Некоторые пояснения к заполнению Таблиц 2 и 3
МИНОБРНАУКИ РОССИИ
ФГБОУ ВПО Ижевский государственный технический университет
имени М.Т. Калашникова
Кафедра КТПМП
Лабораторная работа №5
«Выбор универсальных средств измерений линейных размеров деталей «вал» и «фланец».
Часть 2 Директивный подход»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к лабораторным работам по дисциплине
«Метрология, стандартизация и сертификация»
Ижевск, 2013
Составитель: ст. преподаватель кафедры КТПМП Береснева А.В.;
Методические указания к лабораторным работам по дисциплине «Метрология, стандартизация и сертификация» для студентов направлений 150900.62 и 151900.62 и специальности 151001 очной и заочной форм обучения. – Ижевск, 2013г. – 14 с.
Утверждены на заседании кафедры КТПМП
Протокол от 10.01.2013г. №_110_
Заведующий кафедрой КТПМП Гольдфарб В.И.
______.______.20___г.
Рецензенты:
Методические указания предназначены для проведения лабораторных работ по дисциплине «Метрология, стандартизация и сертификация» направлений 150900.62, 151900.62 и специальности 151001 очной и заочной форм обучения.
Методические указания содержат описания схем, методов и средств измерений геометрической точности изделий машиностроения.
|
|
|
Лабораторная работа №5
Выбор универсальных средств измерения линейных размеров в деталей «вал» и «фланец». Часть 2 Директивный подход
Цель работы: освоить директивный подход к выбору универсальных СИ.
Теоретическая часть
Факторы, которые необходимо учитывать при выборе универсальных СИ:
· конструктивные особенности объекта измерений и средства измерений, определяющие возможность его использования данного СИ для контроля искомого параметра;
пример: микрометр гладкий используется для измерения наружных поверхностей, нутромер – для измерения отверстий, глубиномер – для ступенчатых размеров;
· диапазон измерений СИ;
· способность выбранного СИ обеспечить необходимую точность измерения (допустимую погрешность);
· удобство снятия показаний по шкале прибора при измерении искомого параметра ( 1/20T≤ цена деления СИ ≤ 1/5T );
· наличие или возможность приобретения СИ;
· стоимость приобретения и обслуживания СИ;
|
|
|
· требуемая скорость получения результата;
· уровень квалификации оператора (умение пользоваться СИ);
· условия (температура, влажность, запыленность и т.п.), в которых используется СИ;
· возможные потери из-за погрешности измерений.
Существует 3 основных подхода к выбору СИ:
· экономический;
· вероятностный;
· директивный.
В данной лабораторной работе будет рассмотрен именно директивный подход к выбору универсальных СИ, так как он наиболее широко используется в машиностроении. Нормативной базой этого подхода являются РД50-98-86, ГОСТ 8.051-81 и ГОСТ 8.549-86. Основным критерием выбора СИ принимается допустимая погрешность измерения и лишь косвенно учитываются экономические соображения. Согласно этому подходу погрешность измерения должна быть такова, чтобы её величиной можно было пренебречь и не указывать при записи результата измерений.
В кратком изложении основные положения выглядят следующим образом.
Если Т – допуск изготовления измеряемого параметра (линейного размера, отклонения формы или расположения),
[  изм ] – допустимая погрешность измерения искомого параметра,
изм ] – допустимая погрешность измерения искомого параметра,
[ СИ ] – допустимая погрешность средства измерений (СИ), обеспечивающая необходимую точность результата измерения,
|
|
|
то директивный подход к выбору универсальных СИ предполагает следующие соотношения между допуском изготовления контролируемого параметра и допустимой погрешностью его измерений в зависимости от уровня точности параметра (см. табл. 1).
Таблица 1
| Формулы для определения допустимой погрешности измерения [ | |||||
| Для сопрягаемых, координирующих размеров и других размеров влияющих на качество изделия | Для свободных размеров, не влияющих на качество изделия | ||||
| Формула | 0,35 * T | 0,3 * T | 0,25 * T | 0,2 * T | 0,5 * T |
| Квалитет ( IT ) или степень точности параметра | 5 и точнее | 6 - 7 | 8-9 | 10 и грубее | __ |
 изм ]
изм ]ПримечаниЯ:
1) Соотношения указанные в таблице 1 обязательны к применению только при измерениях линейных размеров до 500 мм.
2) В случае измерений угловых величин в градусной мере, отклонений формы и расположения поверхностей и осей, указанные в таблице 1 соотношения имеют рекомендательный характер.
Так как СИ - не единственный источник появления погрешности измерений, поэтому значение [ СИ] должно быть уменьшено по сравнению с [ изм] в зависимости от количества факторов и степени их влияния на суммарную величину погрешности. Учитывая вероятностный характер сочетания различных составляющих погрешности, принимают следующее соотношение : [ СИ ] = (0,25..0,75)* [ изм],
|
|
|
Примечание :
В данной лабораторной работе примем коэффициент равным 0,75 если измерение прямое и 0,5 , если косвенное, т.к. при измерении линейных размеров других влияющих факторов сравнительно немного.
Главное условие выбора средства измерений:
Основная погрешность СИ
( берется из паспорта СИ или из таблицы «Метрологические характеристики универсальных измерительных инструментов и приборов» в приложении )
должна быть
меньше или равна допустимой погрешности СИ [ СИ],
но не меньше чем  от её величины от её величины
|
Примечание: при выборе СИ кроме погрешности измерения необходимо учитывать соотношение величины допуска на размер и цены деления прибора.
|
 *Т ≤ Цена деления СИ ≤
*Т ≤ Цена деления СИ ≤  *Т
*Т
Задание
Для размеров указанных преподавателем на чертежах деталей «вал» (рис.1) и «фланец» (рис.2) подобрать соответствующие универсальные СИ, провести измерения и сделать заключение о годности.
Порядок выполнения работы
1) Заполнить раздел «характеристики размера» в таблице 3 (пример заполнения см. в таблице 2). Определить тип размера («вал», «отверстие», «прочий») для размеров с неуказанными допусками.
2) Выбрать из табл. «Метрологические характеристики универсальных измерительных инструментов и приборов» (в приложении) универсальные СИ для измерения каждого размера в соответствии с директивным подходом. Заполнить раздел «характеристики СИ» в таблице 3 (пример заполнения см. в таблице 2).
3) Провести измерения указанных размеров выбранными СИ. Сделать заключение о годности параметра («годен» / «негоден, исправим» / «негоден, неисправим»). Результаты занести в таблицу 3.
Некоторые пояснения к заполнению Таблиц 2 и 3
А) «Виды измерений»
Измерение Абсолютное / Относительное / Пороговое
Абсолютными (Абс.) называются измерения, при которых вся величина размера искомого параметра определяется непосредственно по шкале прибора прямого действия (например: измерение длины ступени вала линейкой измерительной или штангенциркулем, диаметра вала – микрометром).
Относительными (Отн.) называются измерения размера искомой величины по отношению к одноименной величине, принимаемой за исходную (например: измерение диаметра вала скобой рычажной с использованием концевой меры длины (КМД) или измерение диаметра отверстия нутромером индикаторным настроенным по микрометру гладкому или набору КМД).
Пороговым (Пор.) называется измерение, результатом которого является не действительное значение измеряемой величины, а определение нахождения искомой величины в некотором диапазоне (например: измерение (контроль) диаметра вала – скобой или ширины шпоночного паза набором концевых мер длины).
Прямое /Косвенное измерение
Прямые (Пр) – это измерения, при которых искомое значение параметра находят непосредственно в ходе измерительного эксперимента.
Косвенные (Кс) – это измерения, при которых значение параметра определяют на основании известной зависимости между искомым параметром и параметрами, полученными прямыми измерениями.
Контактное / Бесконтактное измерение
Если в процессе измерений чувствительный наконечник СИ касается объекта измерений, то измерение называется Контактным (Кт) (микрометры, штангенциркули, индикаторы часового типа и др.).
В других случаях измерение считается Бесконтактным (Бк) (линейки измерительные, микроскопы, проекторы и др.).
б) «Измерительное усилие»:
à если вид измерения бесконтактный – измерительное усилие отсутствует (ставить “ - “);
à если контактный – то возможны 2 варианта:
1) усилие обеспечивается конструкцией СИ (пружина, муфта и т.п.), указывается в Н (Ньютонах) и его величину можно определить по табл. «Метрологические характеристики универсальных измерительных инструментов и приборов» (под названием СИ);
2) усилие зависит от оператора («от руки»).
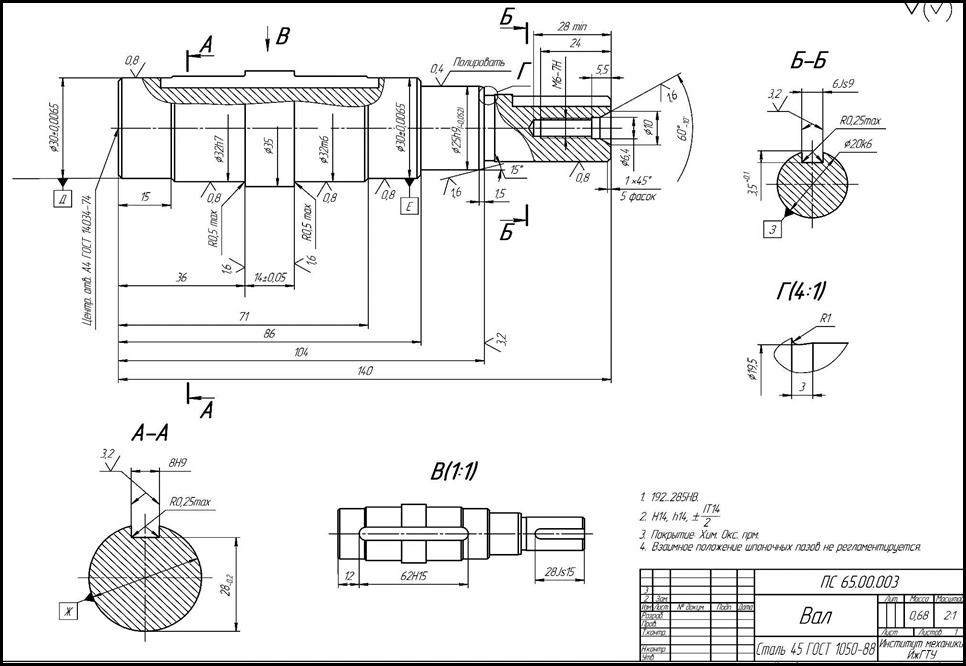 Рис.1 - «Вал»
Рис.1 - «Вал»
 Рис. 2 - «Фланец
Рис. 2 - «Фланец
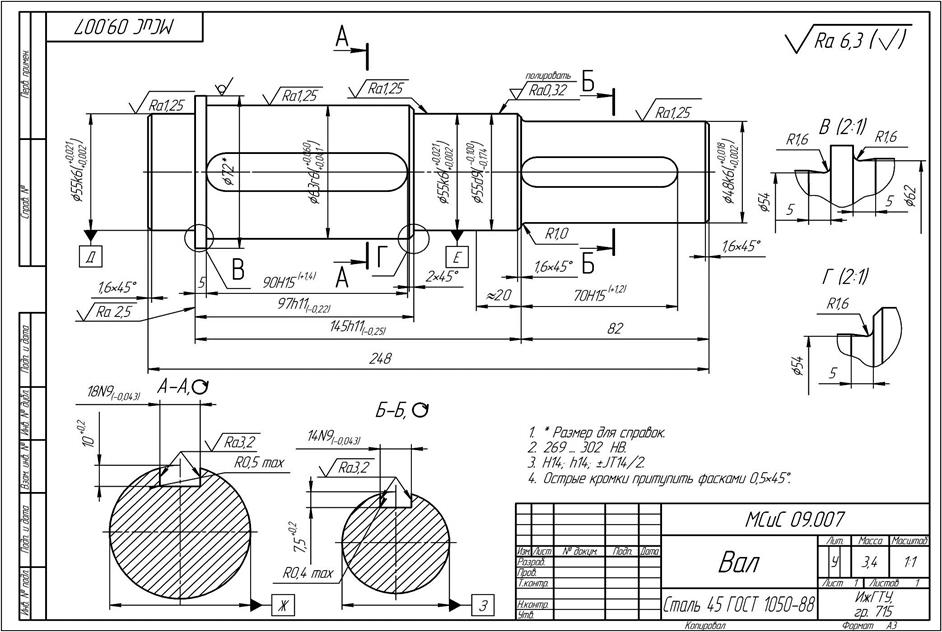
Рис.3 - «Вал»
Таблица 2
Пример заполнения таблицы выбора УСИ для размеров вала, чертеж которого представлен на рис. 3
| Характеристики размера | Характеристики средства измерения | Результаты
 Мы поможем в написании ваших работ! | |||||||||||||