Описание функциональной схемы автоматизации
Контрольная работа
"Автоматизация процесса переработки предельных углеводородных газов"
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. Описание технологической схемы
. Таблица контролируемых параметров
. Структурная схема автоматизации
. Функциональная схема автоматизации
. Обоснование выбора средств КИП
. Спецификация средств КИП
. Математическая модель контура регулирования
. Список используемой литературы
Техническая характеристика основного аппарата
Введение
До 2000 года на ООО "ЛУКойл-ВНП" газ вырабатываемый на установках первичной и вторичной переработки нефти использовался в качестве топлива технологических печей, а большая его часть сжигалась на факеле. Для снижения количества сжигаемого газа, т.е. извлечения полезных газов пропана и бутана была построена "Газофракционная установка".
Установка № 2/110 предназначена для стабилизации прямогонных бензинов и переработки предельных углеводородных газов. После ввода в эксплуатацию этого объекта было снижено количество газа сжигаемого на факеле, повысилась глубина переработки нефти, в печах завода стал сжигаться "сухой" (метан-этановая смесь) газ, завод стал получать новый продукт: пропан-бутан автомобильный, смесь пропан-бутан техническая (используется как в промышленности так и в быту), а также чистый пропан и бутан отвечающие мировым стандартам.
|
|
|
Проект разработан фирмой SNC-LAVALIN-INTERNATIONAL (Канада).
схема автоматизация переработка углеводород газ
Описание технологического процесса
Процесс переработки предельных углеводородных газов основан на использовании физических методов переработки углеводородных смесей и свойств углеводородов: испарении, перегонки многокомпонентной системы.
Сырье, в виде смеси газов от С1 до С4 (метан, этан, пропан, бутан соответственно) поступает на прием насоса 1 и с выкида насоса расходом 40 м3/ч поступает на 14 тарелку колонны 2. В этой колонне происходит разделение смеси на две основные части смесь С1-С2 и С3-С4. При поддержании рабочих давлений и температур (куб колонны 107С, давление 24,5 кгс/см2, температура над третьей тарелкой 100С) происходит испарение этана и метана, который сбрасывается в топливную сеть завода, а пропан-бутановая смесь поступает в колонну 5 на 10 или 14 тарелку. Для подогрева куба колонны используется теплообменный аппарат в межтрубной пространство которого подается пар среднего давления, а в трубное пространство кубовая жидкость, которая испаряется и поступает под первую тарелку колонны. При нормальном режиме работы колонны уровень в ней поддерживается в пределах 20-70%.
|
|
|
Смесь С3-С4 выводится из куба колонны и поступает в колонну 5.
Давление в колонне 5 должно быть не более 16 кгс/см2 , температура в шлемовой трубе 50С, температура в кубе не более 100С, температура над третьей тарелкой 95С, уровень в колонне 20-70%. Для поддержания температуры в кубе колонны используется теплообменный аппарат 4, в межтрубное пространство которого поступает пар среднего давления. Жидкая фаза выводится с первой тарелки колонны и поступает в межтрубное пространство теплообменника. С верха теплообменника пары пропана поступают под первую тарелку колонны. При заданных параметрах происходит разделения смеси на фракции. Бутан выводится из куба колонны, поступает в воздушный холодильник 10, затем в водяной холодильник 11 и затем поступает в парк готовой продукции.
Пропан с верха колонны поступает в воздушный холодильник 6, где конденсируется и затем поступает в емкость сборник пропана 7, откуда насосом 8 поступает на орошение колонны 5 для поддержания заданной температуры верха колонны, а балансовый избыток через водяной холодильник 9 выводится с установки в парк готовой продукции.
Таблица основных параметров подлежащих контролю и регулированию
|
|
|
| № п/п | Наименование стадий, процесса, аппараты, показатели режима | Номер позиции прибора по схеме | Еденица измерения | Допускаемые пределы технологических параметров |
| 1 | Колонна 2 расход сырья в колонну давление в колонне температура в кубе колонны температура над 3ей тарелкой расход конденсата пара уровень в кубе колонны расход от К-2 к К-5 | FIC-1-3 PIC-4-2 TIR-7-3 TIC-2-3 FIC-3-3 LIC-5-2 FIC-3-3 | м3/ч кгс/см2 С С м3/ч % м3/ч | 20-55 24.5 105-107 98-100 2,5-3 20-70 17-52 |
| 2 | Колонна 5 давление в колонне температура в кубе колонны температура над 3ей тарелкой расход конденсата пара уровень в кубе колонны расход орошения температура верха | PIR-11-2 TIR-18-3 TIC-8-3 FIC-9-3 LIC-5-2 FIC-16-3 TIR-10-3 | кгс/см2 С С м3/ч % м3/ч С | 16 99-100 95-96 2,5-4 20-70 15-45 50 |
| 3 | Емкость 7 уровень давление температура после АВО расход бутана расход пропана | LIC-14-3 PIC-13-2 TIC-12-3 FIC-17-3 FIC-15-1 | % кгс/см2 с м3/ч м3/ч | 20-70 15,6 48 зависит от загрузки и % состава сырья |
3. Структурная схема автоматизации
Описание структурной схемы автоматизации
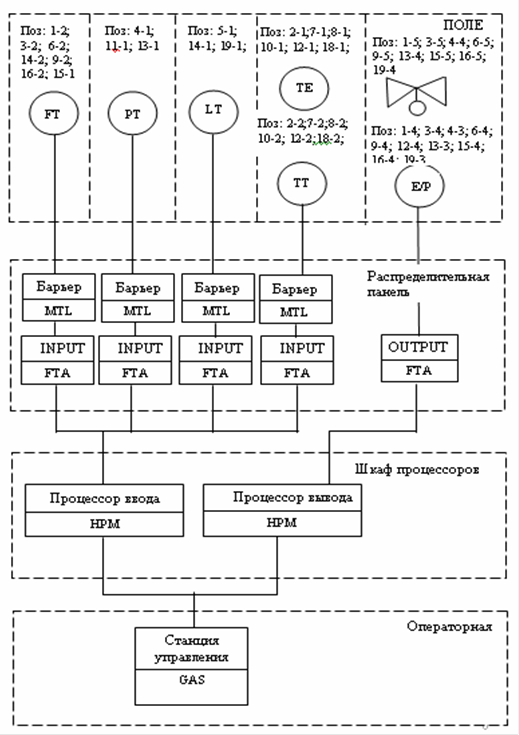
Измеряемые параметры с полевых датчиков, в виде цифрового или аналогового сигнала поступают в распределительную панель на активные барьеры, обеспечивающие искробезопасные цепи питания полевых датчиков и прием входного сигнала. С барьеров входной сигнал поступает на платы ввода, где происходит их группировка и адресное распределение, для передачи в процессор.
|
|
|
В процессоре ввода происходит преобразование входного сигнала в инженерные единицы, принятые в системах управления фирмы «Honeywell», сравнение сигналов с сигнальными и блокировочными уставками и передача преобразованного сигнала на станцию управления.
Со станции управления оператор имеет возможность визуального просмотра и регулирования всех контролируемых параметров.
Сигнал управления исполнительными механизмами поступает в процессор вывода, где происходит его преобразование в цифровой или аналоговый выходной сигнал.
Из процессора управляющий сигнал поступает в распределительную панель на платы вывода, затем подается в поле на электро-пневмо преобразователь и в виде пневматического сигнала поступает на исполнительный механизм.
Описание функциональной схемы автоматизации
Расход рефлюкса в колонну (сырья) контролируется контуром - 1, состоящим из диафрагмы (FE-1-1), датчика расхода (FT-1-2) и теговой точкой в РСУ (FIC-1-3).
Рабочее давление в колонне 2 регулируется контуром - 4, состоящим из датчика давления (РТ-4-1), теговой точки (PIC-4-2), и клапана регулятора (4-4) установленного на линии сброса топливного газа в топливную сеть завода.
Температура над третьей тарелкой колонны 2 регулируется контуром - 2 состоящим из термопары (TE-2-1), теговой точки (TIC-2-3) с коррекцией по расходу конденсата водяного пара на выходе из теплообменника 3 контура регулирования 3, состоящего из диафрагмы (FE-3-1), расходомера (FT-3-2), теговой точки (FIC-3-3) и клапана регулятора (3-5).
Температура кубовой жидкости колонны 2 контролируется контуром 7 состоящим из термопары (ТЕ-7-1), преобразователя (ТТ-7-2) и теговой точки (TIR-7-3).
Уровень смеси пропан-бутан в кубе колонны 2 измеряется уровнемером (LT-5-1) и регулируется контуром 5 (теговая точка LIC-5-2) с коррекцией по расходу контур 6 (теговая точка FIC-6-3), а клапан (6-5) установлен на линии перетока кубовой жидкости из колонны 2 в колонну 5.
Давление в колонне 5 поддерживается контуром - 16, с помощью клапана 16-5 установленного на линии подачи орошения в колонну.
Температура над третьей тарелкой колонны 5 регулируется контуром - 8 состоящим из термопары (TE-8-1), теговой точки (TIC-8-3) с коррекцией по расходу конденсата водяного пара на выходе из теплообменника 4 контура регулирования 9, состоящего из диафрагмы (FE-9-1), расходомера (FT-9-2), теговой точки (FIC-9-3) и клапана регулятора (9-5).
Температура кубовой жидкости колонны 5 контролируется контуром 18 состоящим из термопары (ТЕ-18-1), преобразователя (ТТ-18-2) и теговой точки (TIR-18-3).
Уровень бутана в кубе колонны 5 регулируется контуром 19, состоящим из: уровнемера (LT-19-1), теговой точки (LIC-19-2), электропневматического преобразователя (LY-19-3) и клапана регулятора установленного на линии вывода бутана с установки.
Температура газа в шлемовой трубе колонны 5 контролируется контуром 10, состоящим из термопары (ТЕ-10-1) и теговой точки (PIR-10-3).
Температура газа после воздушного холодильника 6 регулируется контуром 12 при помощи пневмопривода (TV-12-5) изменяющего положение жалюзей на выходе воздушного потока от вентиляторов воздушного холодильника.
Давление в емкости 7 регулируется контуром - 13, состоящим из датчика давления (РТ-13-1), теговой точки (PIC-13-2), и клапана регулятора (13-4) установленного на линии сброса газа в топливную сеть завода.
Уровень пропана в емкости 7 регулируется контуром 14, состоящим из: уровнемера (LT-14-1), теговой точки (LIC-14-2) с коррекцией по расходу контура 15 состоящего из расходомера (FE-15-2), теговой точки (FIC-15-3), электропневматического преобразователя (LY-15-4) и клапана регулятора установленного на линии вывода пропана с установки.
Расход пропана с установки контролируется контуром 17 состоящим из датчика (FT-17-2) и теговой точки (FIR-17-3).
Дата добавления: 2021-04-24; просмотров: 77; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!