Вид инструмента и номер варианта
Министерство образования и науки Российской Федерации
Костромской государственный университет
Кафедра технологии машиностроения
В.С. Петровский
Сборник заданий
К курсовому проекту по режущему инструменту
Кострома
КГУ
2019
УДК 621.9.02
Сборник заданий к курсовому проекту по режущему инструменту
Петровский В.С. Сборник заданий к курсовому проекту по режущему инструменту / В.С. Петровский.- Кострома: Изд-во Костром. гос. Ун-та,2019.- 36 с.
Сборник содержит описание основных требований к расчетно-пояснительной записке и графической части проекта, а так же перечень заданий к курсовому проекту по режущему инструменту
Сборник заданий к курсовому проекту по режущему инструменту соответствует учебным планам по дисциплинам «Режущий инструмент» и «Проектирование режущего инструмента» для студентов направления 15.03.05 «конструкторско-технологическое обеспечение машиностроительного производства».
Рассмотрено и рекомендовано к изданию редакционно-издательским советом КГУ.
Рецензенты: профессор кафедры технологий, производства и сервиса Костромского государственного университета д-р техн. наук, профессор М.М. Травин
© Костромской государственный университет
2019
В каждом задании предлагается спроектировать четыре вида инструмента: фасонный резец, протяжку, зубообрабатывающий и резьбообрабатывающий инструменты. Номер варианта указан в таблице 1. Вид инструмента - в таблицах 1 и 2, параметры обрабатываемых деталей – в таблицах 3…17.
|
|
|
Курсовой проект должен содержать чертежи инструментов и расчетно-пояснительную записку, выполненную в соответствии с нижеприведенными требованиями.
1. Требования к расчетно-пояснительной записке (ПЗ)
Пояснительная записка выполняется на листах формата А4 на одной стороне листа, без рамки, страницы проставляются в правой верхней части листа.
Пояснительная записка должна включать титульный лист, содержание, основную часть, литературу.
Основная часть каждого вида инструмента начинается с новой страницы и включает следующие разделы:
Заголовок, например, «резец фасонный призматический», «метчик машинный М20*1» и т.п.
Исходные данные для расчета. Указываются номер варианта, содержание задания, эскиз детали и другие исходные данные.
Назначение и область применения. Указывается область применения спроектированного инструмента с учетом ограничений наложенных при проектировании. Например, « Спроектированная протяжка предназначена для обработки заготовок из стали с диаметром отверстия после обработки 32H7, длиной – 20 мм на протяжных станках с длинной хода стола не менее 1500, тяговым усилием не менее 200 Кн».
|
|
|
Расчеты. Расчет фасонных резцов и протяжек должен содержать все промежуточные результаты. При выполнении расчетов на ЭВМ остальных инструментов допускается приводить только исходные данные и конечные результаты расчета.
Методы контроля. Указывается метод контроля, средство контроля и оборудование, применяемое при контроле основных параметров инструмента.
Требования к графической части проекта
Графическая часть курсового проекта должна соответствовать требованиям ЕСКД.
Особо следует обратить внимание на следующее положение стандартов.
2.1 Основные надписи (ГОСТ 2.104-68).
| 2 | |||||||||||
| 1 | Лит. | Масса | Масшт. | ||||||||
| Изм. | Лист | №докум. | Подп. | Дата | 5 |
|
|
6 |
7 | ||
| Разраб. | 10 | 11 | 12 | ||||||||
| Провер. | 13 | ||||||||||
| Т. контр. | Лист 8 | Листов 9 | |||||||||
|
| 3 | 4 | |||||||||
| Н. контр. | 14 | ||||||||||
| Утв.
| |||||||||||
Рис 1
1. Наименование изделия. Наименование изделия должно начинаться с имени существительного.
2. Обозначение: наименование курсового проекта и номер варианта, например, КП РИ 32.
3. Обозначение материала. Например: Сталь Р6М5 ГОСТ 19265-73. Сокращение ст. – не допускается (кроме стали ГОСТ 380-71).
Для сварных изделий графа не заполняется, а марка материала указывается в технических условиях
4. Предприятие, выпустившее документ. Заполняется: КГТУ, обозначение группы (КГТУ, 02-ТМ-5).
5. Литера «Т» - технический проект.
6. Масса в килограммах.
7. Масштаб (в соответствие с ГОСТ 2.302-68).
8. Порядковый номер листа.
9. Общее число листов (заполняется только на первом листе).
10, 11,12. Фамилия, подпись студента и дата сдачи проекта.
13. Фамилия преподавателя, проверяющего проект.
14. Фамилия преподавателя, осуществляющего нормоконтроль.
2.2 Правила нанесения технических требований (ГОСТ 2.316-68)
1. Тестовую часть включают в тех случаях, когда содержащиеся в них данные, указания и разъяснения невозможно или нецелесообразно выразить графически или условными обозначениями.
2. Тестовая часть располагается над основной надписью, ширина колонки не более 185 мм.
|
|
|
3. Заголовок «Технические требования» не пишут.
4. Технические требования излагают в следующей последовательности:
1. Требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали. Для сварных инструментов первым пунктом указывается материал режущей и крепежной части, вторым – их твердость;
2. Размеры, предельные отклонения размеров, формы и взаимного расположения поверхностей. Требования к размерам с неуказанными допусками, например: Неуказанные предельные отклонения размеров Н14, h14, ±JT;
2
3. требования к качеству поверхностей, указания по их отделке, покрытии;
4. условия и методы испытаний;
5. указания о маркировании;
6. ссылки на другие документы, содержащие технические требования, но не приведенные на чертеже, например: Остальные ТТ по ГОСТ 7943-78.
2.3 Изображение сварных и паяных швов
(ГОСТ 2.312-72, ГОСТ 2.313-72)
Видимый шов изображается сплошной линией. Обозначение шва наносят на полке линии-выноски, которая проводится к изображению шва и заканчивается односторонней стрелкой (рис. 2).
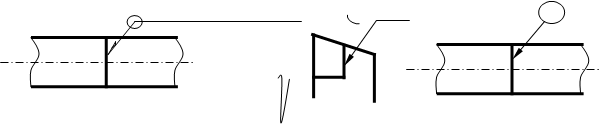
ГОСТ 15878-79-С4-Ксо ○ п.3 п.3
Рис. 2 Рис. 3 Рис. 4
Паяные соединения изображаются, как показано на рис. 3.
Допускается приводить указания по сварке записью в технических требованиях. Ссылку на номер пункта в технических требованиях следует проставлять, как показано на рис. 4.
Вид инструмента и номер варианта
Таблица 1
| № задания | Резец фасонный | Протяжка | Зубообрабатываю щий | Резьбообрабатывающий | ||||
| Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | |
| 1 | 1 | 1 | 3 | 1 | 6 | 1 | 10 | 1 |
| 2 | 2 | 11 | 3 | 2 | 7 | 1 | 11 | 1 |
| 3 | 1 | 21 | 3 | 3 | 8 | 1 | 10 | 2 |
| 4 | 2 | 31 | 3 | 4 | 6 | 2 | 10 | 3 |
| 5 | 1 | 41 | 3 | 5 | 7 | 2 | 10 | 4 |
| 6 | 1 | 51 | 3 | 6 | 8 | 2 | 11 | 2 |
| 7 | 1 | 2 | 3 | 7 | 6 | 3 | 10 | 5 |
| 8 | 2 | 12 | 3 | 8 | 7 | 3 | 11 | 3 |
| 9 | 1 | 22 | 3 | 9 | 8 | 3 | 10 | 6 |
| 10 | 1 | 32 | 3 | 10 | 6 | 4 | 10 | 7 |
| 11 | 1 | 42 | 3 | 11 | 7 | 4 | 10 | 8 |
| 12 | 2 | 52 | 3 | 12 | 8 | 4 | 11 | 4 |
| 13 | 1 | 3 | 3 | 13 | 6 | 5 | 10 | 9 |
| 14 | 2 | 13 | 3 | 14 | 7 | 5 | 11 | 5 |
| 15 | 1 | 23 | 3 | 15 | 8 | 5 | 10 | 10 |
| 16 | 1 | 33 | 3 | 16 | 6 | 6 | 10 | 11 |
| 17 | 1 | 43 | 3 | 17 | 7 | 6 | 10 | 12 |
| 18 | 2 | 53 | 3 | 18 | 8 | 6 | 11 | 6 |
| 19 | 1 | 4 | 3 | 19 | 6 | 7 | 10 | 19 |
| 20 | 2 | 14 | 3 | 20 | 7 | 7 | 11 | 7 |
| 21 | 1 | 24 | 3 | 21 | 8 | 7 | 10 | 14 |
| 22 | 1 | 34 | 3 | 22 | 6 | 8 | 10 | 15 |
| 23 | 1 | 44 | 3 | 23 | 7 | 8 | 10 | 16 |
| 24 | 2 | 54 | 3 | 24 | 8 | 8 | 11 | 8 |
| 25 | 1 | 5 | 3 | 25 | 6 | 9 | 10 | 17 |
| 26 | 1 | 15 | 3 | 26 | 7 | 9 | 11 | 9 |
| 27 | 1 | 25 | 3 | 27 | 8 | 9 | 10 | 18 |
| 28 | 2 | 35 | 3 | 28 | 6 | 10 | 10 | 19 |
| 29 | 1 | 45 | 3 | 29 | 7 | 10 | 10 | 20 |
| 30 | 1 | 55 | 3 | 30 | 8 | 10 | 11 | 10 |
| 31 | 1 | 6 | 5 | 1 | 6 | 8 | 10 | 21 |
| 32 | 2 | 16 | 4 | 1 | 7 | 8 | 11 | 11 |
| 33 | 1 | 26 | 5 | 2 | 8 | 9 | 10 | 22 |
| 34 | 1 | 36 | 4 | 2 | 6 | 9 | 10 | 23 |
| 35 | 1 | 46 | 5 | 3 | 7 | 9 | 10 | 24 |
| 36 | 2 | 56 | 4 | 3 | 8 | 9 | 11 | 12 |
| 37 | 1 | 7 | 5 | 4 | 6 | 10 | 10 | 25 |
| 38 | 2 | 17 | 4 | 4 | 7 | 10 | 11 | 13 |
Продолжение табл.1
| № задания | Резец фасонный | Протяжка | Зубообрабатываю щий | Резьбообрабатывающий | ||||
| Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | Вид инстр. | № ва- рианта | |
| 39 | 1 | 27 | 4 | 5 | 8 | 10 | 10 | 26 |
| 40 | 2 | 37 | 5 | 5 | 9 | 10 | 10 | 27 |
| 41 | 1 | 47 | 4 | 6 | 6 | 11 | 10 | 28 |
| 42 | 2 | 57 | 5 | 6 | 7 | 11 | 11 | 14 |
| 43 | 1 | 8 | 4 | 7 | 8 | 11 | 10 | 29 |
| 44 | 1 | 18 | 5 | 7 | 9 | 11 | 11 | 15 |
| 45 | 1 | 28 | 4 | 8 | 6 | 12 | 10 | 30 |
| 46 | 2 | 38 | 5 | 8 | 7 | 12 | 10 | 31 |
| 47 | 1 | 48 | 4 | 9 | 8 | 12 | 10 | 32 |
| 48 | 2 | 58 | 5 | 9 | 9 | 12 | 11 | 16 |
| 49 | 1 | 9 | 4 | 10 | 6 | 13 | 10 | 33 |
| 50 | 1 | 19 | 5 | 10 | 7 | 13 | 11 | 17 |
| 51 | 1 | 29 | 4 | 11 | 8 | 13 | 10 | 34 |
| 52 | 2 | 39 | 5 | 11 | 9 | 13 | 10 | 35 |
| 53 | 1 | 49 | 4 | 12 | 6 | 14 | 10 | 36 |
| 54 | 1 | 59 | 5 | 12 | 7 | 14 | 11 | 18 |
| 55 | 1 | 10 | 4 | 13 | 8 | 14 | 10 | 37 |
| 56 | 2 | 20 | 5 | 13 | 9 | 14 | 11 | 19 |
| 57 | 1 | 30 | 4 | 14 | 6 | 19 | 10 | 38 |
| 58 | 1 | 40 | 5 | 14 | 7 | 15 | 10 | 39 |
| 59 | 1 | 50 | 4 | 15 | 8 | 15 | 10 | 40 |
| 60 | 2 | 60 | 5 | 15 | 9 | 15 | 11 | 20 |
Таблица 2
| Обозначен. в табл.1 | Вид инструмента | Параметры обрабатываемой детали |
| 1 2 | Резец фасонный круглый радиальный Резец фасонный призматический радиальный | Табл. 3,4,5,6,7,8 |
| 3 | Протяжка круглая | Табл.9 |
| 4 | Протяжка шлицевая | Табл.10 |
| 5 | Протяжка шпоночная | Талб.11 |
| 6 | Фреза червячная для обработки шлицевых валов | Талб.12 |
| 7 | Фреза червячная для обработки зубчатых колес | Талб.13 |
| 8 | Фреза дисковая модульная | Талб.14 |
| 9 | Долбяк | Талб.15 |
| 10 | Метчик | Талб.16 |
| 11 | Плашка | Талб.17 |
Задание на проектирование фасонного резца.
Спроектировать фасонный резец для обработки детали изображенной на эскизе. Поверхности, обрабатываемые фасонным резцом, выделены штрих пунктирной линией и знаком шероховатости поверхности, остальные поверхности на данной операции не обрабатываются. При выборе материала резца воспользоваться данными таблицы 18.
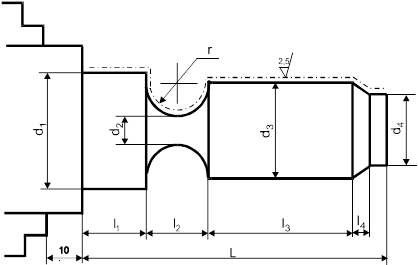
Рис.5 Эскиз детали к вариантам с 1 по 8
1. Неуказанные предельные отклонения размеров охватываемых h14, охватывающих H14, остальные I T14
2
2. Деталь после фасонной обработки отрезается.
3. Закрепление заготовки при обработке – в патроне консольное.
Таблица 3
| № вар. | d1 | d2 | d3 | d4 | l1 | l2 | l3 | l4 | L | r | Материал детали |
| 1 | 28 | 16 | 24h8 | 20e11 | 12 | 8 | 20 | 16 | 66 | 4 | Сталь 45 |
| 2 | 34 | 20 | 32e11 | 24h8 | 14 | 12 | 16 | 8 | 58 | 6 | 40X |
| 3 | 36f11 | 20h8 | 30 | 22 | 11 | 10 | 18 | 20 | 64 | 5 | Сталь 45 |
| 4 | 38h9 | 16,5е12 | 30,5 | 18 | 18 | 14 | 17,5 | 6,5 | 62 | 7 | 35 |
| 5 | 37f11 | 20 | 30е8 | 22 | 11 | 10 | 18 | 20 | 64 | 5 | Сталь 10 |
| 6 | 36,5 | 21 | 32е11 | 18f12 | 10 | 11 | 22 | 28 | 80 | 5,5 | Сталь 20 |
| 7 | 28h8 | 18 | 27h12 | 16 | 12 | 9 | 16 | 16 | 58 | 4,5 | 20Х |
| 8 | 38h9 | 16,5 | 30,5 | 18е12 | 9 | 14 | 7,5 | 6,5 | 40 | 7 | Сталь 10 |
| 9 | 26h9 | 16 | 24h10 | 18 | 10 | 8 | 16 | 10 | 44 | 4 | Сталь 45 |
| 10 | 38 | 20 | 30h9 | 20h12 | 10 | 10 | 12 | 8 | 40 | 5 | Сталь 10 |
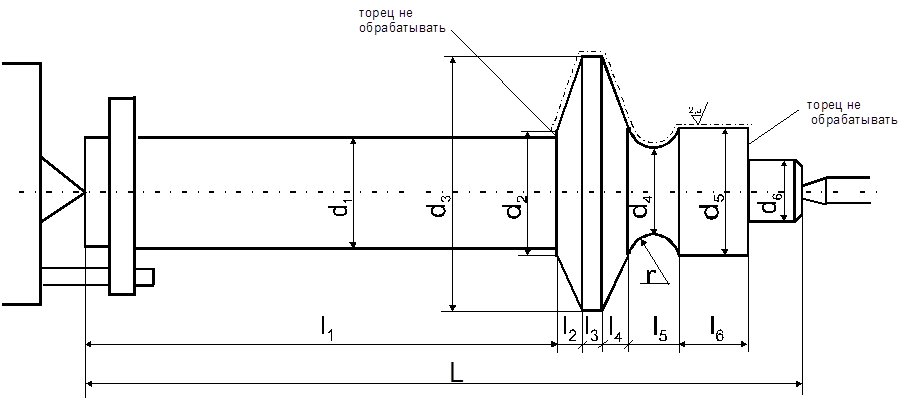
Рис.6 Эскиз детали к вариантам с 9 по 20
1. Не указанные предельные отклонения размеров охватываемых h14, охватывающих H14, остальные I T14
2
2. Закрепление заготовки при обработке – в центрах
Таблица 4
| № вар. | d1 | d 2 | d3 | d4 | d5 | d6 | r | l1 | l2 | l3 | l4 | l5 | l6 | L | Матер. детали |
| 11 | 34 | 38,1 | 48f11 | 23h8 | 35f11 | 30 | 6 | 210 | 21 | 6,3 | 21 | 12 | 14 | 300 | Ст3 |
| 12 | 22 | 38,2 | 46h8 | 34f14 | 44f14 | 36 | 5 | 215 | 28 | 3,5 | 18 | 10 | 12,8 | 290 | Сталь45 |
| 13 | 22 | 30 | 44h12 | 18 | 28h8 | 20 | 5 | 70 | 18 | 16 | 20,2 | 10 | 15 | 180 | Сталь45 |
| 14 | 24 | 38 | 50f8 | 29f12 | 40f12 | 32 | 5,5 | 60 | 22,1 | 8 | 20 | 11 | 20 | 150 | Ст3 |
| 15 | 48 | 32 | 46e11 | 31 | 38h8 | 48 | 3,5 | 180 | 16,8 | 18 | 18 | 7 | 24,3 | 270 | Сталь20 |
| 16 | 52 | 48 | 60h8 | 30 | 44 | 50 | 7 | 78 | 24 | 6 | 20,6 | 14 | 23 | 170 | Сталь20 |
| 17 | 62 | 66 | 82e11 | 36,4 | 60,4h8 | 50 | 12 | 80 | 19,6 | 8 | 24 | 24 | 10 | 170 | Сталь45 |
| 18 | 82 | 82,5 | 94,5e11 | 52,1 | 80,1h8 | 72 | 14 | 280 | 12 | 10 | 18 | 24 | 12 | 360 | Сталь45 |
| 19 | 90 | 92 | 104,8h8 | 68,2 | 98,2f11 | 90 | 15 | 450 | 12 | 8 | 30 | 30 | 4 | 540 | Сталь30 |
| 20 | 60 | 62 | 76,4 | 48e11 | 70e8 | 60 | 11 | 90 | 11,5 | 7 | 28 | 22 | 16 | 180 | Сталь20 |
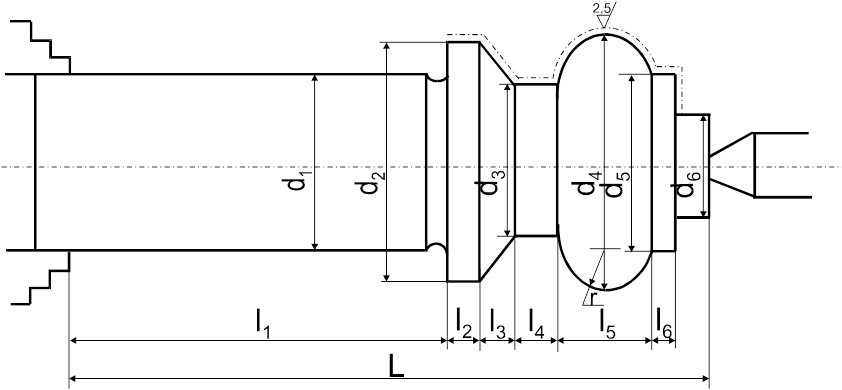
Рис.7 Эскиз детали к вариантам с 21 по 30
1. Не указанные предельные отклонения размеров охватываемых h14, охватывающих H14, остальные I T14
2
2. Закрепление заготовки при обработке в патроне с задним центром
Таблица 5
| № вар. | d1 | d 2 | d3 | d4 | d5 | d6 | r | l1 | l2 | l3 | l4 | l5 | l6 | L | Матер. детали |
| 21 | 28 | 30h8 | 28h12 | 52,3 | 24,2 | 20 | 12 | 120 | 8 | 18 | 6 | 24 | 5 | 68 | Сталь А20 |
| 22 | 32 | 36h12 | 30h8 | 50,4 | 30h8 | 24,8 | 10 | 150 | 7,8 | 18,5 | 8 | 20 | 20 | 80 | Сталь 45 |
| 23 | 38,5 | 42 | 34 | 62h8 | 30e11 | 22 | 14 | 50 | 6,5 | 20 | 12 | 8 | 8 | 60 | Сталь 30Х |
| 24 | 42 | 48,4 | 38 | 50e8 | 36 | 28 | 6 | 180 | 12,4 | 9 | 18 | 12 | 18 | 78 | Сталь20Х |
| 25 | 48 | 58h8 | 46,4 | 82,4 | 46,4f12 | 38 | 18 | 300 | 15 | 12,4 | 12 | 36 | 4 | 88 | Сталь 10 |
| 26 | 46 | 58h12 | 55,4 | 65,4h8 | 52 | 42 | 5 | 250 | 10,2 | 30 | 8 | 10 | 18 | 82 | Сталь 65Г |
| 27 | 50 | 54e8 | 46h12 | 62 | 40 | 30 | 6 | 400 | 12,4 | 18 | 26 | 12 | 10 | 85 | Сталь 45Х |
| 28 | 30 | 32e8 | 28 | 53h8 | 26,2 | 18 | 25 | 320 | 8,4 | 9,6 | 6 | 15 | 6 | 50 | Сталь45 |
| 29 | 65 | 70h8 | 60,2e11 | 84,2 | 60,2 | 50,2 | 12 | 100 | 12 | 10,4 | 24,8 | 24 | 8 | 83 | Сталь45 |
| 30 | 50 | 56h11 | 36h8 | 52 | 36h8 | 28 | 8 | 210 | 10,4 | 15,6 | 12 | 8 | 8 | 60 | Сталь 20Х |
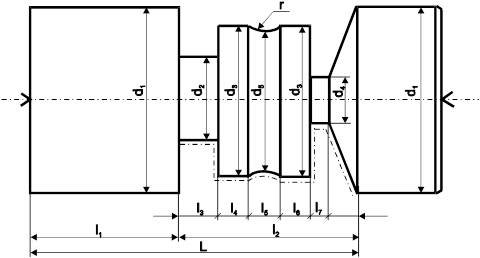
Рис.8 Эскиз детали к вариантам с 31 по 40
1. Неуказанные предельные отклонения размеров Н14, h14, IТ14
2
2. Закрепление заготовки при обработке – в центрах
Таблица 6
| № | d1 | d2 | d3 | d4 | r | d5 | l1 | l2 | l3 | l4 | l5 | l6 | l7 | L | Материал |
| 31 | 30 | 22 | 25e12 | 29h9 | 3 | 19 | 100 | 30 | 4 | 5 | 6 | 5 | 5 | 210 | Ст.3 |
| 32 | 30 | 20 | 26e11 | 22h9 | 4 | 18 | 120 | 32 | 4 | 3 | 8 | 8 | 4 | 220 | Сталь45 |
| 33 | 30 | 18h10 | 24f12 | 20 | 3 | 18 | 90 | 45 | 4 | 4 | 6 | 10 | 3 | 200 | Ст.3 |
| 34 | 40 | 30h12 | 37e5 | 32 | 4 | 29 | 110 | 30 | 5 | 4 | 8 | 4 | 4 | 280 | Сталь45 |
| 35 | 40 | 32f9 | 35h11 | 33 | 3 | 29 | 115 | 38 | 4 | 7 | 6 | 7 | 6 | 310 | Сталь40Х |
| 36 | 40 | 34 | 36h12 | 30e8 | 5 | 26 | 120 | 40 | 6 | 4 | 10 | 8 | 5 | 320 | Сталь45 |
| 37 | 50 | 41h13 | 45e11 | 40h9 | 5 | 35 | 112 | 42 | 6 | 5 | 10 | 10 | 6 | 340 | Сталь30 |
| 38 | 50 | 42h9 | 48 | 74f11 | 3 | 42 | 130 | 38 | 5 | 6 | 6 | 8 | 7 | 330 | Сталь20Х |
| 39 | 50 | 43h12 | 47 | 72h9 | 4 | 39 | 140 | 40 | 6 | 7 | 8 | 4 | 8 | 300 | Ст.3 |
| 40 | 50 | 40в12 | 44h9 | 72h11 | 7 | 36 | 125 | 36 | 6 | 5 | 8 | 5 | 6 | 350 | Ст.3 |
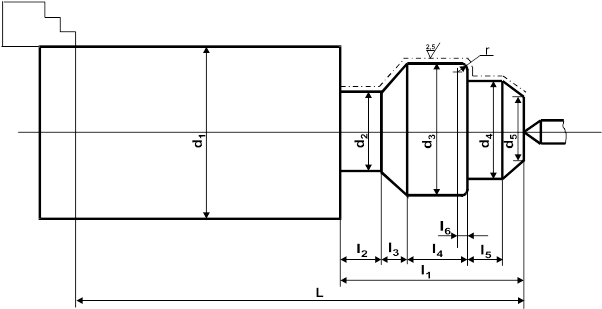
Рис.9 Эскиз детали к вариантам с 41 по 50
1. Неуказанные предельные отклонения размеров Н14, h14, IТ14
2
2. Закрепление заготовки в патроне с поджатием задним центром
Таблица7
| № | d1 | d2 | d3 | d4 | d5 | l1 | l2 | l3 | l4 | l5 | r = l6 | L | Материал |
| 41 | 40 | 32 | 36h9 | 30h11 | 26 | 28 | 8 | 2 | 12 | 4 | 3 | 120 | Ст.3 |
| 42 | 40 | 29 | 34h12 | 26h10 | 22 | 36 | 12 | 3 | 14 | 5 | 4 | 150 | Ст.45 |
| 43 | 40 | 28f9 | 34h12 | 26 | 22 | 30 | 6 | 2 | 10 | 6 | 3 | 125 | Сталь40Х |
| 44 | 60 | 46d10 | 54 | 48h12 | 45 | 34 | 7 | 4 | 12 | 7 | 3 | 130 | Сталь45 |
| 45 | 60 | 42f9 | 48h12 | 40 | 38 | 30 | 8 | 3 | 11 | 5 | 2,5 | 180 | Сталь45 |
| 46 | 60 | 45b12 | 52 | 42h10 | 37 | 38 | 9 | 5 | 12 | 8 | 3,5 | 210 | Сталь30 |
| 47 | 80 | 67 | 74f9 | 62h12 | 54 | 34 | 6 | 3 | 13 | 7 | 4 | 190 | Сталь40Х |
| 48 | 80 | 65h11 | 70 | 60e9 | 56 | 32 | 11 | 2,5 | 9 | 6 | 2,5 | 115 | Ст.3 |
| 49 | 80 | 66d12 | 78h10 | 60 | 58 | 35 | 10 | 4 | 12 | 5 | 2 | 220 | Сталь45 |
| 50 | 80 | 66h11 | 72 | 64h9 | 60 | 34 | 8 | 3 | 10 | 9 | 3 | 350 | Сталь45 |
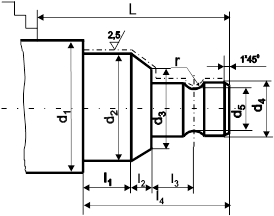
Рис.10 Эскиз детали к вариантам с 51 по 60
1. Неуказанные предельные отклонения размеров Н14, h14, IТ14
2
2. Закрепление заготовки консольное.
Таблица 8
| № | d1 | d2 | d3 | d4 | d5 | r | l1 | l2 | l3 | l4 | L | Материал |
| 51 | 50 | 46h12 | 43 | 42f9 | 36h11 | 3 | 5 | 4 | 7 | 23 | 50 | Сталь45 |
| 52 | 50 | 44f9 | 42 | 40h12 | 32h11 | 4 | 6 | 8 | 8 | 30 | 60 | Сталь30 |
| 53 | 50 | 42h11 | 40 | 38h9 | 32f12 | 3 | 7 | 6 | 9 | 32 | 60 | Ст.3 |
| 54 | 50 | 40a12 | 37 | 35f8 | 27h11 | 4 | 10 | 5 | 10 | 35 | 65 | Сталь40Х |
| 55 | 60 | 58b12 | 55 | 52 | 42h9 | 5 | 8 | 6 | 12 | 38 | 70 | Сталь45 |
| 56 | 60 | 56f10 | 54 | 52f11 | 44h9 | 4 | 5 | 8 | 10 | 33 | 72 | Сталь45 |
| 57 | 60 | 52e11 | 49 | 44e8 | 38h12 | 3 | 7 | 4 | 11 | 40 | 85 | Сталь20 |
| 58 | 70 | 66 | 60 | 55h13 | 45f9 | 5 | 10 | 5 | 9 | 42 | 80 | Сталь45 |
| 59 | 70 | 64f11 | 61 | 58e9 | 52h12 | 3 | 5 | 6 | 12 | 40 | 82 | 20Х |
| 60 | 70 | 62 | 59 | 56f9 | 48h13 | 4 | 8 | 7 | 15 | 42 | 90 | Сталь45 |
Дата добавления: 2021-03-18; просмотров: 132; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!