Наплавка узких валиков на поверхность
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
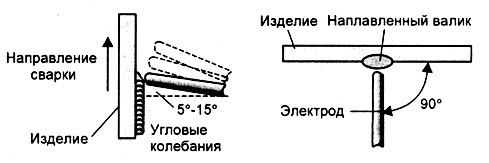
перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Оборудование, применяемое в цехе (на рабочем месте), инструменты, приспособления, применяемые при выполнении работ
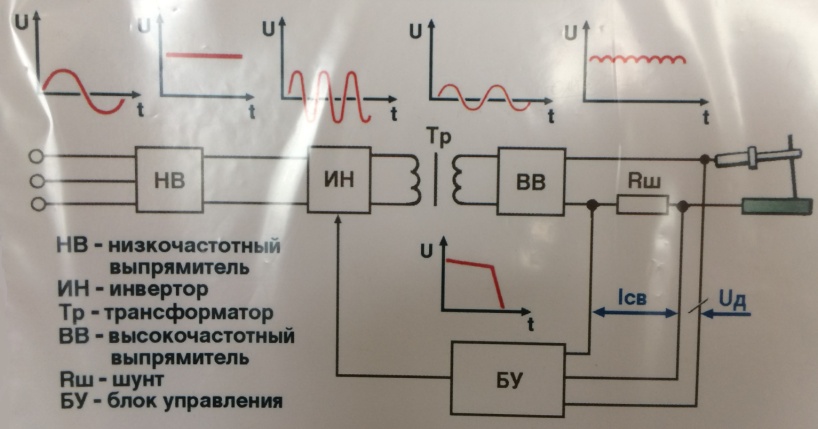
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так: сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
 После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Приложение 888
Приложение 888
Приложение 777
Разметка и измерение: рулеткой, линейкой, угольником, карандашом и мелом.
Закрепляющие приспособления:стяжки, струбцина, зажимы для сварки, прижимы, распорки.
Оборудование сварочного поста включает в себя следующие элементы: источник тока; комплект необходимого оборудования для проведения работ; стол для различных приспособлений, например, электродов; стул для специалиста; ящик для инструментов; электродержатель; рубильник.

Охрана труда на предприятии
Проведение сварочных работ связано с повышенной опасностью для сварщика. Для предупреждения опасностей выработаны нормы для проведения работ. Перед работами сварщики проходят инструктаж, в которых дополнительно разъясняются техника безопасности и правила безопасности работ со сварочным оборудованием. Проверяется наличие и исправность индивидуальных средств защиты, знание техники безопасности и технологии сварки.
К электросварочным работам допускаются лица, достигшие 18-летнего возраста, которые прошли специальное, имеют удостоверение на право сварки и вторую квалификационную группу по электробезопасности.
Ежегодно комиссия во главе с главным инженером и энергетиком с квалификационной группой по электробезопасности не ниже пятой проводит проверку знаний электросварщиков. По результатам проверки сварщикам продляются на год удостоверения второй квалификационной группы по электробезопасности.
сварщика во многом зависит от знаний самого мастера - перед тем, как приступить к работе со сварочной аппаратурой, необходимо внимательно ознакомиться с ее устройством и правилами работы с ней. Также необходимо изучить правила работы с газовыми горелками, баллонами со сжатым воздухом и электрическими приборами.

 Приложение 777 Приложение 888
Приложение 777 Приложение 888
Вывод по итогам практики
Я научился исправлять не качественные швы и четко вымерять все размеры, научился восстанавливать кузова, в процессе изготовления контролировал свои действия, приобрел профессиональный опыт, освоил общие и профессиональные компетенции, полученные знания и опыт пригодятся в профессиональной деятельности.
ПЕЧАТАТЬ НЕ НАДО
Министерство образования и науки Пермского края
__________________________________________________________________
Государственное бюджетное профессиональное образовательное учреждение
«Горнозаводский политехнический техникум»
ДНЕВНИК
Дата добавления: 2021-04-15; просмотров: 348; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!