Особенности цилиндрического фрезерования
Урок 37. Обработка материалов цилиндрическими фрезами. Назначение и основные движения.
Цилиндрические фрезы – это металлорежущие инструменты, применяемые для обработки плоскостей находящихся параллельно по отношению к оси фрезы. Зубья инструмента располагаются по винтовой линии с определенным углом наклона.
Применение
Фрезы цилиндрические предназначены для установки на горизонтально-фрезерный станок. Используются для обдирной и получистовой обработки прямых плоскостей деталей расположенных параллельно оси инструмента. Зубья фрезы имеют прямую или винтовую форму. Инструмент с винтовыми зубьями удобен для обработки узких участков заготовки. Для уменьшения осевых усилий применяется сдвоенный инструмент, имеющий различный наклон режущих поверхностей. Это позволяет выровнять осевые усилия в процессе обработки металлических деталей.

Цилиндрические фрезы являются одним из основных типов оснастки, широко применяются в машиностроении для производства сложных деталей для машин и оборудования. Материалом инструмента является быстрорежущая сталь с твердосплавными рабочими вставками, что позволяет значительно продлить его срок эксплуатации.
Виды цилиндрических фрез
В зависимости от типа и конструкции зуба фрезы цилиндрические подразделяются на:
- фрезы с мелкими и крупными зубьями;
- инструмент со вставными ножами;
- фрезы составные со вставными ножами;
- фрезы с винтовыми твердосплавными пластинами.
В зависимости от направления зубьев данный тип оснастки подразделяется на правые и левые. Данную характеристику определяет направление винтовой линии режущей кромки. Расположение зуба инструмента может быть равномерным или неравномерным. В большинстве конструкций фрез имеется один угловой шаг и равномерное расположение режущих кромок относительно оси инструмента. Но возможно и иной вариант с неравномерным расположением. Такие фрезы применяются, в основном, на станках с конструкцией малой жесткости и позволяют уменьшить вибрацию при работе.
|
|
|
В зависимости от материала режущих кромок цилиндрические фрезы подразделяются на:
- углеродистые;
- легированные;
- быстрорежущие;
- твердосплавные.
Рекомендации по эксплуатации
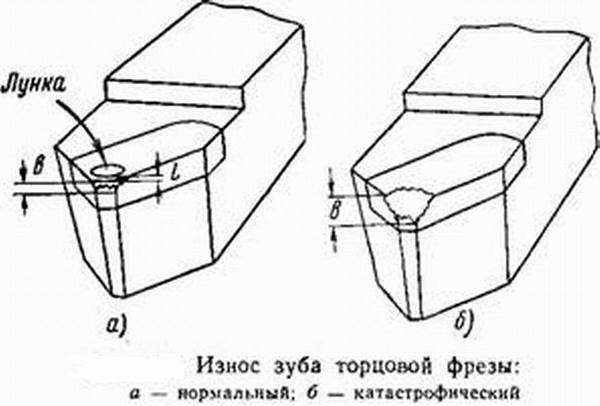
Производительность инструмента напрямую зависит от правильного подбора и соблюдения технологии обработки, в первую очередь от соблюдения скоростного режима. В процессе работы фреза затупляется – образуется площадка износа на задней поверхности зуба с постоянно увеличивающейся шириной и, от воздействия стружки, лунка на передней поверхности.
В процессе работы необходимо тщательно следить за износом, своевременно производить заточку и не допускать соединения лунки и задней площадки. Последнее приводит к катастрофическому износу инструмента и для восстановления понадобится снять большой слой металла. Признаками износа являются вибрация, неровная обрабатываемая поверхность и чрезмерный износ фрезы.
|
|
|
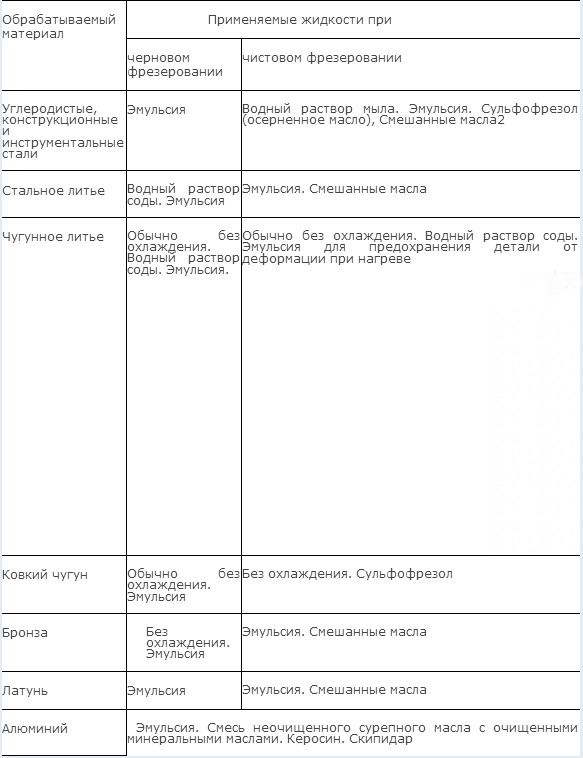
Значительно уменьшить износ и продлить срок эксплуатации поможет охлаждение в процессе фрезерования. Для этого необходимы специальные охлаждающие жидкости, некоторые из которых выполняют и функции смазки. Выбор охлаждающей жидкости зависит от типа фрезерования и материала заготовки. Подвод жидкости должен осуществлять непрерывно (струйно или туманом) с первых секунд работы.
Особенности цилиндрического фрезерования
При цилиндрическом фрезеровании ось фрезы и обрабатываемая поверхность параллельны между собой (рис.). Режущий инструмент, фреза, не обязательно имеет форму цилиндра. Иногда цилиндрическое фрезерование используют для обработки фигурных поверхностей, которые повторяют форму фрезы. С переходом к обработке на станках с ЧПУ использование специальных фрез значительно сократилось.
Фрезерование цилиндрическими фрезами относится к формообразованию копированием. Это вносит определенную ненадежность в достижении требуемого качества обработки. Отклонения от правильной формы наружной рабочей поверхности фрезы и даже любой дефект на ее отдельном зубе переносятся на обрабатываемую поверхность,
|
|
|
Цилиндрические фрезы:
а — цельные твердосплавные; б — со вставными ножами
Фрезерование может быть встречным и попутным. При встречном фрезеровании с подачей на зуб s z (рис. 5.4, а) врезание каждого зуба начинается с нулевой толщины стружки, а затем эта толщина постепенно увеличивается до максимальной. При попутном фрезеровании (рис. 5.4, б), наоборот, зуб начинает врезаться с наибольшей толщины стружки, а на выходе зуба из материала заготовки толщина стружки становится равной нулю. Режущий инструмент испытывает меньшую нагрузку при попутном фрезеровании, что делает этот вид обработки более предпочтительным. Однако такой вывод нельзя считать однозначным. Если в приводе подач имеются люфты, то может возникнуть дергание, и подача станет неравномерной. Это ограничивает область попутного фрезерования станками с ЧПУ, у которых в приводах подач зазоры сведены к минимуму.
|
|
|
а — встречное; б — попутное 
Как и концевая, цилиндрическая фреза со вставными ножами может быть изготовлена в таком конструктивном варианте, в котором она называется кукурузной. Пластины в каждом ряду размещают на некотором расстоянии друг от друга, с учетом того, что в соседнем ряду пластины расположены с перекрытием относительно предыдущего. Внешне фреза несколько напоминает початок кукурузы.
Особый вид цилиндрических фрез — трехсторонние пазовые. Работа ими является примером комбинированного фрезерования. При прорезке пазов но их боковым сторонам фрезы работают, как торцовые, а по дну пазов — как цилиндрические.
Если ширина фрезеруемой заготовки В превышает ширину фрезы Бфр, то приходится смещаться по обрабатываемой поверхности, выполняя обработку строчками
Дата добавления: 2021-02-10; просмотров: 126; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!