Оборудование для автоматической и контактной сварки.
Оборудование для автоматической сварки
Сущность сварки под флюсом.
Сварка под флюсом — это дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с воздухом.
Сварка под флюсом является одним из основных способов выполнения сварочных работ в промышленности и строительстве. Она существенно изменила технологию изготовления сварных изделий.
По степени механизации процесса различают автоматическую и механизированную сварку под флюсом.
Для получения качественных сварных швов взамен электродных покрытий применяют гранулированное вещество, называемое флюсом.
Автоматическая сварка под флюсом производится при помощи автоматической установки (сварочная головка или
сварочный трактор). Эта установка подает электродную проволоку и флюс в зону сварки, перемещает дугу вдоль свариваемого шва и поддерживает её горение.
Автоматическую сварку под флюсом отличают следующие преимущества:
· высокая производительность, превышающая ручную сварку в 5—10 раз;
· высокое качество сварного шва вследствие защиты металла сварочной ванны расплавленным шлаком от кислорода и азота воздуха, легирования металла;
· экономия электродного металла при значительном снижении потерь на угар, разбрызгивание металла и огарки. При ручной сварке эти потери достигают 20-30 %, в то время как при автоматической сварке под флюсом они не превышают 2-5% ;
|
|
|
· экономия электроэнергии за счет более полного использования теплоты дуги по сравнению с ручной сваркой. Затраты электроэнергии при автоматической сварке уменьшаются на 30-40%.
Кроме того, при автоматической сварке условия труда значительно лучше, чем при ручной: дуга закрыта слоем шлака и флюса, выделение вредных газов и пыли значительно снижено, поэтому нет необходимости в защите зрения и лица сварщика от воздействия излучений дуги, а для вытяжки газов достаточно естественной вытяжной вентиляции. Автоматическая сварка имеет и недостатки, это прежде всего ограниченная маневренность сварочных автоматов и производство сварки главным образом в нижнем положении.
Оборудование для автоматической сварки.
Применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы. Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки и флюса в процессе сварки, перемещение
сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления.
|
|
|
К автоматам с переменной скоростью подачи, у которых скорость подачи электродной проволоки плавно изменяется в зависимости от напряжения сварочной дуги, относится трактор типа АДС-1000-2 завода «Электрик». Он имеет два двигателя для подачи проволоки и его передвижения, что усложняет и утяжеляет конструкцию, но делает ее более универсальной. Трактор АДС 1000-2 рассчитан на сварку электродной проволокой диаметром 3-6 мм силой Тока до 1200 А. Скорость сварки равна 15-70 м/ч. Применяется обычно для сварки под флюсом переменным током. В качестве источника питания может использоваться трансформатор ТСД-1000-3. Без флюса и электродной проволоки масса трактора около 60 кг.
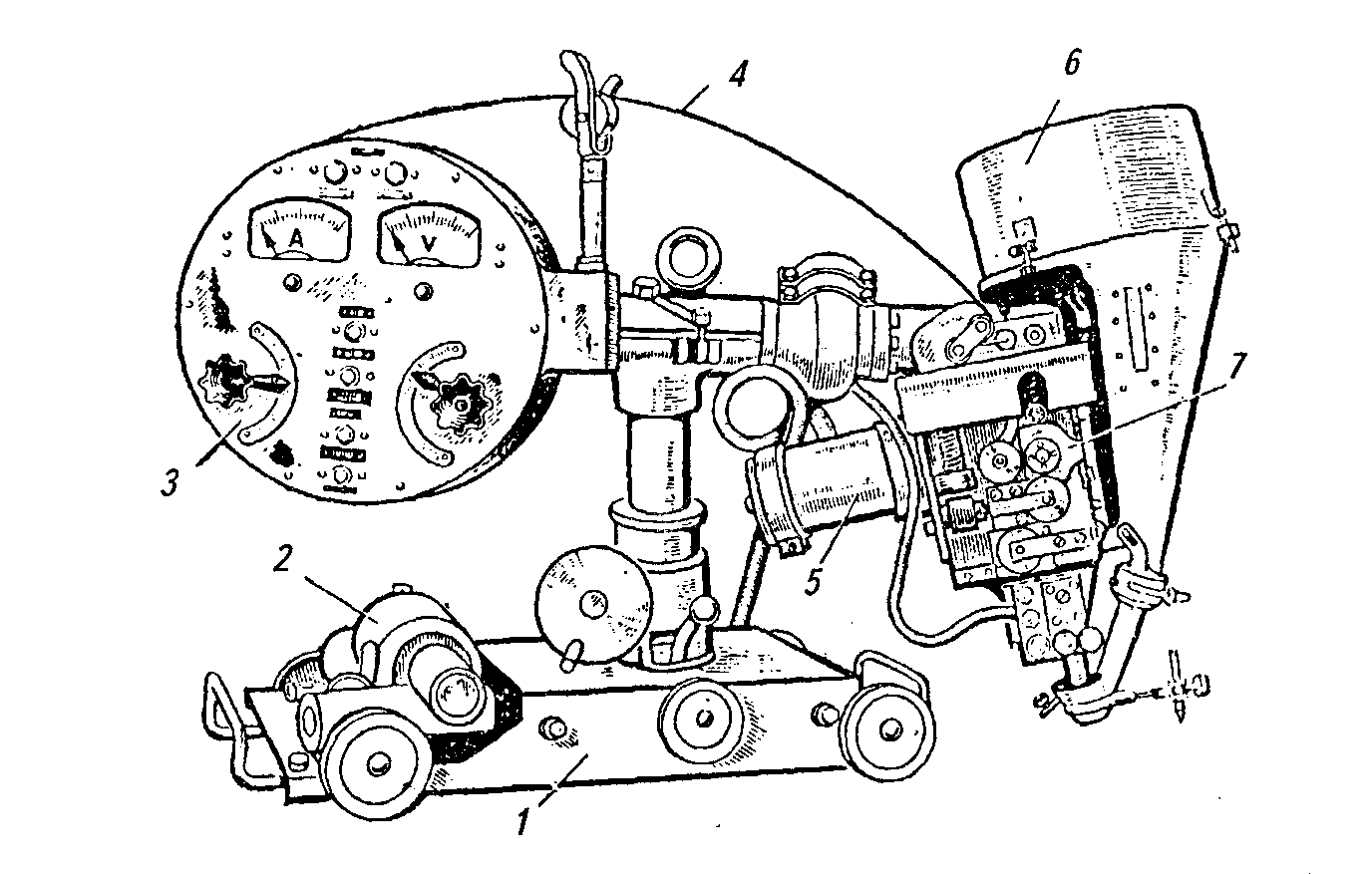
Рис. 2.2 Сварочный трактор АДС-1000-2: 1 — самоходная каретка;
2 — электродвигатель для передвижения автомата; З — пульт управления с кассетой для проволоки; 4 — электродная проволока;
5 — электродвигатель механизма подачи проволоки; 6 — бункер для флюса; 7— механизм подачи проволоки.
Самоходный автомат типа АБС (А-184) предназначен для сварки электродной проволокой диаметром З-6 мм на переменном и постоянном токе до 1500 А продольных и кольцевых швов, стыковых угловых и нахлесточных соединений толщиной от 5 до З0 мм, наплавки вращающихся цилиндрических деталей. Автомат имеет отдельные приставки для наплавки ленточным электродом, тремя электродами, сварки в среде защитных газов.
|
|
|
Автомат смонтирован из трех узлов (комплектов).
Комплект А представляет собой подвесную сварочную головку, состоящую из подающего механизма 3 , мундштука 1 с правильным устройством 2, пульта управления 4 и механизма для направления движения головки по шву. Сменными шестернями механизма подачи регулируется скорость подачи проволоки в пределах 28,5-225 м/ч.
Комплект Б состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппаратуры 6 и катушки 5 для электродной проволоки.
Комплект С самоходная тележка велосипедного типа для передвижения автомата по двум швеллерам, лежащим в одной вертикальной плоскости.
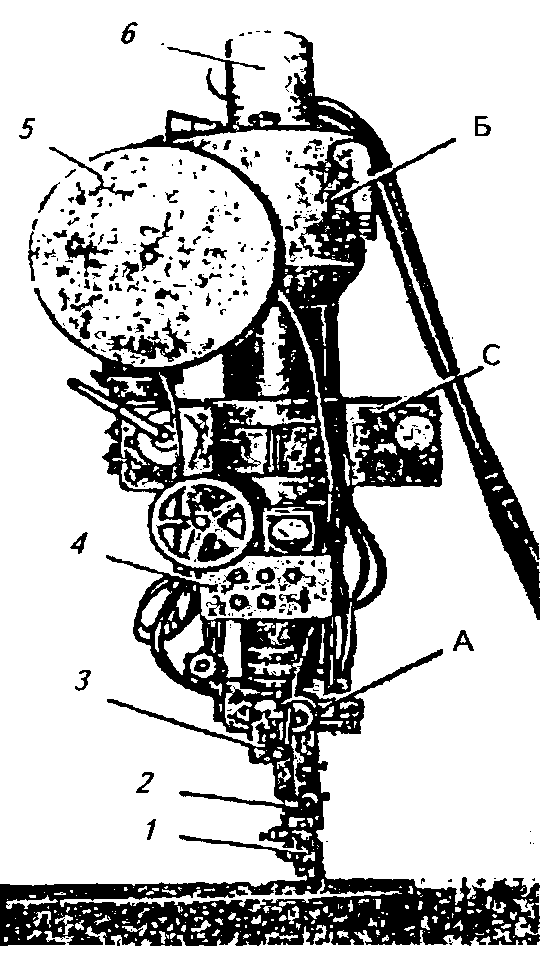
Рис. 2.3
Автомат снабжен шкафом управления, который может использоваться при сварке на переменном и постоянном токе.
Автомат АБС может быть использован в различных вариантах. Например, при сварке кольцевых швов цилиндрических конструкций или наплавке тел вращения автомат может не перемещаться и потребность в узле С отпадает.
|
|
|
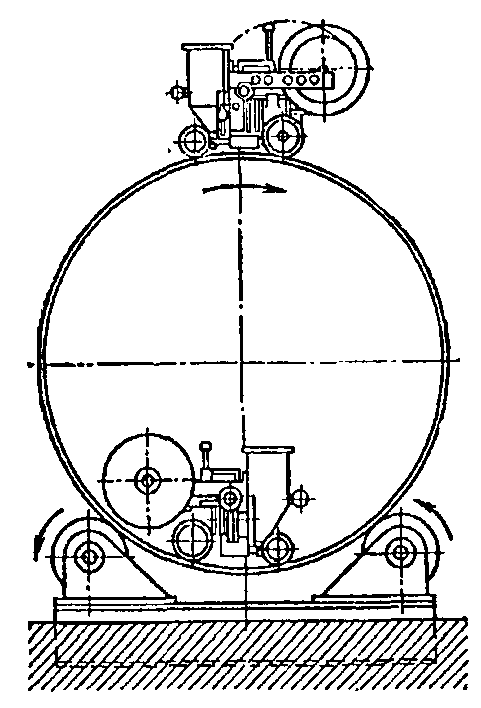
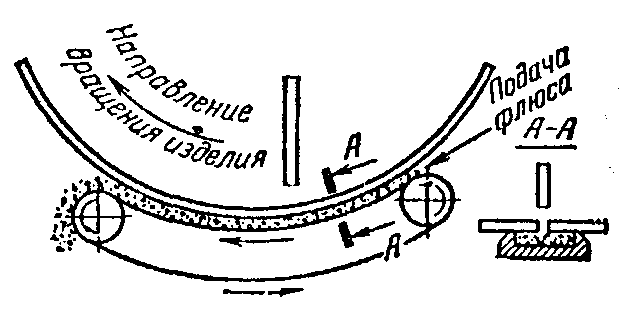
Флюсоременная подушка
Рис. 2.4 Стенд для сварки кольцевых швов
Дата добавления: 2021-01-20; просмотров: 49; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!