Работа электрической схемы станка 6р12
Производственная структура предприятия
 Организация ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "ВЕНТ И ВИНТ"' зарегистрирована 23 декабря 2014 года. На данный момент основным видом деятельности является оптовая торговля электрической бытовой техникой. Но, помимо этого организация имеет также такие дополнительные виды деятельности как:
Организация ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "ВЕНТ И ВИНТ"' зарегистрирована 23 декабря 2014 года. На данный момент основным видом деятельности является оптовая торговля электрической бытовой техникой. Но, помимо этого организация имеет также такие дополнительные виды деятельности как:
1. Производство стальных труб и фитингов
2. Производство профилей с помощью холодной штамповки или гибки
3. Производство строительных металлических конструкций, изделий и их частей
4. Строительство местных линий электропередачи и связи
5. Производство вентиляционного Оборудования и др.
Все дополнительные виды деятельности осуществляются непосредственно в одном цеху, в котором рабочие места поделены на участки.
К необходимым оборудованиям для нужд предприятия связанных с производством вентиляционного оборудования, производства стальных труб, строительных металлических конструкций и т.д. помимо специализированных относится и станок модели 6р12
 2 Тип механизма (станка, крана, конвейера), его назначение,
2 Тип механизма (станка, крана, конвейера), его назначение,
Основные технические данные, общий вид
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
|
|
|
| Наименование характеристики | Ед. изм. | Параметры | ||
| Класс точности по ГОСТ 8-71 | Н | |||
| Стол | ||||
| Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 | ||
| Число Т-образных пазов | 3 | |||
| Перемещение стола X,Y,Z | мм | 800 х 250 х 420 | ||
| Расстояния от торца шпинделя до стола при ручном перемещении | мм | 30..450 | ||
| Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 350 | ||
| Наибольшая масса обрабатываемой детали | кг | 250 | ||
| Перемещение стола X,Y,Z | мм | 800 х 250 х 420 | ||
| Пределы частот вращения шпинделя | об/мин | 40 ... 2000 | ||
| Шпиндель | ||||
| Наибольшее осевое перемещение пиноли шпинделя | мм | 70 | ||
| Перемещение пиноли на один оборот лимба | мм | 4 | ||
| Перемещение пиноли на одно деление лимба | мм | 0,05 | ||
| Наибольший угол поворота шпиндельной головки | град | ±45 | ||
| Цена одного деления шкалы поворота головки | град | 1 | ||
| Электрооборудование | ||||
| Привод станка | ||||
| Число оборотов | об/мин | 1460 | ||
| Мощность | кВт | 7,5 | ||
| Тип | 4А132S4У3 | |||
| Электродвигатель привода подач | ||||
| Число оборотов | об/мин | 1430 | ||
| Мощность | кВт | 2,2 | ||
| Тип | 4А90L4У3 | |||
| Электронасос подачи охлаждающей жидкости | ||||
| Число оборотов | об/мин | 2800 | ||
| Мощность | кВт | 0,12 | ||
| Тип | ПА-22У2 | |||
| Габариты и масса
| ||||
| Габаритные размеры станка | ||||
| длина | мм | 2305 | ||
| ширина | мм | 1950 | ||
| высота | мм | 2020 | ||
| Масса станка | кг | 3120 | ||
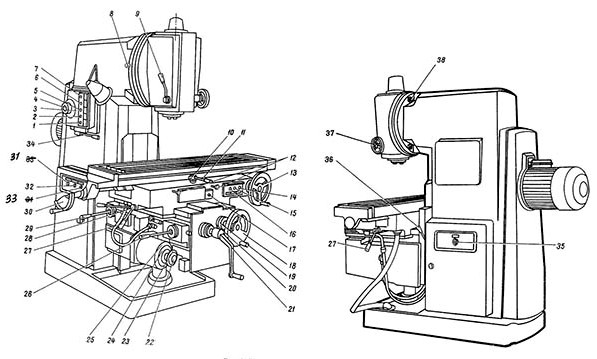
 Рисунок 1–Общий вид консольно-фрезерного станка 6р12
Рисунок 1–Общий вид консольно-фрезерного станка 6р12
Перечень органов управления консольно-фрезерным станком 6р12:
1. Кнопка „Стоп" (дублирующая)
2. Кнопка „Пуск шпинделя" (дублирующая)
3. Стрелка-указатель скоростей шпинделя
4. Указатель скоростей шпинделя
5. Кнопка „Быстро стол" (дублирующая)
6. Кнопка „Импульс шпинделя"
7. Переключатель освещения
8. Поворот головки
9. Зажим гильзы шпинделя
10. Звездочка механизма автоматического цикла
11. Рукоятка включения продольных перемещений стола
12. Зажимы стола
13. Маховичок ручного продольного перемещения стола
14. Кнопка „Быстро стол"
15. Кнопка „Пуск шпинделя"
16. Кнопка „Стоп"
17. Переключатель ручного или автоматического управления продольным перемещением стола
18. Маховик ручных поперечных перемещений стола
19. Лимб механизма поперечных перемещений стола
20. Кольцо-нониус
21. Рукоятка ручного вертикального перемещения стола
|
|
|
22. Кнопка фиксации грибка переключения подач
23. Грибок переключения подач
24. Указатель подач стола
25. Стрелка-указатель подач стола
26. Рукоятка включения поперечной и вертикальной подач стола
27. Зажим салазок на направляющих консоли
28. Рукоятка включения продольных перемещений стола (дублирующая)
29. Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
30. Маховичок ручного продольного перемещения стола (дублирующая)
31. Переключатель направления вращения шпинделя „влево-вправо"
32. Переключатель насоса охлаждения „включено выключено"
33. Переключатель ввода „включено-выключено"
34. Рукоятка переключения скоростей шпинделя
35. Переключатель автоматического или ручного управления и работы круглого стола
36. Зажим консоли на станине
37. Маховичок выдвижения гильзы шпинделя
38. Зажим головки на станине
3 Кинематическая схема, описание ее работы, назначение приводов
Посредством ряда кинематических цепей и гидравлического привода в станке 6р12 осуществляются следующие движения:
· Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
· Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
|
|
|
· Коробка скоростей сообщает шпинделю 18 различных скоростей.
· Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
· Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
· Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Назначение приводов
Д1 - электродвигатель
Д2 - центробежный вертикальный электронасос
Д3 - вспомогательный электродвигатель 1
Д4 - вспомогательный электродвигатель 2
 4 Порядок работы на механизме
4 Порядок работы на механизме
Работа на станке и подготовка его к работе в зависимости от настройки механизмов и переключателей электрооборудования может выполняться:
В наладочном режиме при установке переключателя направления вращения шпинделя 31 в нулевое (отключенное) положение, а переключателя 35 в положение ручного управления. При этом допускается возможность включения подач при выключенном шпинделе. Кнопки 1 и 16 „Стоп" в этом случае не работают. Отключение подачи возможно только посредством рукояток.
При управлении от рукояток подача станка включается только после включения шпинделя. Если какая-либо из рукояток включения подачи (продольной, поперечной или вертикальной) находятся во включенном положении, то с включением кнопок 2 или 15 „Пуск шпинделя" одновременно включается соответствующая подача. Кнопками 1 или 16 „Стоп" отключаются все движения в станке.
Отключение станка кнопками „Стоп" в процессе резания производится в крайне необходимых случаях, так как это может привести к поломке, чаще всего инструмента, из-за движения стола по инерции.
В обычных условиях сначала рукояткой отключается подача, затем кнопкой — вращение шпинделя. Кнопками 5 или 14 „Быстро" включается быстрое перемещение стола, салазок или консоли в направлении поворота рукоятки включения подачи.
Возможность работы продольного круглого стола с приводом его от механизма подач при неподвижном столе станка обеспечивается включением переключателя 35. Включение и выбор направления вращения осуществляется рукояткой, расположенной на круглом столе.
Шпиндель универсальной делительной головки получает вращение от ходового винта станка, имеющего на правом торце шейку со шпонкой, закрытую съемным колпачком.
Для установки привода круглого стола или гитары делительной головки кожух на правом торце стола станков необходимо снять.
 В автоматическом цикле управление продольными перемещениями осуществляется от кулачков, закрепленных в пазу стола, которые в процессе движения воздействуют на выступы рукоятки включения продольной подачи 11 и звездочку 10.
В автоматическом цикле управление продольными перемещениями осуществляется от кулачков, закрепленных в пазу стола, которые в процессе движения воздействуют на выступы рукоятки включения продольной подачи 11 и звездочку 10.
Стол может настраиваться на следующие автоматические циклы:
· полуавтоматический скачкообразный: быстро вправо — подача вправо — быстро назад (влево) — стоп и т. д. В тех случаях, когда возвращать обработанное изделие под фрезой нежелательно, можно работать по циклу быстро — подача — быстро — стоп в правую или левую сторону с возвращением стола в исходное положение (после снятия детали) на быстром ходу от кнопки;
· автоматический маятниковый цикл: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д.
Для того, чтобы настроить станок на автоматическую работу, необходимо:
· отключить станок от сети переключателем 33,
· поставить переключатели 17 и 35 в положение „Автоматическое управление",
· включить станок переключателем 33;
·  произвести установку кулачков в зависимости от принятого цикла согласно приведенной схеме или табличке, расположенной на станке.
произвести установку кулачков в зависимости от принятого цикла согласно приведенной схеме или табличке, расположенной на станке.
 При настройке на автоматическую работу необходимо иметь в виду, что переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом месте хода и при любом направлении движения и ограничивается лишь возможностью установки кулачков в данной точке.
При настройке на автоматическую работу необходимо иметь в виду, что переключение с подачи на быстрый ход или с быстрого хода на подачу осуществимо в любом месте хода и при любом направлении движения и ограничивается лишь возможностью установки кулачков в данной точке.
Установка переключателя 17 производится при нейтральном положении рукоятки продольного хода нажатием на него отверткой до упора и поворотом в фиксированное положение „Автоматическое управление" Если переключатель не фиксируется, надо маховичком на торце стола немного провернуть винт продольного хода.
Остановка движения стола вправо или влево производится кулачками № 5 или 6, которые воздействуют на выступы рукоятки продольного хода. Кулачки № 1 и 2 никогда не должны сниматься со станка, так как они ограничивают крайние положения стола.
Переключение с подачи на быстрый ход или с быстрого хода на подачу (при движении стола вправо или влево) производится кулачками №3 и 4, которые воздействуют на звездочку.
Правый и левый кулачки различаются лишь положением рычага. При необходимости рычаг можно переставить в другую сторону.
При работе с ручным управлением кулачки № 3 и 4 рекомендуется с целью предохранения механизма от неоправданного износа снимать или переставлять на неработающую часть стола.
При работе станка в автоматическом цикле необходимо иметь в виду следующее:
1. Включение цикла производится при включенном вращении шпинделя рукояткой продольного хода в сторону подвода детали. Установка рукоятки в положение „Стоп" (нейтральное) дает включение подачи или быстрого хода во всех случаях независимо от настройки станка на автоматический цикл или ручное управление за исключением момента поворота звездочки кулачком. В этот момент стол можно остановить только кнопками 1 или 16 „Стоп". Перед включением стола после такой остановки необходимо проверить зафиксирована ли звездочка.
2. В условиях автоматического цикла кнопки 5 и 14 „Быстро" не работают.
 5 Род тока и напряжения, применяемого на механизме, описание работы схемы электрической принципиальной
5 Род тока и напряжения, применяемого на механизме, описание работы схемы электрической принципиальной
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Работа электрической схемы станка 6р12
Проверить четкость срабатывания магнитных пускателей и реле при помощи кнопок и переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле и при работе с круглым столом.
1,3. Описание работы электросхемы.
Электросхема (рис. 1,2) позволяет производить работу на станке в следующих режимах: управление от рукояток и кнопок управления, автоматическое управление продольными перемещениями стола, круглый стол. Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.ля облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя шпинделя- кнопкой S9, а
 электродвигателя подачи- конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 и реле напряжения К1, н.о. контакты которого включают реле К3, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
электродвигателя подачи- конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 и реле напряжения К1, н.о. контакты которого включают реле К3, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной и поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» S10, S11; «Стоп»- S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода У1.
Торможение электродвигателя шпинделя- электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях У1. Кнопки S7 или S8 должны быть нажаты до полного останова электродвигателя. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19.
При автоматическом управлении переключатель S6 должен быть
установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». 
При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку (рис.3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключатели, а также настройки кулачков см. в руководстве по эксплуатации, часть 1.
Работа электросхемы в автоматическом цикле- быстрый подвод- рабочая подача- быстрый отвод- происходит следующим образом:
при отключенной рукоятке продольной подачи ток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 4-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействии кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на
рукоятку и звездочку происходит реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35- 43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево и конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков.
Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.

Дата добавления: 2021-02-10; просмотров: 431; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!