Решение задачи графическим способом
Коломенский институт (филиал)
федерального государственного бюджетного образовательного учреждения
высшего образования
«МОСКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра автоматизации производства и информационных технологий
П.С. Романов
Методические указания по выполнению лабораторной работы
По дисциплине
«МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССОВ
В МАШИНОСТРОЕНИИ»
Оптимизация режимов резания при металлообработке
Коломна – 2019
Содержание
| 1. | Введение ....................................................................................................................... | 2 |
| 2. | Оптимизация режимов резания при механообработке.......................................... | 2 |
| 2.1. | Постановка задачи............................................................................................... | 2 |
| 2.2. | Решение задачи графическим способом.............................................................. | 5 |
| 2.3. | Решение задачи методом дискретного программирования ………………………. | 9 |
| 3. | Задание для лабораторной работы............................................................................ | 10 |
| 4. | Структура отчета......................................................................................................... | 11 |
| 5. | Исходные данные........................................................................................................ | 11 |
| 6. | Литература................................................................................................................... | 14 |
| 7. | Приложение 1. Описание работы программы «Расчет и оптимизация режимов резания»……………………………………………………………………………… | 15 |
Введение
|
|
|
Лабораторная работа выполняется на основе методического аппарата теории резания при механической обработке на ПЭВМ с использованием табличного процессора Microsoft EXCEL, Microsoft WORD в среде Windows 9*/NT/2000/ХР и специальной программы «Расчет и оптимизации режимов резания». Цель работы:
изучение ряда положений теории резания;
применение методического аппарата теории резания при механической обработке для моделирования процессов в машиностроительном производстве;
получение умений и навыков:
в использовании методов математического моделирования для расчета и оптимизации режимов резания при механической обработке на ЭВМ;
в анализе полученных результатов.
Оптимизация режимов резания при механообработке
Постановка задачи
Расчет режимов резания на основные переходы операций механической обработки является повседневной задачей технолога. Данному вопросу уделено большое внимание в литературе и к настоящему моменту теория резания изучена достаточно полно, что позволило разработать не только математические модели для расчета режимов резания, но и реализовать их в виде разнообразных компьютерных программ. Такие программы выполняются как в виде отдельных приложений, так и в виде модулей различных CAM и TDM систем.
|
|
|
Результатами расчета с помощью таких программ являются приемлемые для конкретной обработки режимы резания. Тем не менее, часто такие программы не учитывают все особенности обработки, применяемого оборудования и инструмента. Поэтому найденные значения подачи s и скорости v могут быть не оптимальными по критерию производительности или себестоимости.
Общепринятым критерием оптимизации режимов резания часто выступает производительность обработки – объем металла (припуска) снимаемого с заготовки в единицу времени. В виду того, что глубина резания на переход является назначенной величиной из технологических соображений, то оптимизация проводится только по двум переменным: подачи s и скорости v (или связанной с ней частоте вращения шпинделя n). Целевую функцию (ЦФ) оптимизации в таком случае можно записать в виде произведения, прямо пропорционального производительности обработки Q. Так, для большинства видов обработки (точения, сверления, фрезерования), можно записать:
ЦФ : F = s × v ® max, или F = s × n ® max, (1)
|
|
|
где v – скорость резания, м/мин; n – частота вращения шпинделя, об/мин; s – подача (в зависимости от вида обработки может измеряться в мм/об, мм/мин, мм/зуб).
Как видно по виду формулы (1), чем больше значения подачи s и частоты n (Далее, для упрощения изложения материала будем рассматривать только модель F=s × n ® max), тем выше производительность обработки. Однако это вовсе не означает, что настроив станок на максимальную частоту вращения шпинделя nmax и подачу суппорта smax, можно получить оптимальную (максимальную) производительность. Это обусловлено различными ограничениями. Рассмотрим их.
Кинематические ограничения
Первые ограничения накладываются непосредственно на сами перемененные s , n , так как они не могут быть отрицательными числами (или быть ниже установленных уровней smin и nmin), а также их значения не могут превышать максимальных установленных для конкретной модели станка smax и nmax. Совокупность таких ограничений можно записать:
 или
или  (2)
(2)
Остальные ограничения связаны с особенностями применяемого оборудования, оснастки и вида обработки.
Ограничение по мощности [1…5]
Мощность привода главного движения чаще всего ограничивает режимы резания при выполнении черновых проходов, проводимых с большой глубиной резания t. Мощность резания, допустимая мощностью привода токарного станка
|
|
|
 (3)
(3)
где N ст – мощность привода главного движения станка, кВт; h – коэффициент полезного действия цепи главного движения.
Мощность резания для различных видов обработки рассчитывается по разным формулам:
при точении:  ; (4)
; (4)
при сверлении и фрезеровании:  ; (5)
; (5)
где Pz – главная составляющая силы резания при точении, Н:
 , (6)
, (6)
Мкр – крутящий момент на шпинделе, Н×м:
при сверлении:  ; (7)
; (7)
при фрезеровании:  , (8)
, (8)
где Pz – окружная составляющая силы резания при фрезеровании, Н:
 . (9)
. (9)
Коэффициенты, стоящие в правой части в формулах (6) – (9) и в последующих, необходимы для конкретизации условий обработки и выбираются из справочников [3,4].
Для формирования ограничения необходимо выполнить преобразование формулы (3) к виду  . К примеру, для наружной токарной обработки заготовки ограничение по мощности примет вид:
. К примеру, для наружной токарной обработки заготовки ограничение по мощности примет вид:
 . (10)
. (10)
где СPz – постоянный коэффициент; xPz - коэффициент влияния глубины на температуру в зоне резания; yPz - коэффициент влияния подачи на температуру в зоне резания; nPz - коэффициент влияния скорости на температуру в зоне резания; KPz - допустимая температура в зоне резания, градусы Цельсия.
Ограничения по стойкости режущего инструмента [1…5]
Режущий инструмент является самым слабым звеном системы «станок - приспособление – инструмент - деталь». Он в первую очередь подвергается действию сил резания, а также многим другим разрушающим факторам. Поэтому установка завышенных режимов резания чаше всего приводит к его быстрому изнашиванию или поломке. Для токарных резцов, оснащенных пластинками из твердого сплава, стойкость накладывает ограничение на величину скорости резания в виде соотношения:
 . (11)
. (11)
Переходя от скорости резания к частоте вращения шпинделя и выполнив необходимые преобразования, можно получить следующее ограничение:
 . (12)
. (12)
где Т - стойкость, мин.; Cv – постоянный коэффициент; xv - коэффициент влияния глубины резания на скорость резания; yv - коэффициент влияния подачи на скорость резания; m - коэффициент влияния стойкости инструмента на скорость резания; Kv - поправочный коэффициент на условия обработки.
Существует большое количество и других ограничений. Приведем их без вывода уравнений.
Ограничение по жесткости (виброустойчивости) технологической системы [3, 5]
Недостаточная жесткость технологической системы может привести к вибрациям при резании, особенно при работе с большой подачей s или глубиной резания t. Ограничения на подачу s для токарной обработки записывают следующим образом:
наружное точение:  ; (13)
; (13)
растачивание:  . (14)
. (14)
где Dc – наибольший диаметр обрабатываемой заготовки над станиной токарного станка, мм; D з max – наибольший диаметр заготовки, мм; h – высота корпуса резца, мм;  – вылет резца (оправки), мм; Cs - постоянный коэффициент; zs - коэффициент влияния подачи на шероховатость; Ps - коэффициент влияния радиуса при вершине на шероховатость; xs - коэффициент влияния скорости резания на шероховатость; Ks - коэффициент влияния переднего угла на шероховатость.
– вылет резца (оправки), мм; Cs - постоянный коэффициент; zs - коэффициент влияния подачи на шероховатость; Ps - коэффициент влияния радиуса при вершине на шероховатость; xs - коэффициент влияния скорости резания на шероховатость; Ks - коэффициент влияния переднего угла на шероховатость.
Ограничение по прочности и жесткости корпуса резца [3,5]
В дополнение к ограничению на стойкость инструмента для черновых переходов иногда необходимо учитывать ограничение по прочности и жесткости державки. Особенно данное ограничение актуально при больших вылетах резцов при глубоком растачивании и подобной обработке. Так, ограничения по прочности токарного резца с прямоугольным сечением b ´ h можно записать следующим образом:
по прочности корпуса:  ; (15)
; (15)
по жесткости корпуса:  , (16)
, (16)
где f – максимально допустимая величина деформации вершины режущей части инструмента (прогиб) под действием главной составляющей силы резания, мм; Е – модуль упругости материала корпуса инструмента, МПа; l в – вылет резца, мм.
Ограничение по шероховатости обработанной поверхности заготовки [3,5]
Данное ограничение необходимо учитывать только при чистовой обработке. На шероховатость обработанной поверхности основное влияние оказывает геометрия режущей части инструмента и подача, т.к. именно они определяют форму следа инструмента оставляемого на поверхности.
При наружном точении ограничения по шероховатости имеет вид:
при Rz =20...40:  ; (17)
; (17)
при Rа = 1,25...2,5:  . (18)
. (18)
Ограничение по точности обработанной поверхности [3, 5]
При чистовой обработке также необходимо анализировать ограничение по точности.
При наружном точении ограничение по точности имеет вид:
 . (19)
. (19)
Ограничение по максимально допустимой осевой силе резания [3, 5]
Для некоторых видов обработки (особенно для сверления) действующим является также ограничение по осевой силе резания, которая не должна превышать максимально допустимую прочность станка или инструмента. Осевые силы резания определяются по формулам:
для сверления:  , (20)
, (20)
для точения:  . (21)
. (21)
Ограничение по температуре резания [2]
Данное ограничение связано с тем, что при высоких режимах обработки возникает значительная температура в зоне резания, которая может превышать термостойкость материала инструмента или заготовки Q доп. При точении ограничение по термостойкости можно записать следующим образом:
 . (22)
. (22)
В итоге задача оптимизации режимов резания сводится к нахождению пары значений s и n, при которых ЦФ F = s × n имеет максимум, и выполняются все ограничения.
В виду того, что сама ЦФ является нелинейной, а также нелинейны ограничения, данная задача классически должна решаться методами нелинейного программирования, которые достаточно сложны и трудоемки. Однако данную задачу можно решить и проще. Рассмотрим два способа решения задачи, первый из которых аналитический (графический), а второй – численный на основе метода полного перебора.
Решение задачи графическим способом
Линейные оптимизационные задачи решать гораздо проще, нежели нелинейные. Поэтому одним из способов, применяемых при решении нелинейных задач, является сведение их к линейным – линеаризация. Рассмотрим решение задачи на примере чернового точения цилиндрической поверхности. Для данной задачи будут актуальны ограничения по жесткости технологической системы (13), мощности привода главного движения (10), стойкости инструмента (12), а также кинематические ограничения (2). В табл.1 представлены все необходимые данные об обработке и значения коэффициентов, используемые в формулах ограничений.
Проведем линеаризацию ЦФ и ограничений, т.е. приведем выражения к линейному виду. В данной задаче этого можно достичь, прологарифмировав ЦФ, а также правые и левые части соотношений для ограничений. При логарифмировании воспользуемся известными из курса алгебры правилами:
 . (23)
. (23)
Таблица 1 – Сводные данные об условиях обработки
| Параметры обработки | Тип обработки Требуемая шероховатость Глубина резания | черновое точение Rz80 t = 5 мм | ||||
| Параметры станка SAMAT 400S | Диапазон частот вращения Диапазон подач Макс. Æ обработки над станиной Мощность главного привода КПД | n = 25 .. 2000 об/мин, s = 0,05 .. 2,8 мм/об Dc = 400 мм Nст = 5,5 кВт h = 0,7 | ||||
| Параметры инструмента | Параметры заготовки | |||||
| Обозначение | Резец 2102-1225 Т5К10 ГОСТ 24996-81 | Тип заготовки | Прокат с коркой | |||
| Материал | Сталь 45 | |||||
| Геометрия | g = 10 °, j = 45 °, j1 = 45 °, l = 0 °, r = 1,2 мм | Термообработка Твердость Предел прочности | нет HB 180 sв = 530 МПа | |||
| Стойкость | Т = 60 мин | Геометрия | Длина L = 250 мм, Диаметр D = 120 мм | |||
| Значения коэффициентов | В формуле (13) ограничения по жесткости | Cs = 0,164; zs = 0,4; Ps = 0,25; xs = 0,55; Ks = 1,18 | ||||
| В формуле (12) ограничения по стойкости | Cv = 350; xv = 0,15; yv = 0,35; m = 0,2 Kv = 0,74 | |||||
| В формуле (10) ограничения по мощности | С Pz = 300; xPz = 1,0; yPz = 0,75; nPz = -0,15; KPz = 0,77 | |||||
В результате получим:  . (24)
. (24)
 (25)
(25)
где  ;
;  ; (26)
; (26)
 ; (27)
; (27)
 ; (28)
; (28)
 ; (29)
; (29)
 ;
;  ; (30)
; (30)
 ;
;  . (31)
. (31)
Подставив численные значения из табл.1 в формулы (25) – (31), получим линейную систему ограничений:
 (32)
(32)
Система (32) определяет область допустимых решений (ОДР) – область поиска оптимального решения. Для графического изображения ОДР, необходимо рассмотреть каждое из неравенств системы (32). При этом неравенство следует преобразовать в тождество и построить в плоскости x1x2 соответствующие прямые (см. рис.1).
а) 
|
б) 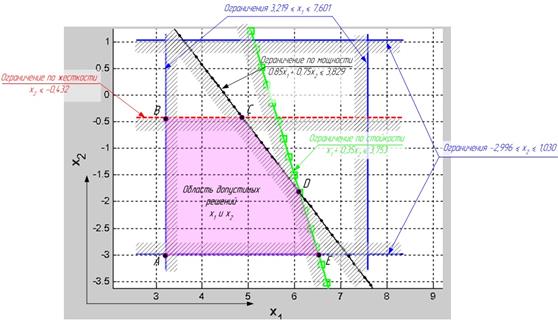
|
Рис. 1. Нахождение области допустимых решений графическим способом
а) только кинематические ограничения  ;
б) все ограничения (32) ;
б) все ограничения (32)
|
Так, например, два последних неравенства преобразуются в четыре тождества:
x1=3,219; x2=7,601; x2=–2,996; x2 = 1,030. (33)
Построив четыре прямые по уравнениям (33) выясним область допустимых решений по этим ограничениям – см. рис.1,а. Аналогично, графически строятся прямые и по остальным ограничениям системы (32) – см. рис.1,б.
Так для построения второго ограничения, неравенство необходимо преобразовать, например, к виду
 , (34)
, (34)
и далее к тождеству
 , (35)
, (35)
по которому можно построить график x2(x1).
Существует теорема, согласно которой оптимальное решение если оно и существует, то находится в точке пересечения ограничений области допустимых решений. Это означает что, координаты (x1i, x2i) одной из вершин закрашенного пятиугольника ABCDE – области допустимых решений, дадут максимум ЦФ  .
.
Таким образом, для нахождения оптимального решения необходимо найти 5 пар координат (x1i, x2i) точек А,B,C,D и E, и подставить их в уравнение для ЦФ. Та пара, которая даст максимум целевой функции – и есть оптимальное решение.
В нашем случае, значения целевой функции  для каждой из точки – вершины многоугольника окажутся следующими:
для каждой из точки – вершины многоугольника окажутся следующими:
Таблица 2
| Точка | Координаты | Значение целевой функции
| |
| х1 | х2 | ||
| А | 3,219 | –2,996 | 0 ,223 |
| В | 3,219 | –0 , 4 3 2 | 2,787 |
| С | 4 , 881 | –0 , 4 3 2 | 4,449 |
| D | 6,111 | –1,827 | 4,284 |
| E | 6,521 | -2,996 | 3,525 |

Как видно, ЦФ имеет максимум в точке С (x1=4,881; x2=–0,432).
Выполнив операцию, обратную логарифмированию, получим оптимальные значения частоты вращения шпинделя n и подачи s, и далее скорости резания v:
 132 об/мин; (36)
132 об/мин; (36)
 ; (37)
; (37)
 м/мин. (38)
м/мин. (38)
Значение исходной целевой функции при таких параметрах n, s составит:
F=s × n = 132×0,65 =85,8 мм/мин. (39)
Тем не менее, настроить станок на обработку детали с найденными режимами резания будет возможно, только если станок оснащен частотно-регулируемыми приводами главного движения и подачи. Большинство же универсальных станков имеют коробку скоростей, поэтому найденные значения частоты n и подачи s необходимо откорректировать под паспортные значения. Однако это может привести к тому, что фактические режимы резания окажутся неоптимальными. Так, если принять для станка nфакт=125 об/мин, sфакт=0,6 мм/об, то скорость резания vфакт=47,12 м/мин, а ЦФ: F=75 мм/мин.
Как видно, при наличии дискретного ряда частот n и подач s, откорректированные режимы резания оказываются неоптимальными.
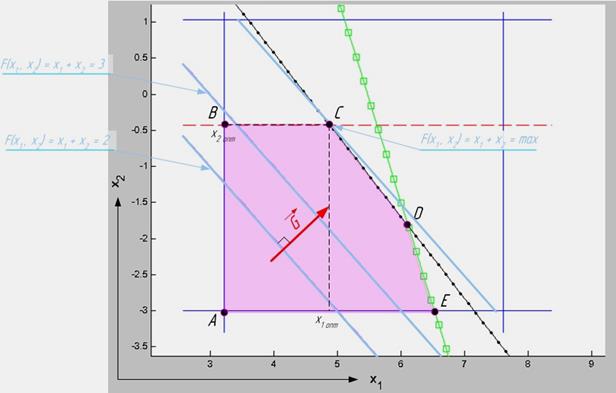
При наличии большого числа ограничений область допустимых решений может иметь множество вершин, поэтому поиск оптимального решения целесообразно проводить с помощью так называемого градиентного метода [1].
Вектор градиента  показывает направление роста целевой функции. Для нахождения этого вектора необходимо в начале задаться двумя какими-либо значениями целевой функции. Положим,
показывает направление роста целевой функции. Для нахождения этого вектора необходимо в начале задаться двумя какими-либо значениями целевой функции. Положим,  и
и  , и в графической области построим соответствующие прямые (см. рис.2).
, и в графической области построим соответствующие прямые (см. рис.2).
|
| Рис. 2. Нахождение оптимального решения (x1, x2) градиентным методом |
Как видно, чем больше выбранное значение ЦФ, тем выше находится прямая  , значит, вектор градиента направлен вправо вверх перпендикулярно любой из прямых
, значит, вектор градиента направлен вправо вверх перпендикулярно любой из прямых  .
.
Таким образом, чтобы найти точку максимума ЦФ в области допустимых решений, необходимо одну из построенных прямых перенести параллельно в сторону, указываемую вектором градиента , то тех пор, пока она не будет иметь с область допустимых решений всего одну точку. Как видно из рис.2 целевая функция  имеет максимум в точке C (x1=5,117; x2= –0,432), как и было определено ранее.
имеет максимум в точке C (x1=5,117; x2= –0,432), как и было определено ранее.
Дата добавления: 2021-02-10; просмотров: 292; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!