Домашнее задание: Тесты Основы технических измерений
ЭГС-18-1 29.04.2020г.
Допуски и технические измерения
Тема: 2. Средства для измерения и контроля линейных размеров: плоскопараллельные концевые меры длины, масштабные линейки, рулетки, штангенциркули, микрометры. Поверочные линейки и плиты.
Наиболее точным средством измерения в машиностроении и электроэнергетике являются плоскопараллельные концевые меры длины. Их изготовляют из закаленной стали в виде прямоугольных параллелепипедов (плиток), у которых две противоположные измерительные грани расположены строго параллельно на очень точном расстоянии L (рис. 3). Тщательная обработка измерительных поверхностей придает им свойство притираться друг к другу, поэтому плитки можно собирать в блоки различных размеров. Собранный блок плиток, между которыми возникли силы сцепления, не рассыпается и представляет как бы монолитную меру длины. Плитки с размерами между измерительными гранями от 0,1 до 1000 мм выпускают в виде наборов и применяют для проверки средств измерений, их настройки при относительных измерениях, наладки станков и т. д.
К универсальным измерительным инструментам относятся штангенциркули, штангенглубиномеры, штангенрейсмасы и микрометрические измерительные инструменты.
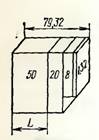
Рис. 3. Блок плиток с размером 79,32 мм
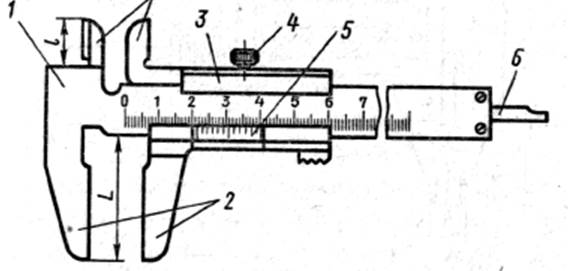
Штангенциркуль ШЦ-1 с двусторонним расположением губок для наружных и внутренних измерений и линейкой для измерения глубин и высоты уступов (рис. 4) представляет собой штангу 3 с основной шкалой 5, по которой может передвигаться рамка 2 с дополнительной шкалой 6 (нониусом). На шкале 5 цифры означают сантиметры, а каждое деление — миллиметры.
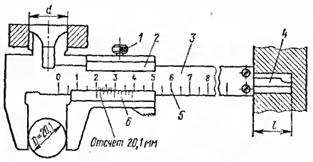
Рис. 4. Штангенциркуль
С рамкой связана линейка 4 для измерения глубин. Винт 1 служит для фиксации рамки в нужном положении. Диапазон измерений штангенциркуля ШЦ-1 0—125 мм с отсчетом по нониусу 0,1 мм. Целые миллиметры отсчитывают по шкале 5, десятые доли — по совпадению какого- либо деления нониуса с одним из делений основной шкалы. На рисунке первое деление нониуса совпадает с делением шкалы 5, что соответствует размеру 20,1 мм (для наружного диаметра D, внутреннего — d и глубины I). Нониусы для различных типов штангенинструментов выпускают также с ценой деления 0,05 мм, реже 0,02 мм. Существуют штангенциркули с круговым нониусом, имеющие отсчет по нониусу 0,1 или 0,01 мм.
Штангенрейсмасы предназначены для измерения высоты деталей, установленных на поверочной плите, и для разметочных работ. Существуют штангенрейсмасы с цифровым отсчетом показаний с ценой деления 0,05 и 0,01 мм.
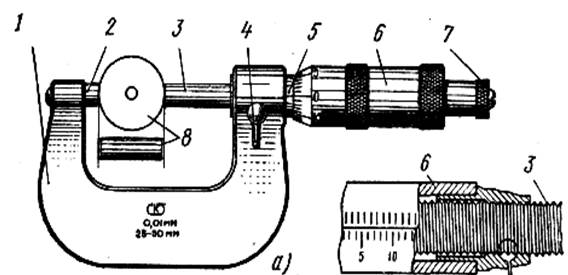
Микрометры гладкие (рис. 5, а) предназначены для измерения наружных размеров. Основные детали микрометра: скоба 1, пятка 2, измерительный наконечник <?, являющийся продолжением микрометрического винта, ввинченного в стебель 5, запрессованный в скобу, зажим 4. С винтом жестко соединен барабан 6, на конце которого находится трещотка 7 для ограничения измерительного усилия. При повороте барабана на одно деление (V30) микровинт, шаг резьбы которого равен 0,5 мм, перемещается вместе с барабаном на 0,01 мм (0,5 мм : 50=0,01 мм). Число целых миллиметров и полумиллиметры отсчитывают по шкале, нанесенной на стебле, сотые доли определяют по делениям на скошенной части барабана. Микрометрические нутромеры (рис. 5, б) и глубиномеры (рис. 5, в) также имеют винтовую пару и две шкалы. Пример отсчета размера 12,83 мм приведен на рис. 5, г.
Для более точных измерений применяют рычажные микрометры, которые кроме микрометрической винтовой пары имеют встроенное в скобу отсчетное устройство с ценой деления 0,002 мм.
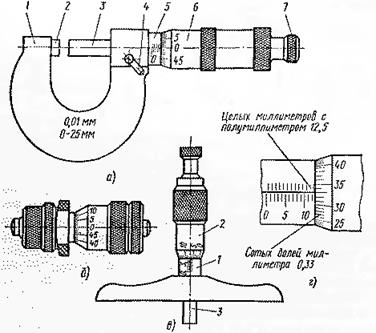
Рис. 5. Микрометр (а), нутрометр (б) и глубиномер (в) микрометрические, пример отсчета (г)
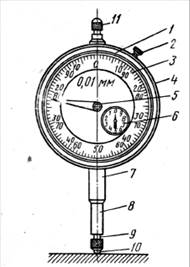
Стрелочные отсчетные головки — индикаторы часового типа, рычажно-зубчатые головки, пружинные измерительные головки — широко применяются для относительных измерений, контроля формы поверхностей. Они преобразуют небольшие перемещения измерительного стержня в удобные для отсчета перемещения стрелки по шкале. Благодаря большому передаточному отношению преобразующего механизма головки позволяют производить отсчет с высокой точностью.
В индикаторах часового типа возвратно-поступательное движение стержня преобразуется в круговое движение стрелки с помощью зубчатых колес. Они выпускаются с ценой делений до 0,01 мм.
Рычажно-зубчатые индикаторы имеют цену деления до 0,001 мм и применяются при точных измерениях вместо индикаторов часового типа. Их механизм кроме зубчатой передачи имеет систему рычагов, которая позволяет повысить передаточное отношение и точность измерений. В головках типа ИГ (рис. 6) применен механизм с двумя рычажными и одной зубчатой передачами. При перемещении измерительного стержня 1 происходит поворот рычага 3, который воздействует на рычаг 5, имеющий на большом плече зубчатый сектор, входящий в зацепление с зубчатым колесом 4. На оси колеса расположены стрелка и втулка, связанная со спиральной пружиной 6, выбирающей зазоры в передачах.
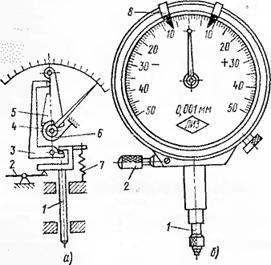
Рис. 6. Рычажно-зубчатая измерительная головка:
а — схема устройства, б — общий вид
Измерительное усилие создается пружиной 7. Шкала снабжена двумя переставляемыми указателями 8 поля допуска и арретирующим устройством 2, с помощью которого измерительный стержень поднимается перед установкой под него измеряемого изделия.
Пружинные измерительные головки (микрокаторы ИГП, микаторы ИРП) выпускают с ценой деления до 0,0001 мм. Их передаточным механизмом является бронзовая закругленная лента, один конец которой прикреплен к неподвижной опоре, второй — к угольнику. Стрелка прибора закреплена к середине ленты, измерительный стержень упирается в угольник и растягивает ленту. Лента при растяжении раскручивается и поворачивает стрелку, которая представляет собой тонкий трубчатый волосок с наружным диаметром 0,06—0,07 мм. Отсчет показаний по шкале микрокатора затруднен из-за малой толщины стрелки и ее вибрации.
Оптикатор, созданный на базе микрокатора, лишен этих недостатков. В этом приборе пружинный передаточный механизм микрокатора совмещен с увеличивающей оптической передачей. На ленте вместо стрелки укрепляют зеркальце. Пучок лучей от источника света падает на зеркальце и, отразившись от него, попадает на стеклянную пластинку, на которой нанесен указательный штрих. При перемещении измерительного стержня перемещается изображение штрихового указателя по шкале прибора.
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
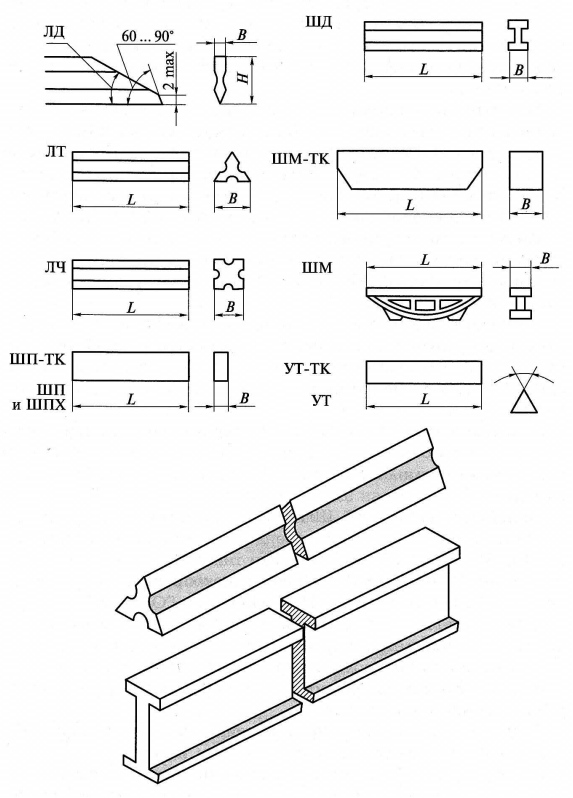
Рис. 2.56. Поверочные линейки
стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Поверочные плиты.
По ГОСТ 10905 — 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32... 1,25 мкм.
Классы точности плит — 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250x250 класса точности 000 — 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности — 120 мкм.
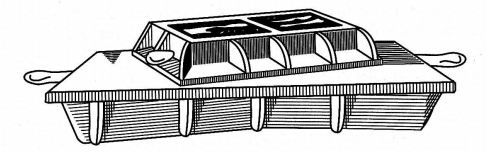
Рис. 2.59. Поверочные плиты
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412—85 с твердостью 170...229 НВ по ГОСТ 9012 — 59.
Домашнее задание: Тесты Основы технических измерений
1 На каком рисунке показано измерение детали с помощью штангенциркуля
2 На каком рисунке показано измерение детали с помощью микрометра
3 На каком рисунке показано измерение детали с помощью индикаторной скобы
4 На каком рисунке показано измерение детали с помощью калибра
|
5 Под какой цифрой на рисунке изображены измерительные губки
6 Под какой цифрой на рисунке изображена штанга
7 Под какой цифрой на рисунке изображена рамка
8 Под какой цифрой на рисунке изображен зажим рамки
9 Под какой цифрой на рисунке изображен нониус
10 Под какой цифрой на рисунке изображена линейка глубиномера
|
11 Под какой цифрой на рисунке изображена скоба
12 Под какой цифрой на рисунке изображена пятка
13 Под какой цифрой на рисунке изображен микрометрический винт
14 Под какой цифрой на рисунке изображен стопор
15 Под какой цифрой на рисунке изображен стебель
16 Под какой цифрой на рисунке изображен барабан
17 Под какой цифрой на рисунке изображена трещетка
18 Под какой цифрой на рисунке изображены установочные меры
 19 Под какой цифрой на рисунке изображен корпус
19 Под какой цифрой на рисунке изображен корпус
20 Под какой цифрой на рисунке изображен стопор
21 Под какой цифрой на рисунке изображен циферблат
22 Под какой цифрой на рисунке изображен ободок
23 Под какой цифрой на рисунке изображена стрелка
24 Под какой цифрой на рисунке изображен указатель
25 Под какой цифрой на рисунке изображена гильза
26 Под какой цифрой на рисунке изображен измерительный стержень
27 Под какой цифрой на рисунке изображен наконечник
28 Под какой цифрой на рисунке изображен рабочий конец
29 Под какой цифрой на рисунке изображена головка
Дата добавления: 2021-07-19; просмотров: 337; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!