Выбор и характеристика условий работы
Выбираем станок Kara F2000 для дальнейших расчетов.
| Наименование факторов | Обозначение | Значение |
| Модель станка | Kara F2000 | |
| Порода | с | Сосна |
| Состояние и влажность древесины | W | Талая, W>30% |
| Диаметр пилы | D | 1000 |
| Частота вращение пильного вала, мин-1 | n | 1500 |
| Высота распиливаемого материала | h | 150 |
| Мощность привода механизма резания, кВт | N | 37 |
| Число пил в станке, шт | i | 5 |
| Параметр шероховатости поверхности пропила | Pmmax | 800 |
| Угол резания в зубьях круглых пил, град | g | 30 |
| Способ уширения зубьев пил | плющениие | |
| Величина уширения зубьев на стороны, мм | Sо | 0,8 |
| Температурный перепад по радиусу пилы | DT | 30 |
| Толщина пилы | S | 3,2 |
4. Характеристика режущего инструмента
Согласно ГОСТ 980-80 выбираем пилу 3520-0285 с диаметром пильного диска 1000мм, толщиной пильного диска 3,2 мм и количеством зубьев z=48.
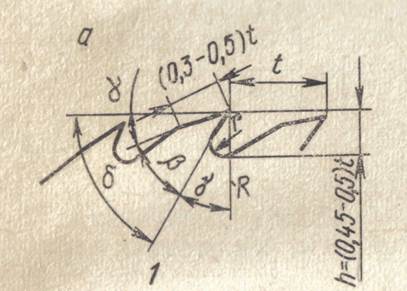
рис.2 Профиль зуба круглой пилы с ломанолинейной задней гранью и его режущая кромка
R - радиус пилы; t — шаг зубьев; h — высота зубьев; r - радиус закругления междузу6ной впадины;
g- передний угол, образован радиусом пилы и передней гранью зуба,
b- угол заострения, образован передней и задней гранями зуба,
a-задний угол, образован задней гранью зуба и касательной к окружности вращения пилы, проведенной из вершины зуба,
d- угол резания, заключен между передней гранью зуба и касательной к окружности вращения пилы, проведенной из вершины зуба
Основные технические требования, предъявляемые к круглым пилам с плоским диском.
Пилы, выпускаемые согласно ГОСТ 980-80, изготовляют на стали марки 9ХФ (по ГОСТ 5950-73), микроструктура которой - мелкодисперсный тростосорбит с мелкими, равномерно распределенными карбидами. Они не должны иметь, обезуглероженного слоя.
Твердость пил должна находиться в пределах HRC 39—44. Различие в твердости в разных точках пилы не должно превышать 4 единиц (HRC 4). На пилах не должно быть трещин, волосовин, расслоений, плен, забоин, черновин, выкрошин, поджогов, заусенцев и коррозии.
Шероховатость поверхностей пил, передних и задних поверхностей заточенных зубьев и поверхности посадочного отверстия не должна быть ниже 6-го класса по ГОСТ 2789—73. На поверхностях пил не допускаются следы от удара молотком глубиной I более 0, 05 мм.
Кромки центрового посадочного отверстия должны быть притуплены, а затяжка от штамповки не должна превышать 0, 1 мм. На незаточенных пилах не должно быть отогнутых зубьев.
Дефекты на поверхности пилы (коробления, выпучины, слабые места и др. ) отрицательно сказываются на работе, вызывая отклонение ее от плоскостности. Поэтому у пильного диска, поставленного в вертикальное положение, отклонение от плоскостности не должно превышать 0, 3 мм. Отклонение от плоскостности центральной части пилы в зоне зажимных фланцем те должно превышать 0, 05 мм.
Пилы диаметром 250-1600 мм изготовитель обязан выпускать прокопанными. Проковка соответствует оптимальным скоростям резания 40-60 м/с, выявленным научно-исследовательскими работами и закладываемым в конструкции круглопильных станком.
Проковывается средняя зона пилы, кроме центральной части, зажимаемом зажимными фланцами. Величина проковки определяется по ослаблению средней зоны пилы. Для этого пилу кладут на три равномерно расположенные точечные опоры, отстоящие на 3-5 мм от окружности впадин зубьев. Пила, установленная па эти опоры в свободном состоянии, должна приобрести равномерную вогнутость, (тарельчатость). После этого на пилу накладывают рабочей кромкой металлическую линейку, длина которой должна быть больше диаметра пилы. Величины вогнутостей относительно этой линейки, измеренные щупом с обеих сторон пилы на расстоянии 10-15 мм от края ее центрового отверстия, должны соответствовать данным.
Предельные отклонения вогнутости прокованных пил не должны превышать 0, 15—0, 25 мм.
Разнотолщинность в одной и той же пиле не должна превышать 0, 10 мм.
Разность двух любых шагов зубьев пилы не должна превышать 1, 5 мм.
Отклонения передних углов и углов заострения не должны превышать 2°.
Зубья пил должны обладать способностью к разводу на величину 1-3 мм.
При установке круглых пил в станок должны выполняться следующие требования
1. Плоскость вращения пилы должна быть строго перпендикулярна оси вращения пильного вала. Для этого тщательно протачивают и устанавливают зажимные шайбы, опорные поверхности которых не должны иметь торцового биения.
2. Радиальное биение посадочного места у зажимных шайб или на пильном валу должно быть не более 0,05мм.
3. Ось вращения пилы должно совпадать с осью вращения пильного вала. Для этого пилу устанавливают на вал строго центрально.
4. Зажим пилы в зажимных фланцах должен быть достаточно сильным и надежным, для этого в них делают ободок Шариной 2-25 мм от кромки, а в средней части выточку. Пилу зажимают плоскостями ободков, а не средней частью фланцев.
5. Боковые направляющие – ограничители отклонений пилы при работе должны быть тщательно выверены.
Дата добавления: 2021-04-24; просмотров: 216; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!