Ключ ответов к тестовому заданию экзамена по дисциплине ОП.08 Технология машиностроения по специальности «Технология машиностроения»
Вариант 1
ЧАСТЬ А. Выберите один верный ответ
| 1. Сколько режущих инструментов может применяться на одном технологическом переходе | |
| А | один |
| Б | сколько угодно |
| В | в зависимости от технических возможностей станка |
| 2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость) | |
| А | чистовое точение |
| Б | чистовое шлифование |
| В | притирка |
| 3. Каким из методов можно получать заготовки из чугуна | |
| А | литьё |
| Б | штамповка |
| В | прокат |
| 4. Коэффициент использования материала определяется как отношение | |
| А | массы заготовки к массе детали |
| Б | массы детали к массе стружки |
| В | массы детали к массе заготовки |
| 5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают | |
| А | содержание переходов |
| Б | режимы резания |
| В | данные о квалификации исполнителя |
| 6. По какой из формул определяют штучно-калькуляционное время выполнения операции | |
| А | Т = L· i/ Sм |
| Б | Т = (Топ +Тоб +Тотл)/ g |
| В | Т = Тшт +Тпз/ n |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку детали в 3-х кулачковом патроне с упором в торец. | 
|
| 8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям | |
| 9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, n = 250 мин -1, υ = 30 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на резьбо-шлифовальном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 
|
Вариант 2
ЧАСТЬ А. Выберите один верный ответ
| 1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в продольном сечении | |
| А | конусообразность |
| Б | овальность |
| В | огранка |
| 2. Какая из технологических баз лишает деталь 2-х степеней свободы | |
| А | установочная |
| Б | направляющая |
| В | опорная |
| 3. Какой из методов определения припусков на механическую обработку даёт более объективный результат | |
| А | опытно-статистический |
| Б | расчётно-аналитический |
| В | табличный |
| 4. Какой из этапов проектирования технологического процесса производится раньше | |
| А | определение режимов резания |
| Б | установление маршрута обработки |
| В | выбор заготовки |
| 5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45 h14 в условиях единичного производства | |
| А | штангенциркуль ЩЦ I-125-0,1 |
| Б | микрометр МК-75 |
| В | калибр – скоба ø45h14 |
| 6. Какой из методов нормирования даёт наиболее точный результат | |
| А | исследовательско – аналитический |
| Б | расчётно – аналитический |
| В | опытно – статистический |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку вала в центрах (переднем упорном и заднем вращающемся) с поводковым патроном | 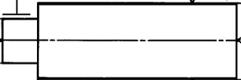
|
| 8. Определить допуск на диаметр ø30 заготовки из проката обычной точности | |
| 9. Определить основное время на черновое точение валика ø20 мм и длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45°. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, n = 125 мин-1, υ = 38 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на вертикально-сверлильном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 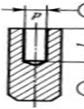
|
Вариант 3
ЧАСТЬ А. Выберите один верный ответ
| 1. Чему равен коэффициент закрепления операций для среднесерийного производства | |
| А | более 40 |
| Б | от 20 до 30 |
| В | от 10 до 20 |
| 2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности | |
| А | увеличивает шероховатость поверхности |
| Б | уменьшает шероховатость поверхности |
| В | не влияет на качество поверхности |
| 3. Какой из методов литья позволяет получать заготовки наибольшей точности | |
| А | в песчаные формы |
| Б | под давлением |
| В | в кокиль |
| 4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название | |
| А | технологичность |
| Б | экономичность |
| В | экономический эффект |
| 5. Наименование технологической операции присваивается в зависимости от | |
| А | применяемого оборудования |
| Б | применяемого инструмента |
| В | специальности рабочего |
| 6. Формула Т = L· i/ Sм используется для определения | |
| А | основного (машинного) времени |
| Б | вспомогательного времени |
| В | времени на обслуживание рабочего места |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку короткой втулки на цанговой оправке с упором в торец | 
|
| 8. Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг. | |
| 9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: S м = 147 мм/мин, n = 61 мин-1, υ = 14,4 м/мин.
| |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на токарно-винторезном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 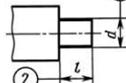
|
Вариант 4
ЧАСТЬ А. Выберите один верный ответ
| 1. Условное обозначение допуска формы /О/ расшифровывается как | |
| А | отклонение от круглости |
| Б | отклонение от цилиндричности |
| В | допуск соосности |
| 2. Принцип совмещения баз предусматривает совмещение | |
| А | установочной и направляющей базы |
| Б | измерительной и установочной базы |
| В | направляющей и измерительной базы |
| 3. По какой из формул определяется значение минимального промежуточного припуска на обработку поверхностей вращения | |
| А | Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi |
| Б | 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi) |
| В | 2 Z i min = 2 (Rzi-1+ Ti-1) |
| 4. Какой из видов технологических процессов имеет наибольшую детализацию (наиболее подробно отражает процесс изготовления детали) | |
| А | маршрутный |
| Б | маршрутно-операционный |
| В | операционный |
| 5. Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства | |
| А | штангенциркуль ЩЦ I-125-0,1 |
| Б | калибр – пробка ø20 Н7 |
| В | микрометр МК- 50 |
| 6. Фотография рабочего времени и хронометраж используются для установления норм времени | |
| А | исследовательски – аналитический |
| Б | расчётно – аналитический |
| В | опытно – статистический |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку детали в 3-х кулачковом патроне с упором в торец. | 
|
| 8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм | |
| 9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60°. Режимы резания: S = 0,19 мм/об, n = 250 мин -1, υ = 110 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на горизонтально – фрезерном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 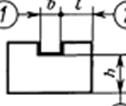
|
Вариант 5
ЧАСТЬ А. Выберите один верный ответ
| 1. Какой из показателей характеризует массовое производство | |
| А | годовой объём выпуска деталей |
| Б | такт выпуска |
| В | количество деталей в партии |
| 2. Качественный метод оценки шероховатости поверхности предусматривает | |
| А | сравнение поверхности с эталоном |
| Б | измерение с помощью интерферометра |
| В | измерение с помощью двойного микроскопа |
| 3. Какой из методов литья позволяет получать заготовки простой формы с плоской поверхностью | |
| А | в землю |
| Б | в оболочковые формы |
| В | центробежное |
| 4. Коэффициент использования материала определяется как отношение | |
| А | массы заготовки к массе детали |
| Б | массы детали к массе стружки |
| В | массы детали к массе заготовки |
| 5. Выберите правильный порядок нумерации последовательности выполнения технологических операций | |
| А | 1, 2, 3… |
| Б | 005, 010, 015… |
| В | 10, 20, 30… |
| 6. Время на обслуживание рабочего места определяется как процент от | |
| А | основного времени |
| Б | вспомогательного времени |
| В | оперативного времени |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку вала в центрах (переднем упорном и заднем вращающемся) с поводковым патроном и подвижным люнетом | 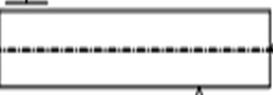
|
| 8. Определить допуск на на длину 100 мм стальной (М1) штампованной заготовки нормальной точности, сложности С2, массой 0,5 кг. | |
| 9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, n = 250 мин -1, υ = 30 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на кругло-шлифовальном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 
|
Вариант 6
ЧАСТЬ А. Выберите один верный ответ
| 1. При каком методе обработки достигается наибольшая точность | |
| А | черновое точение |
| Б | чистовое шлифование |
| В | притирка |
|
| |
| А | 3-х кулачковый патрон |
| Б | поводковый патрон |
| В | люнет |
| 3. Что означает Тi-1 в формуле для определения минимального припуска на механическую обработку деталей | |
| А | высота неровностей |
| Б | глубина дефектного слоя |
| В | пространственные отклонения |
| 4. Какой из этапов проектирования технологического процесса производится раньше | |
| А | определение режимов резания |
| Б | установление маршрута обработки |
| В | выбор заготовки |
| 5. . Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45 h14 в условиях единичного производства | |
| А | штангенциркуль ЩЦ I-125-0,1 |
| Б | микрометр МК-75 |
| В | калибр – скоба ø45h14 |
| 6. Какой из методов нормирования даёт наиболее точный результат | |
| А | исследовательско – аналитический |
| Б | расчётно – аналитический |
| В | опытно – статистический |


 2. Символ проставляемый на карте эскизов, расшифровывается как
2. Символ проставляемый на карте эскизов, расшифровывается какЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку втулки на трехкулачковом патроне с упором в торец | 
|
| 8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям | |
| 9. Определить основное время на черновое точение валика ø20 мм и длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45°. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, n = 125 мин-1, υ = 38 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на резьбо-накатном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. |
|
Вариант 7
ЧАСТЬ А. Выберите один верный ответ
| 1. Как располагают оборудование в цехе при единичном методе производства продукции | |
| А | по ходу технологического процесса |
| Б | по типам станков |
| В | оба варианта верны |
| 2. При каком методе обработки достигается наибольший класс чистоты поверхности (наименьшая шероховатость) | |
| А | чистовое точение |
| Б | чистовое шлифование |
| В | притирка |
| 3. При каком значении КИМ (коэффициент использования материала) количество стружки, образующееся в результате механической обработки заготовки, минимально | |
| А | =1 |
| Б | > 1 |
| В | < 1 |
| 4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название | |
| А | технологичность |
| Б | экономичность |
| В | экономический эффект |
| 5. В каком документе содержится описание технологического процесса изготовления детали по всем операциям в технологической последовательности | |
| А | ведомость оснастки |
| Б | операционная карта механической обработки |
| В | маршрутная карта |
| 6. По какой из формул определяют штучно-калькуляционное время выполнения операции | |
| А | Т = L· i/ Sм |
| Б | Т = (Топ +Тоб +Тотл)/ g |
| В | Т = Тшт +Тпз/ n |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку детали в 3-х кулачковом патроне с упором в торец. | 
|
| 8. Определить допуск на диаметр ø30 заготовки из проката обычной точности | |
| 9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: S м = 147 мм/мин, n = 61 мин-1, υ = 14,4 м/мин. | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на вертикально-сверлильном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 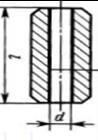
|
Вариант 8
ЧАСТЬ А. Выберите один верный ответ
| 1. Какое из перечисленных отклонений относится к отклонениям от правильной цилиндрической формы в продольном сечении | |
| А | овальность |
| Б | бочкообразность |
| В | конусообразность |
| 2. Каким символом на карте эскизов обозначают люнет | |
| А | _ |
| Б | ∆ |
| В | V |
| 3. По какой из формул определяется значение минимального промежуточного припуска на обработку плоской поверхности | |
| А | Z i min =Rzi.1 + Ti.1 + pi.1+ Е yi |
| Б | 2 Z i min = 2(Rzi.1 + T i -1 + р i -1 + Е yi) |
| В | 2 Z i min = 2 (Rzi-1+ Ti-1) |
| 4. Какой из видов технологических процессов имеет наибольшую детализацию ( наиболее подробно отражает процесс изготовления детали) | |
| А | маршрутный |
| Б | маршрутно-операционный |
| В | операционный |
| 5. . Какой из перечисленных измерительных инструментов целесообразно использовать для контроля отверстия ø20 Н7 в условиях среднесерийного производства | |
| А | штангенциркуль ЩЦ I-125-0,1 |
| Б | калибр – пробка ø20 Н7 |
| В | микрометр МК- 50 |
| 6. Какой из методов нормирования даёт наиболее точный результат | |
| А | исследовательско – аналитический |
| Б | расчётно – аналитический |
| В | опытно – статистический |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку вала в центрах (плавющем передним и упорном задним) с поводковым патроном и с неподвижным люнетом . | 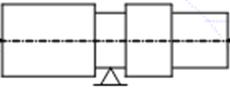
|
| 8. Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг. | |
| 9. Определить основное время на растачивание отверстия ø62 Н9 в заготовке длиной 85 мм с диаметром отверстия 60 мм на токарном станке модели 16К20 расточным резцом, установленным на размер, с углом φ = 60°. Режимы резания: S = 0,19 мм/об, n = 250 мин -1, υ = 110 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на токарно-винторезном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 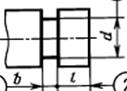
|
Вариант 9
ЧАСТЬ А. Выберите один верный ответ
| 1. Сколько режущих инструментов может применяться на одном технологическом переходе | |
| А | один |
| Б | сколько угодно |
| В | в зависимости от технических возможностей станка |
| 2. Как недостаточная жёсткость системы СПИД влияет на качество обрабатываемой поверхности | |
| А | увеличивает шероховатость поверхности |
| Б | уменьшает шероховатость поверхности |
| В | не влияет на качество поверхности |
| 3. Каким из методов можно получать заготовки из чугуна | |
| А | литьё |
| Б | штамповка |
| В | прокат |
| 4. Коэффициент использования материала определяется как отношение | |
| А | массы заготовки к массе детали |
| Б | массы детали к массе стружки |
| В | массы детали к массе заготовки |
| 5. При оформлении комплекта документации на технологический процесс механической обработки в операционной карте не указывают | |
| А | содержание переходов |
| Б | режимы резания |
| В | данные о квалификации исполнителя |
| 6. Формула Т = L· i/ Sм используется для определения | |
| А | основного (машинного) времени |
| Б | вспомогательного времени |
| В | времени на обслуживание рабочего места |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку в приспособлении с роликами с базированием по зубчатому венцу и по торцу | 
|
| 8. Определить допуск на диаметр отверстия ø50 чугунной отливки II класса точности с наибольшим размером 100 мм | |
| 9. Определить основное время на сверление отверстия ø20Н12 во втулке длиной 50 мм на вертикально-сверлильном станке модели 2А150 сверлом с одинарной заточкой. Режимы резания: S = 0,4 мм/об, n = 250 мин -1, υ = 30 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на горизонтально - фрезерном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 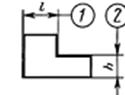
|
Вариант 10
ЧАСТЬ А. Выберите один верный ответ
| 1. Условное обозначение допуска формы /О/ расшифровывается как | |
| А | отклонение от круглости |
| Б | отклонение от цилиндричности |
| В | допуск соосности |
| 2. Какая из технологических баз лишает деталь 3-х степеней свободы | |
| А | установочная |
| Б | направляющая |
| В | опорная |
| 3. Что означает pi-1 в формуле для определения минимального припуска на механическую обработку деталей | |
| А | высота неровностей |
| Б | глубина дефектного слоя |
| В | пространственные отклонения |
| 4. Какой из этапов проектирования технологического процесса производится раньше | |
| А | определение режимов резания |
| Б | установление маршрута обработки |
| В | выбор заготовки |
| 5. . Какой из перечисленных измерительных инструментов целесообразно использовать для контроля вала ø45 h14 в условиях единичного производства | |
| А | штангенциркуль ЩЦ I-125-0,1 |
| Б | микрометр МК-75 |
| В | калибр – скоба ø45h14 |
| 6. Фотография рабочего времени и хронометраж используются для установления норм времени | |
| А | исследовательски – аналитическим методом |
| Б | расчётно – аналитическим методом |
| В | опытно – статистическим методом |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку детали в 3-х кулачковом патроне с упором в торец. | 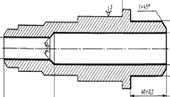
|
| 8. Определить допуск на диаметр ø100 стальной (М2) штампованной заготовки повышенной точности, сложности С1, массой 1 кг. | |
| 9. Определить основное время на черновое точение валика ø20 мм и длиной 50 мм на токарном станке модели 16К20 проходным резцом, установленным на размер, с углом φ = 45°. Припуск на сторону составляет 3 мм. Режимы резания: S = 0,5 мм/об, n = 125 мин-1, υ = 38 м/мин | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на кругло-шлифовальном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. | 
|
Вариант 11
ЧАСТЬ А. Выберите один верный ответ
| 1. Какой из показателей характеризует серийное производство | |
| А | годовой объём выпуска деталей |
| Б | такт выпуска |
| В | количество деталей в партии |
| 2. Качественный метод оценки шероховатости поверхности предусматривает | |
| А | сравнение поверхности с эталоном |
| Б | измерение с помощью интерферометра |
| В | измерение с помощью двойного микроскопа |
| 3. Какой из методов литья позволяет получать заготовки наибольшей точности | |
| А | в песчаные формы |
| Б | под давлением |
| В | в кокиль |
| 4. Соответствие конструкции машины (детали) требованиям минимальной трудоёмкости и материалоёмкости носит название | |
| А | технологичность |
| Б | экономичность |
| В | экономический эффект |
| 5. Наименование технологической операции присваивается в зависимости от | |
| А | применяемого оборудования |
| Б | применяемого инструмента |
| В | специальности рабочего |
| 6. Время на обслуживание рабочего места определяется как процент от | |
| А | основного времени |
| Б | вспомогательного времени |
| В | оперативного времени |
ЧАСТЬ Б. Выполните практические задания
| 7. Показать условно установку полого вала в центрах (передним рифленым и задним вращающемся) | 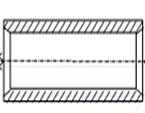
|
| 8. Определить допуск на диаметр отверстия ø75 отливки из алюминиевого сплава II класса точности, полученной методом литья по выплавляемым моделям | |
| 9. Определить основное время на черновое фрезерование плоскости детали размером 500 х 50 мм на горизонтально-фрезерном станке модели 6Г83 цилиндрической фрезой ø75мм. Припуск под фрезерование составляет 4 мм. Режимы резания: S м = 147 мм/мин, n = 61 мин-1, υ = 14,4 м/мин. | |
ЧАСТЬ С. Выполните ситуационную задачу
| 10. Для операции, выполняемоЙ на резьбо-фрезерном станке: | |
| · присвоить №, · записать наименование операции, · сформулировать содержание перехода. |
|
Ключ ответов к тестовому заданию экзамена по дисциплине ОП.08 Технология машиностроения по специальности «Технология машиностроения»
| № вар. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1. | А | В | А | В | В | В | 
| 0,8 | 0,58 | 020 резьбошлифовальная Шлифовать резьбу, выдерживая размеры 1 и 2 |
| 2. | А | Б | Б | В | А | Б | 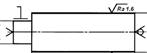
| 1,1 | 0,9 | 020 вертикально-сверлильная Сверлить отверстия, выдерживая размеры 1,2 |
| 3. | Б | А | Б | А | А | А | 
| 1,3 | 3,55 | 010 токарно-винторезная Точить поверхность, выдерживая размеры 1 и 2. |
| 4. | Б | Б | В | В | Б | А | 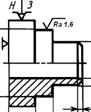
| 0,5 | 0,86 | 030 горизонтально-фрезерная Фрезеровать паз, выдерживая размеры 1 - 3 |
| 5. | Б | А | А | В | Б | В | 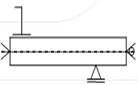
| 1,6 | 0,58 | 020 круглошлифовальная Шлифовать канавку, выдерживая размеры 1,2,3. |
| 6. | В | Б | Б | В | А | Б | 
| 0,8 | 0,9 | 035 резьбонакатная Накатать резьбу, выдерживая размеры 1 и 2. |
| 7. | Б | В | А | А | В | В | 
| 1,1 | 3,55 | 020 вертикально-сверлильная Рассверлить отверстие 1 |
| 8. | А | Б | А | В | Б | Б | 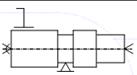
| 1,3 | 0,86 | 020 токарно-винторезная Точить канавку, выдерживая размеры 1, 2 и 3 |
| 9. | В | А | А | В | В | А | 
| 0,5 | 0,58 | 020 горизонтально-фрезерная Фрезеровать уступ, выдерживая размеры 1, 2. |
| 10. | В | А | В | В | А | А | 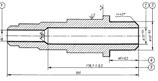
| 1,6 | 0,9 | 020 круглошлифовальная 1.Шлифовать канавку, выдерживая разм.1,2,3. |
| 11. | В | А | Б | А | А | В | 
| 0,8 | 3,55 | 020 резьбофрезерная Фрезеровать резьбу, выдерживая размеры 1 и 2 |
Дата добавления: 2021-04-05; просмотров: 6645; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!