Практическая работа №1. Измерение штангенциркулем ШЦ- II
Тема 2
Контрольно-измерительный инструмент.
Рубка, резка, правка металла
Техника измерений.
В зависимости от конструкции и способа измерения все средства измерения и контроля можно разделить на контрольно-измерительные инструменты и измерительные приборы.
К контрольно-измерительным инструментам относятся:
штриховые инструменты, воспроизводящие любое кратное или дробное значение единицы измерения между определенными пределами (штангенинструменты, угломеры с нониусом);
микрометрические инструменты, основанные на действии
винтовой пары (микрометры, микрометрические нутромеры и глубиномеры);
плоскопараллельные концевые меры длины (плитки);
инструменты для контроля плоскостности и прямолинейности (лекальные и поверочные плиты и линейки);
угломерные инструменты (угломеры, угольники, уровни).
К измерительным приборам относятся:
рычажно-механические (индикаторы, индикаторные
нутромеры, рычажные скобы, миниметры);
оптико-механические (оптиметры, инструментальные микроскопы, интерферометры, проекторы);
электрические (профилометры).
Штангенинструменты.
К штангенинструментам относятся все раздвижные инструменты (штангенциркули, штангенглубиномеры и штангенрейсмусы), основой которых являются линейка— штанга с нанесенными на ней делениями с интервалом 1 мм — и подвижная рамка с вырезом. На наклонной грани рамки нанесен нониус (вспомогательная шкала), с помощью которого отсчитывается размер.
|
|
|
Штангенинструменты применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин.
Промышленностью выпускаются штангенциркули следующих типов:
ШЦ-1 с двусторонним расположением губок для наружных и внутренних измерений и линейкой для измерения глубин; пределы измерения от 0 до 125 мм, величина отсчета по нониусу 0,1 мм;
ШЦ-П с двусторонним расположением губок для наружных и внутренних измерений и для разметки; пределы измерения от 0 до 200 и от 0 до 320 мм, величина отсчета по нониусу 0,1 и 0,05 мм; шц-ш с односторонним расположением губок; пределы измерения 0 — 500; 250 — 710; 320— 1000; 500 —1400; 800—2000 мм, величина отсчета по нониусу 0,1 и 0,05 мм.
Штангенциркули с величиной отсчета по нониусу 0,02 мм промышлен-ностью не выпускаются, но на производстве еще используются.
В слесарно-сборочных и слесарно-ремонтных работах
применяются штангенциркули ШЦ-I и ШЦ-П, а штангенциркуль ШЦ-Ш применяется редко.

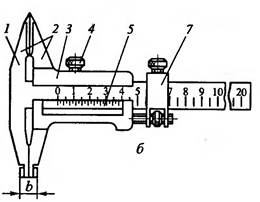
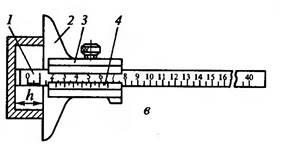
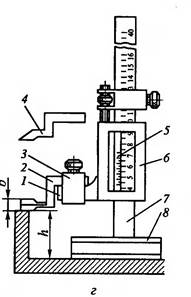
Рис.1. Штангенинструменты: а,б-штангенциркули: 1-штанга; 2-губки для измерений (наружных и внутренних); 3-рамка; 4-винт для фиксации рамки; 5-нониус; 6-линейка глубиномера; 7-устройство точного перемещения рамки; в- штангенглубиномер: 1- штанга; 2-основание; 3-рамка; 4-нониус; г-штангенрейсмас: 1-выступ рамки; 2, 4-измерительные ножки; 3-держатель измерительной ножки; 5-нониус; 6-рамка; 7-штанга; 8-основание; d-диаметр измеряемой детали; b-толщина измерительных губок; h-глубина отверстия или высота уступа.
|
|
|
Микрометрические инструменты
Микрометрические инструменты широко применяют для контроля наружных и внутренних размеров, глубин пазов и отверстий.
Измерение микрометрическими инструментами осуществляется методами непосредственной оценки, т.е. результаты измерений непосредственно считываются со шкалы инструмента. Принцип действия этих инструментов основан на использовании пары винт-гайка, преобразующей вращательное движение винта в поступательное движение его торца (пятки).
К группе микрометрических инструментов относятся микрометры для измерения наружных размеров, микрометрические нутромеры для измерения диаметров отверстий и ширины пазов, микрометрические глубиномеры для измерения глубины отверстий и пазов и высоты уступов.
Микрометрические инструменты независимо от их конструкции состоят из корпуса и микрометрической головки, являющейся основной частью микрометрических инструментов. В зависимости от пределов измеряемых размеров микрометрические головки могут иметь различную конструкцию.
|
|
|
На рис. 2, а показана микрометрическая головка, которую устанавливают на микрометрические инструменты с верхним пределом измерения до 100 мм. Микрометрический винт 1 проходит через гладкое направляющее отверстие стебля 2 и ввинчивается в разрезную микрогайку 4. Микрогайку 4, имеющую три радиальных прореза, стягивают гайкой 5. Регулирование среднего диа-метра резьбы микрогайки 4 для устранения зазора в винтовой паре осущест-вляют гайкой 5. На микрометрическом винте 1 при помощи накидного колпачка 6 закреплен барабан 3. Палец 9, помещенный в глухое отверстие колпачка, прижимается пружиной 10 к зубчатой поверхности трещотки 7. Трещотка крепится на колпачке при помощи винта 8. При вращении трещотка передает микровинту через палец вращательный момент, обеспечивающий измерительное усилие 5. . .9Н. Если измерительное усилие больше, то трещотка проворачивается с характерными щелчками. Винт 12 ввинчивается во втулку 11 и фиксирует микровинт в требуемом положении.
|
|
|
Микрометрические головки для микрометрических инструментов с преде-лами измерений свыше 100 мм имеют несколько иное устройство (рис. 2, б). Микровинт 7 стопорится гайкой 2, которая зажимает разрезную втулку 3. Барабан 4 закрепляется установочным колпачком 5 на конусной поверхности микровинта. Палец 6 прижимается к торцевой зубчатой поверхности трещотки 7.
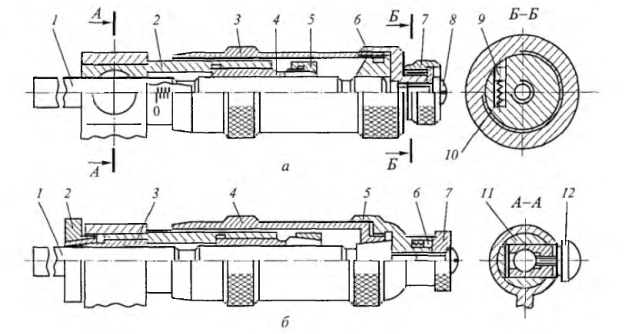
Рис. Микрометрические головки
а - с верхним пределом измерений до 100 мм: 1 - микрометрический винт; 2 - стебель;
3 - барабан; 4 - микрогайка; 5 - гайка стяжная; 6 — накидной колпачок; 7 - трещотка;
8 - винт крепления трещотки; 9 - палец; 10 - пружина; 11- втулка; 12 - винт; б - с верхним
пределом измерений свыше 100 мм: 1 - микрометрический винт; 2 - стопорная гайка;
3 - разрезная втулка; 4 - барабан; 5 - установочный колпачок; 6 ~ палец; 7 – трещотка
Показания со шкалы микрометра считывают следующим образом (рис. 3.):
• по основной шкале, расположенной на стебле микрометрической головки, считывают целые миллиметры и половины миллиметров, размер определяют по штриху основной шкалы, видному из-под скоса барабана;
• по круговой шкале барабана определяют сотые доли миллиметра по штриху шкалы барабана, совпадающему с продольным штрихом основной шкалы;
• к показаниям, считанным по основной шкале, прибавляют показания, считанные со шкалы барабана. Полученная сумма и будет являться размером проверяемой детали.

Рис. 3. Отсчет показаний по шкале микрометра
Микрометры.
Микрометрические инструменты основаны на применении микрометри-ческих винтовых пар. Их конструкции весьма разнообразны.
Рассмотрим только микрометры общего применения.
Гладкие микрометры МК с пределом измерений 25 мм предназначены
для измерения наружных размеров деталей (рис. 4, а).
К основным деталям и узлам гладкого микрометра относятся скоба 7, пятка 2, микровинт 4, стопор 5 винта, стебель 6, барабан 7 и трещотка 8.
На стебле 6 вдоль продольного штриха нанесена основная шкала. Цена деления основной шкалы 0,5 мм, а предел ее измерений -25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления 0,01 мм.
При измерениях изделия помещают без перекоса между пяткой и микро-винтом. Вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности к поверхностям детали.
Пределы измерения микрометров зависят от размера скобы и составляют
0...25; 25...50; 275...300; 300...400; 400...500; 500...... 600 мм. Микрометры для размеров более 300 мм оснащены сменными (рис. 4, б) или регулируемыми (рис. 4, в) пятками, обеспечивающими диапазон измерений 100 мм. Регулируемые пятки 2 крепятся в заданном положении фиксаторами 1 (см. рис. 4, в), а сменные пятки 3 - гайками 7 и 2 (см. рис. 4, б). Перед измерения-ми микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или к поверхности
установочных мер 3 (см. рис. 1.16, а) под действием силы, ограниченной трещоткой.
При измерении микрометром необходимо придерживаться следующих
основных правил:
• убедиться в правильности выбора микрометра в зависимости от размера детали (пределы измерения указаны на скобе микрометра);
• проверить плавность вращения микрометрического винта;
• убедиться в точности установки микрометра на ноль (при полном, без просвета, соприкосновении пятки скобы и торца микрометрического
винта нулевые штрихи на стебле и конической части барабана должны совпадать, при этом прощелкивает механизм трещотки);
• при измерении прочно удерживать микрометр за скобу, плотно, без перекосов, сопрягая измерительные поверхности микрометра с поверхностя-ми детали, размер между которыми измеряется, вращать микрометрический винт до прощелкивания механизма трещотки.

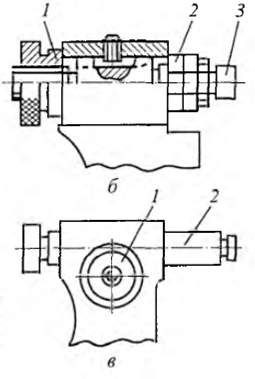
Рис. 4. Гладкий микрометр МК: a - устройство: 1 - скоба; 2 - пятка; 3 - установочная мера; 4 - микровинт; 5 - стопор; 6 - стебель; 7 - барабан; 8 - трещотка; б - сменная пятка; 1,2 - гайка; 3 - пятка; в – регулируемая пятка: 1 - фиксатор; 2 – пятка
У г л о м е р ы
Для контроля углов методом непосредственной оценки в машиностроении
широко применяют угломеры с нониусом. Эти угломеры выпускают двух типов: УН - для измерения наружных и внутренних углов (рис. 5, а) и УМ - для измерения только наружных углов (рис. 5, б).
Угломер типа УН состоит из основания 2 с нанесенной по окружности
градусной шкалой, которое жестко соединено с линейкой 3. Линейка имеет снаружи доведенную измерительную поверхность. По основанию 2 переме-щается сектор 5 с нониусом 1 и стопором 4. К сектору крепят угольник 6 при помощи державки 9. К угольнику 6 крепят съемную линейку 7 при помощи державки 8. Варианты измерений показаны на рис. 6. Угломер позволяет
измерять углы в диапазоне от 0 до 50° (рис. 6, а). Для измерения углов в диапазоне от 50 до 140° с угломера снимают угольник, а на его место устанавливают линейки (рис. 6, б). Чтобы измерить наружные углы в диапазоне от 140 до 230°, необходимо снять линейку, измерения в этом случае ведут с использованием угольника.
Если с угломера снять угольник, линейку и державки, то с его помощью
можно будет контролировать размеры углов в диапазоне от 240 до 320°. Следовательно, общий диапазон измерений угломером УН составляет от 0 до 320° для наружных углов.
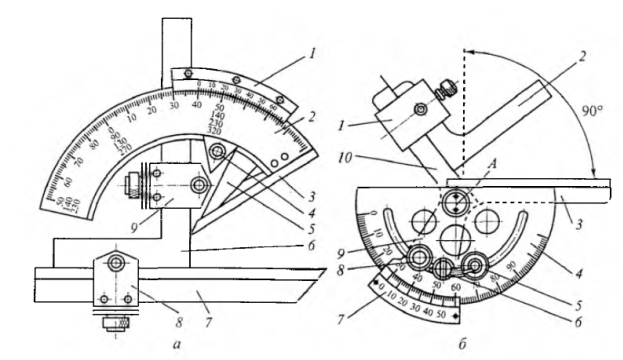
Рис. 5. Угломеры:
а - для измерения наружных и внутренних углов: I - нониус; 2 - основание; 3 - линейка;
4 - стопор; 5 - сектор; 6 - угольник: 7 - сьемпая линейка; 8 - державка линейки; 9 -державка
угольника; б - для измерения только наружных углов: 1 - державка угольника; 2 – уголь-ник; 3 - линейка; 4 - основание; 5, 8 — стопорные винты; 6 - винт микрометрической
подачи: 7 - нониус; 9 - сектор; 10 - подвижная линейка; А – ось
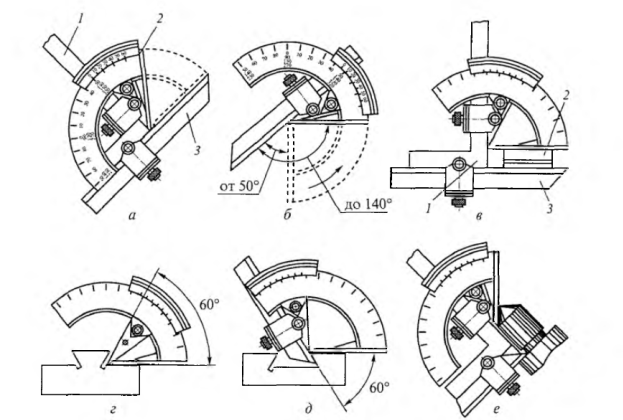
Рис. 6. Приемы измерения углов различной величины: а, в - до 90°: 1 - угольник; 2 - блок концевых мер длины; 3 - линейка: б - до 140°; г, д – до 60°; е - внутренних углов; пунктиром показаны положения подвижной измерительной линейки при измерении минимального размера в заданном диапазоне
При измерении углов деталей сложных контуров необходима установка угломера на заданную величину длины прямолинейного контура. Такая установка осуществляется при помощи блока концевых мер длины 2, который устанавливается на съемную линейку 3, а основание угломера перемещают по угольнику 1 так, чтобы измерительная линейка была установлена на блоке концевых мер. Схема такой установки приведена на рис.6, в. Если с угломера снять угольник и линейку, то им можно измерять
внутренние углы в диапазоне от 40 до 180° (рис.6, г). Измерение углов в труднодоступных местах производят по схеме, показанной на рис. 6, д.
Угломер типа УМ (см. рис. 6, б) широко применяется при обучении
слесарному делу. Он состоит из основания 4 со шкалой, проградуированной
в градусах. На основании закреплена линейка 3. Подвижная линейка 10 с сектором 9 и нониусом 7 может поворачиваться на оси А, фиксация линейки в момент измерения осуществляется стопорным винтом 5. Угломер имеет винт 6 для микрометрической подачи измерительной подвижной линейки 10 с сектором 9. На подвижной линейке крепится угольник 2 при помощи державки 1. Угломер обеспечивает измерение углов в диапазоне от 0 до 180°. Для измерения углов свыше 90° угольник 2 необходимо снять, в этом случае для получения значения угла к показаниям по шкалам угломера прибавляют 90°.
При работе с угломером типа УМ необходимо:
• определить способ измерения угла (с использованием угольника или без него);
• убедиться в плавности перемещения сектора угломера;
• убедиться в точности установки угломера на ноль;
• при измерении прочно удерживать угломер за корпус;
• измерительная поверхность должна плотно прилегать к поверхности
детали (без просвета и перекоса);
• обратить внимание на достигаемую точность измерений, которая
выбита на нониусе.
Практическая работа №1. Измерение штангенциркулем ШЦ- II
Цель: изучить устройство, назначение штангенциркулей, их подготовку к измерениям и приемы измерений и отсчетов показателей.
1. Ознакомиться с конструкцией штангенциркуля ШЦ-II.
2. Изучить устройство нониуса: он имеет длину 39 мм, разделен на 20 частей. Одно деление нониуса составляет 39:20=1,95 мм (рис. 7), это на 0,05 мм меньше целого числа.
3. Подготовить штангенциркуль к работе:
а) проверить комплектность инструмента;
б) промыть инструмент в бензине, протереть досуха мягкой льняной тканью
4. Произвести наружный осмотр:
а) губки и торец штанги должны быть в полном порядке;
б) на измерительных поверхностях не должно быть следов коррозии, забоин, царапин, затупленных острых концов губок или других дефектов, влияющих на точность измерения;
в) штрихи и цифры шкал должны быть отчетливыми и ровными;
г) проверить взаимодействие отдельных частей штангенциркуля, плавность хода рамки, параллельность губок, нет ли перекоса, мертвого хода в микрометрической паре, тугого передвижения движка рамки, расслабления и смещения пружины, расположенной под стопорным винтом;
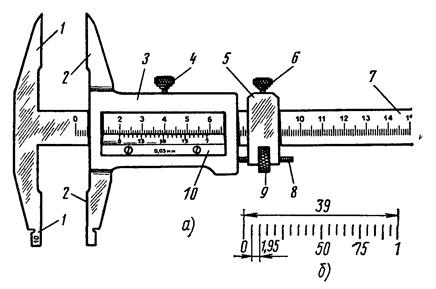
Рис. 8. Штангенциркуль ШЦ-II.

д) нет ли износа рабочих поверхностей шкалы линейки и рамки, вызывающего перекос измерительных поверхностей губок, неточности штрихов на шкале и нониусе.
5. Проверить нулевое положение:
а) проверить совпадение нулевого штриха нониуса 10 с нулевым делением (штрихом) штанги 7. Для грубых измерений рамку 3 переместить по штанге до плотного прилегания губок. Для точной установки пользоваться микрометрической подачей 8, 9;
б) при отсутствии просвета между губками для наружных измерений или при небольшом просвете (не более 3 мкм) нулевые штрихи штанги и нониуса при сдвинутых губках должны совпадать. Положение шкалы штангенциркуля и нониуса величиной отсчета 0,05 мм показано на рис.9.

Рис. 9. Чтение показаний
6. Приемы измерения штангенциркулем ШЦ-II:
а) установить приблизительно контролируемый размер (при наружном измерении рис. 10. а несколько большим, а при внутреннем рис 10.б несколько меньше контролируемого размера). Закрепить рамку микрометрической подачи 2;
б) взять штангенциркуль правой рукой, а левой поддерживать губку штанги или деталь (если она небольших размеров);
в) правой рукой, закрепив движок 2 с помощью гайки микроподачи 3, плавно передвигать рамку 1 так, чтобы губки соприкасались с проверяемой поверхностью, закрепить рамку, не допуская перекоса и добиваясь нормального усилия;
г) устанавливать штангенциркуль так, чтобы деталь-линия измерения не имела перекоса, а была перпендикулярна оси детали.
Неправильная установка штангенциркуля ведет к завышению показания.

Рис. 10. Приемы измерений штангенциркулем ШЦ-II.
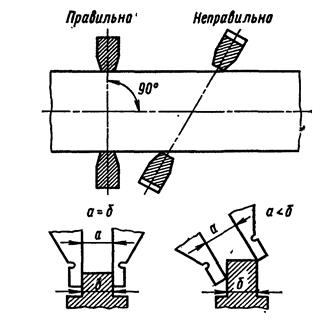
Рис.11. Установка штангенциркуля при измерении наружных поверхностей.
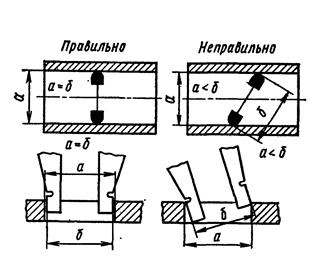
Рис.12. Установка штангенциркуля при измерении внутренних поверхностей.
7. Чтение показаний штангенциркуля ШЦ-II
а) штангенциркуль держать прямо перед глазами;
б) отсчитывать целое число миллиметров слева направо нулевым штрихом нониуса;
в) найти штрих нониуса, совпадающий со штрихом шкалы штанги. К ближайшей слева цифре, обозначающей сотые доли миллиметра, прибавить результаты умножения величины отсчета на порядковый номер короткого штриха нониуса, совпадающего со штрихом штанги, считая его от данного оцифрованного штриха. Примеры показаны на рис.13, а и б;
г) при внутреннем измерении (рис. 13, в) к показаниям штангенциркуля прибавляется толщина губок (10 мм), указанная на них.
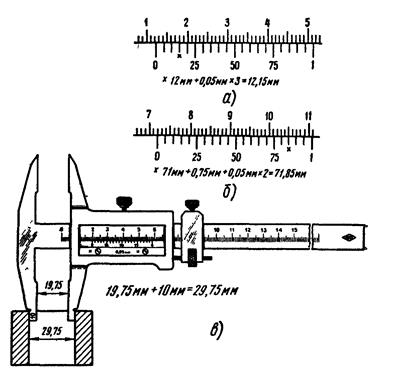
Рис.13. Примеры отсчета при измерениях.
Дата добавления: 2021-02-10; просмотров: 683; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!