….…18
2. ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКИЙ РАЗДЕЛ ……………..21
2.1. Охрана труда ………...………………………………………………21
2.2. Экономический расчет …........………………………….…………24 ЗАКЛЮЧЕНИЕ..…………………………………………………………26
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ..…………………....27
ПРИЛОЖЕНИЕ1…………………………………………………………28
Введение
Бережное отношение к окружающей среде воспитывается в семье, а чистота будет, если устроить специальные контейнеры для мусора.Перед тем как приобрести материал и заняться изготовлением ”Урны” с помощью газовой сварки, необходимо точно определиться с их размерами и составить чертёж будущей конструкции.
Актуальность моей письменной работы заключается в том что урна представляет собой емкость, предназначенную для сбора мусора в общественных местах.И то что они используются для сбора и накопления мусора на улицах городов, площадях, в садово-парковых зонах, вблизи административных зданий, торговых центров, учебных учреждений, рынков и т.д. Кроме того, эти конструкции являются неотъемлемым атрибутом аэропортов, вокзалов, автовокзалов и других общественных мест.
|
|
|
Где практику проходил

Стоит отметить, что современные уличные урны предназначены не только для сбора мусора. Очень важно, чтобы эти конструкции были логическим дополнением экстерьера городских улиц. Поэтому большинство современных урн имеют достаточно привлекательный внешний вид. За счет этого данные конструкции являются не просто малопривлекательным бетонным изделием, а настоящим монументальным сооружением. Таким образом, в настоящее время урны имеют не только практическое значение, но и архитектурно-дизайнерское
Цель работы: описание разработки технологического процесса сварки урны
Задачи:
• изучить литературу, необходимую для выполнения данной работы.
• дать оценку современного состояния решаемой проблемы, основные и исходные данные для разработки письменной экзаменационной работы;
• представить анализ сварной конструкции, подлежащей к изготовлению;
• разработать требования, предъявляемые к сварной конструкции: материал, его обработка, виды сварочных материалов, способы контроля изделия, его сварных швов и испытание конструкции;
|
|
|
• разработать технологический процесс с расчетами режимов ручной дуговой сварки плавящимся электродом;
• представить расчет расхода материалов и расчета норм времени на сварочные работы;
• разработать мероприятия по соблюдению правил техники безопасности и требований электробезопасности и пожарной безопасности.
Технологический раздел
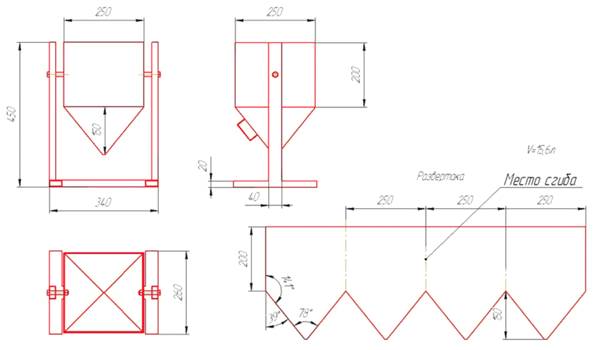
Описание конструкции
Урна-это обычная и обязательная вещь, которую мы порой не замечаем и редко о ней задумываемся. Но, обойтись без них просто невозможно. Они помогают поддержать город в чистоте, создавая позитивное восприятие улиц и это в свой очередь, позитивно сказывается на здоровье людей. Для этого необходим несложный инвентарь, который может изготовить сварщик.
Важной частью интерьера загородного дома является урна для мусора. Для придания дачному участку индивидуальности и оригинальности хозяева используют архитектурные постройки и самодельные украшения, зачастую забывая о мусорном баке – важной части их сада. Есть простые и понятные способы, как можно сделать урну своими руками, не только сэкономив на покупке мусорки, но и придав тем самым уникальности и ухоженности приусадебной территории.
|
|
|
Уличные урны, предназначенные для утилизации бытовых отходов жильцов загородного дома, бывают самых разных форм, моделей и конструкций. Первый шаг при самостоятельном изготовлении мусорки – выбор подходящей конструкции.
Распространенные модели контейнеров в зависимости от целей использования:
• открытые (устанавливают под навесами);
• закрытые (используют для избежания неприятного запаха);
• с пепельницей (для курящих);
• с навесом (для защиты мусора от гниения мусора);
• с несколькими ёмкостями (для раздельного сбора отходов).
По конструкционным особенностям выделяют следующие типы контейнеров:
• стационарные – емкость неподвижна, укреплена на поверхности;
• мобильные – чаша динамична и может опустошаться путем переворачивания, модель может быть снабжена колесиками и иметь малый вес.
Более простая модель стальной урны может быть изготовлена из цельного листа металла.
Выбор материала
Уличные урны изготавливают из различных материалов. Это может быть металл, дерево, чугун или пластик. Но самыми надежными и долговечными принято считать урны из нержавейки, то есть из стали со специальным покрытием. Такие урны не испытывают на себе влияние погодных условий, в том числе не ржавеют при контакте с водой или снегом, что позволяет использовать их на протяжении долгого времени, а многообразие различных вариантов урн дает возможность выбрать подходящие по дизайну и создать необходимый образ, используя такие урны в помещении или на улице.
|
|
|
Металл
Технология сборки и сварки конструкции
В технологию сварки и сборки входит:
• Выбор материала
• Приобретение
• Зачиста металла от ржавчины (ели это не обходимо)
• Разметка металла для будушей резке
• Резка металла по разметкам
• Прихватка
• Сварка всей конструкции
• Зачистить швы
• Проверика качества шва
• Покраска (если это необходимо)
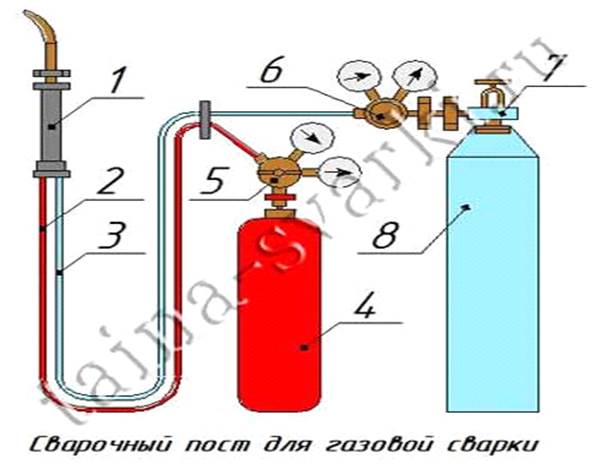
Сварочное оборудование
Рабочее место называется сварочным постом, служащим для выполнения сварных работ оборудованное всеми необходимыми для производства сварных работ сварочный пост укомплектован: источником питанья, электропроводом, а также различным инструментом. Сварочный пост для изготовления дровяной двухкомфорочной печи для летней кухни:
• Спецодежда
В системе профилактических мероприятий, направленных на обеспечение безопасных условий труда и снижение профессиональных отравлений и заболеваний, важную роль играют средства индивидуальной защиты (СИЗ) работающих на производстве. Их использование становится необходимым в тех случаях, когда возникают затруднения в обеспечении безопасности технологических процессов и производственного оборудования существующими техническими средствами и условия контакта работающих с факторами, вредными для здоровья.Сама сварочная работа показана на
Сварочная роба для сварщика нужна для:
• Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
• Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
• Для защиты его от поражения электрическим током.
• Для защиты его от воздействий окружающей среды

• Маска для сварки
Маска для сварки,резки (рис.) применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. Их изготовляют из лёгкого токонепроводящего материала (фибра, спецфанера). Масса щитка или маски не должна превышать 0,6 кг. За процессом сварки наблюдают через специальные стёкла. Тёмные стёкла - светофильтры марки Э-1 применяют при величине тока до 70А, Э-2 – при величине тока до 200А, Э-3 - при величине тока 400А и Э-4 - при величине тока больше 400А. Для предохранения от брызг металла светофильтры марки ТС-3 закрывают прозрачным стеклом. Для работы в монтажных условиях лучше применять каску-маску, которая также надёжно защищает голову и удобна в эксплуатации как в летнее, так и зимнее время.

• Краги
Краги – это особые термостойкие удлиненные перчатки для выполнения сварочных работ, изготовленные из определенного вида материала. Сварочные краги предназначены для того, чтобы защищать руки рабочего во время сварки. Они должны обладать определенными свойствами. По технике безопасности во время сварки на рабочем должна быть специальная одежда. Важным защитным элементом являются сварочные краги
• Огнестойкость. Это качество необходимо, чтобы защитить руки сварщика от искр и брызжущего расплавившегося металла.
• Термоустойчивость. Краги должны выдерживать высокую температуру, чтобы предохранить от возможных ожогов при нечаянных прикосновениях к поверхности детали, раскаленной во время сварки.
• Гигроскопичность. То есть неспособность впитывать воду и другие жидкости.
• Надежность. Краги должны обладать высокой прочностью, исключающей различные повреждения (рассечения, прокалывания и разрезы).
• Качественный пошив. От которого зависят долговечность перчаток и безопасность сварщика. Качество швов имеет большое значение, поскольку прочность и надежность изделия обеспечиваются только при использовании особых крепких нитей, устойчивых к высоким температурам и в то же время не повреждающих ткань в месте строчки.
• Износостойкость. Высокий показатель стойкости к износу и сопротивлению к трению влияет на длительность использования.

• Газовое оборудование
Газосварочные посты, как и посты для ручной дуговой сварки, классифицируется на подвижные и стационарный посты, в зависимости от их габаритов и мощности.Подвижные посты,в свою очередь, подразделяютя на переностные и подвижные.
Переностные:
Переносные сварочные посты для газовой сварки имеют самые маленькие габариты и массу, их можно переносить вручную. Такие посты предназначены для ремонтно-восстановительных сварочных работ.Преимущества переносных газосварочных постов заключается в том, что им не требуется постоянный источник газа.

Стационарные:
Для стационарных газосварочных постов не предусмотрена возможность их перемещения. Они имеют большие габариты и могут занимать достаточно обширную площадь (до нескольких квадратных метров). Такие посты используют в промышленных масштабах для выполнения большого объёма газосварочных работ.
• Горелки и резаки
Такая горелка выполняет роль смесителя газов для сварки, где происходит смешение ацетилена или пропана с кислородом с последующим возгоранием вне горелки (резака).

Особенностью этого оборудования является возможность регулировки подачи газов, что влияет на температуру пламени.Резаки применяются для резки металла, а горелки для газовой сварки – для соединения.
Последние в целом можно разделить следующим образом: большой, средней малой и микромалой мощности. Мощные предназначены для соединения металла значительной толщины (как правило до 11 мм), средней и малой – для бытовых и хозяйственных работ.Горелки для газовой сварки в основном предназначены для работы с ацетиленом (не считая кислород), резаки – пропана.
При сваривании металлической поверхности с помощью лазерной сварки весь процесс осуществляется лазерным лучом, который генерируется квантовым лазерным генератором.Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги.
Газовая горелка для сварки металла тоже состоит из компонентов: паяный ствол с вентилями для регулировки газа (отдельно вентиль для горючего газа и отдельный вентиль для кислорода), сварной наконечник (которых может быть несколько съемных).

Это оборудование предназначено для ручной работы, для непосредственного направления огня на объект сварки или резки, поэтому их делают удобными держать в руках
• Шланги (рукава)
Такой элемент оборудования для газовой сварки необходим для передачи газа, хранящегося в болонах (как минимум их должно быть два) к горелке.
В основном шланги для газовой сварки делаются из резины для обеспечения возможности гибкости.
Данные шланги должны быть относительно длинными, поскольку газовые болоны не всегда можно доставить непосредственно к объекту выполнения работ и они могут мешать таким работам.Также шланги должны быть прочными и выдерживать давление газа.
Например, работники жилищно-эксплуатационных контор при проведении сварочных работ на 5-м этаже квартирного дома болоны оставляют у подъезда, а на 5-й этаж тянут шланги.
Работники частных ремонтных фирм для проведения мелких сварочных работ в квартирах уже используют болоны малых объемов, которые меньше по весу, что позволяет подымать их непосредственно в квартиры.В таких случаях шланги могут быть небольшой длинны.

Шланги (рукава) для газовой сварки производятся из вулканизированной резины с прокладками из ткани. В случае использования керосина или бензина – применяется бензостойкая резина
• Газовый редуктор
Данный элемент сварочного оборудования устанавливается непосредственно на газовые болоны и служит своеобразным вентилем, которым понижают давление газа, поступающего в шланг и далее на резак (горелку).
Но при этом основная цель газового редуктора для сварки не снизить давление до нуля, а оптимизировать его.

Уровень такого давления отражается на датчиках. Их два: один показывает давление, другой – уровень наполнения болона
• Рулетка
Рулетка – инструмент для измерения длин в виде металлической или полотняной (лакированной) ленты с делениями, сворачиваемой в рулон в футляре или корпусе. Рулетки измерительные предназначены для измерения линейных размеров непосредственным сравнением со шкалой рулетки.
Длина шкалы рулетки может составлять 1, 2, 3, 5, 10, 20, 30, 50, 100 м. Шкала нанесена на один или оба края ленты. Шкалы могут наноситься на обе стороны ленты. Шкалы рулеток должны быть нанесены с миллиметровыми, сантиметровыми и метровыми интервалами. Начало шкалы, совпадает с торцом измерительной ленты, для рулеток с вытяжным кольцом длиной 10 м и более, изготовляют с началом шкалы, удаленным от торца не менее чем на 100 мм.

• Уголок для выполнения ровных углов
Угольник — чертёжный, слесарный, столярный инструмент для построения углов, обычно представляет собой прямоугольный треугольник с острыми углами 30° и 60° или по 45°. Является разновидностью линейки.

• Щётка по металлу
Металлические поверхности часто засоряются грязью, пылью, брызгами расплавленного металла. Чтобы продолжать работать с материалом, его очищают от скопившегося налета. Щетка по металлу — инструмент для очистки металлических поверхностей от загрязнений.
Металлические корщетки предназначены для выполнения различных задач:
• удаления заусенцев с торцов заготовок;
• шлифовки поверхностей из металла. удаления ржавчины, налета, присохшей грязи, окалин;
• очистки места сваривания.

• Молоток
Молоток — небольшой ударный ручной инструмент, применяемый для забивания гвоздей, разбивания предметов и других работ. В основном изготавливается из стали

• МАГНИТНЫЕ ФИКСАТОРЫ
Сварка, как и любой другой процесс создания, занимает немного времени, если сравнивать её с длительностью подготовки. Правильное расположение и закрепление необходимых элементов имеет большое значение, так как от этого зависит качество выполняемой работы. Для облегчения процессов как подготовки, так и самой сварки, были созданы специальные крепления.
Магнитный фиксатор (он же магнит для сварки, магнит уголок) — это небольшое приспособление для удобной фиксации деталей. Сварочные магниты обеспечивают достаточно точную стыковку, сравнимую с центраторами. Но при этом магнит гораздо меньше по размеру и удобнее в использовании. С их помощью можно выполнить стыковку своими руками.

• Мел для разметки под резку металл
Мел - это мягкий белый известняк, применяемый в химической, резиновой и других отраслях промышленности. || Кусок этого известняка, порошок, раствор его, употребляемые для письма, побелки, чистки и т. п.

• Линейка для ровной разметки
Линейка – это простейший измерительный инструмент, применяемый также для черчения, который представляет собой тонкую длинную пластину с нанесенной шкалой с отметками в миллиметрах, сантиметрах и метрах.

Контроль качества сварки
Контроль - это критически важная и сложная функция управления. Одна из важнейших особенностей контроля, которую следует учитывать в первую очередь, состоит в том, что контроль должен быть всеобъемлющим. Цель первых двух видов контроля — предупредить образование дефектов. С помощью третьего вида контроля устанавливают дефекты, определяют необходимые характеристики и свойства сварных соединений и конструкций.
1. Предварительный контроль для предупреждения брака. Этот вид контроля заключается в проверке марки и состава основного металла, качества электродной и присадочной проволоки, флюсов, кислорода, карбида, ацетилена. При предварительном контроле проверяют качество заготовки и сборки деталей под сварку, правильность сборочных приспособлений, состояние и работу контрольно-измерительных приборов, инструментов, квалификацию сварщиков. Предварительный контроль имеет важное значение как средство своевременного предупреждения брака и осуществляется в случае необходимости с помощью заводской лаборатории.
2. Контроль в процессе сварки состоит в систематической проверке исправности используемой сварочной аппаратуры и приспособлений. Кроме того, производится проверка правильности принятого режима сварки и соблюдения сварщиком установленной технологии процесса; контроль осуществляется мастером или контролером ОТК.
3. Контроль готового узла, детали или изделия выполняется контролерами ОТК или мастером. Этот вид контроля включает наружный осмотр и обмер швов, испытание на плотность (для швов сосудов), механические испытания сварных образцов, просвечивание швов, если таковое предусмотрено техническими условиями на сварку. Наиболее сложные операции данного вида контроля выполняются с привлечением заводской лаборатории.
Дата добавления: 2021-05-18; просмотров: 1854; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!