Часть полосы нагретая до температуры более 600; 2 - остальная част полосы;
Характер остаточных пластических деформации.

Рис. 4. Остаточные продольные напряжения при сварке двух полос (а),
При сварке тавра (б).
Приведенный пример образования деформаций и напряжений при наплавке валика на кромку полосы характерен и для других конструкций. Если соединить две полосы стыковым швом (рис. 4, а), то в каждой полосе характер напряжений от сварки будет с некоторым допущением такой же, как при наплавке на ее кромку валика (рис. 3, в). Общая эпюра напряжений, приведенная на рис. 4, а, показывает, что в шве и прилегающем металле будут напряжения растяжения, равные пределу текучести, и пластические деформации растяжений, а в основном металле полос, не подвергавшемся нагреву выше 600 °С (температуры предела текучести) — только напряжения сжатия. Распределение напряжений зависит от ширины полос.

Рис. 5. Деформация стыка: из-за неправильной сварки на проход.
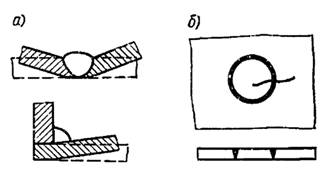
Рис. 6. Деформации и напряжения, вызванные неправильной сваркой:
А - угловые деформации;
Б — трещина в замкнутом контуре сварки.
Деформации и напряжения при сварке тавра (рис. 4,6) по своему характеру похожи на деформации и напряжения при наплавке валика на кромку полосы. Однако, так же, как у стыковых соединений, они зависят от толщины и размеров соединяемых элементов, от последовательности и режимов сварки, качества металла и других причин. На эпюре показаны продольные напряжения в тавровом соединении, вызвавшие его изгиб. Неправильная последовательность сварки также может вызвать непоправимые деформации (рис. 5). В результате сварки на проход свариваемые кромки сомкнулись и даже перекрыли одна другую. Большие угловые деформации могут быть вызваны поперечной усадкой стыкового или углового шва (рис. 6, а). Жесткое закрепление свариваемых деталей и образование замкнутого контура является причиной трещин в шве и зоне термического влияния (рис. 6,6), При сварке листовых конструкций, например резервуаров с плоскими днищами, большим дефектом являются «хлопуны» — местные вогнутое iи или выпуклости, достигающие иногда значительных размеров. Они появляются вследствие неправильной последовательности сварки швов, слишком большого тепловложения (чрезмерной погонной энергии) и могут быть причиной разрушения конструкции.
|
|
|
Меры борьбы с деформациями и напряжениями
Для борьбы с остаточными деформациями и напряжениями следует соблюдать следующие правила.
При сборке конструкций применять по возможности сборочные приспособления (стяжные планки, клинья и т.п.), обеспечивающие свободное перемещение свариваемых конструкций от усадки швов. Прихватки можно применять только для стыков деталей из тонкого металла (3—5 мм) и в нахлесточных соединениях. Следует строго соблюдать размеры притуплений, зазоров и соосность элементов.
|
|
|
Выполнять необходимую последовательность сварки швов; чередование слоев двухстороннего шва (рис. 7,а): чередование сварки поясных швов балок (рис. 7,6); строго выполнять последовательность и порядок сварки швов, указанные в типовой технологии или проекте производства сварочных работ.
Не допускать превышения величины тепловложения в шов (увеличения силы сварочного тока по сравнению с рекомендуемой для электродов применяемого типа и диаметра).
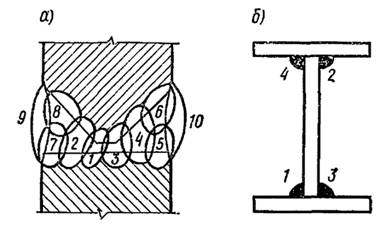
Рис. 7. Чередование швов: a — при сварке двустороннего шва; б - при сварке поясных швов балки; 1-10- последовательность швов.
Использовать жесткое закрепление деталей перед сваркой для уменьшения их деформаций (если это предусмотрено технологической запиской или инструкцией) с помощью прихваток или приспособлений; использовать вибрацию конструкций в процессе сварки для уменьшения деформаций и напряжений.
При сварке пластических сталей и металлов использовать проковку слоев шва непосредственно за сваркой (если это предусмотрено технологической запиской).
|
|
|
Использовать предварительный обратный выгиб листовых деталей (стенок и полок балок, листов корпуса резервуаров и др.) для предупреждения угловой деформации (рис. 8).
При сварке листовых резервуарных конструкций (днищ и корпусов) сперва сваривать стыки между листами, а потом стыки между полосами или поясами, при обратном порядке не исключены появление трещин в местах пересечений швов, а также увеличение коробления конструкций.
В необходимых случаях применять предварительный и сопутствующий подогревы.
Применять в необходимых случаях общую или местную термическую обработку сварных соединений.

Рис. 8. Предварительный обратный выгиб для предупреждения угловой деформации:
Дата добавления: 2021-01-20; просмотров: 41; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!