Подготовка к разметке и ее основные этапы.
Теоретический материал
При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащее обработке. Переход при обработке за эти риски ведет к порче детали.
Разметку выполняют точно и аккуратно. Ошибки при разметке приводит к браку.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,25 -0,5 мм.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На крупных заводах необходимость в разметке отпадает благодаря использованию специальных приспособлений - шаблонов, кондукторов, упоров и т.п.
Разметка по видам делится на три основные группы: машиностроительная, строительная, котельная и судовая.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную)
Разметка машиностроительная является самой распространенной операцией слесарной обработки.
Разметка - сложная и ответственная работа, требующая очень внимательного выполнения. Производя разметку нужно хорошо читать чертежи, отлично знать разметочный и измерительный инструмент и уметь правильно им пользоваться.
|
|
|
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам. К плоскостной разметке относят и разметку отдельных плоскостей деталей сложной формы, если при этом не учитывается взаимное расположение размечаемых плоскостей.
Приспособления для плоскостной разметки и инструменты
Инструменты и приспособления, применяемые при разметке, объединяются в три основные группы:
1. Инструмент для нанесения и накернивания рисок - чертилки, рейсмасы, штангенрейсмасы, пружинные циркули, разметочные штангенциркули и разной конструкции кернеры.
2. Инструмент для нахождения центров деталей - кернер - центроискатель, угольник - центроискатель, транспортир - центроискатель, спец. приспособления для разметки деталей с большими отверстиями.
Разметочные работы выполняю на разметочных плитах, которые отливают из серого чугуна. Они имеют коробчатую форму и снабжены внутри ребрами жесткости. Верхнюю рабочую поверхность и боковые стороны точно обрабатывают и затем шабрят. На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструменты.
|
|
|
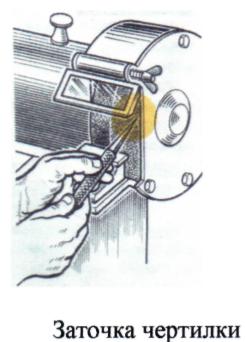
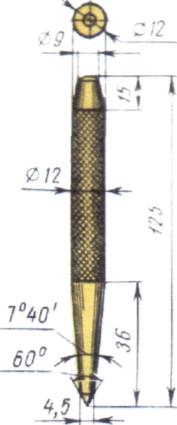
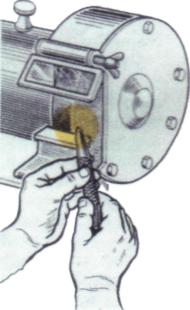
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляют их из стали У10 и У12. Для разметки хорошо обработанных поверхностей используют латунные чертилки, а на алюминий риски наносят карандашом. Обычная круглая чертилка имеет l = 150-120 мм. и d = 4 - 5 мм, один конец которой закален на 20 - 30 мм и остро заточен под 15о, а другой согнут в кольцо d = 25-30мм. По форме они могут быть разными.

 Кернер - слесарный инструмент, применяемый для нанесения углубления (кернов) на предварительно размеченных линиях. Кернение делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали.
Кернер - слесарный инструмент, применяемый для нанесения углубления (кернов) на предварительно размеченных линиях. Кернение делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали.
Обыкновенный кернер - стальной стержень L = 100,125,160 мм и d = 8,10,12 мм со сферическим бойком. Острие кернера затачивают на шлифовальном круге под углом 60о. При более точной разметке угол 30 - 45о, а для разметки центров угол 75о.
|
|
|

Кернер для шаговой разметки состоит из двух кернеров - основного 1 и вспомогательного 2, скрепленных общей планкой 3. Расстояние между ними регулируется при помощи отверстий в планке 3 в зависимости от шага разметочных отверстий. Первое углубление накернивают кернером 1. Затем в это углубление ставят кернер 2 и ударом молотка по кернеру 1 накернивают углубление, затем кернер 2 переставляют в другое положение. Этим достигается точность разметки и повышается производительность.
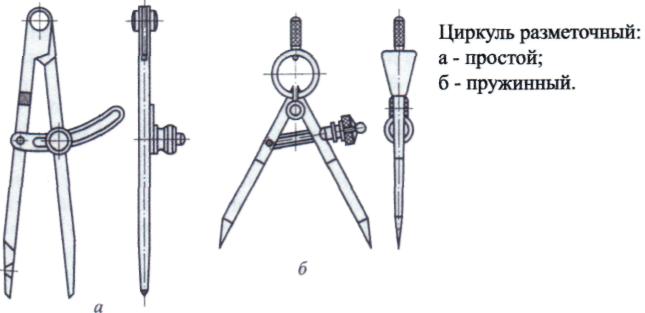
Разметочные циркули применяют для нанесения дуг окружности и деления отрезков и углов на равные части. Циркули изготовляют в двух вариантах: простой, позволяющий фиксировать положение ножек после их установки на размер, и пружинный, применяемый для более точной установки размера.
Подготовка к разметке и ее основные этапы.
Для того, чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить, т.е. покрыть составом, цвет которого контрастен цвету материала размечаемой заготовки, для чего используют специальные составы. Материалы для окрашивания выбирают в зависимости от материала заготовки и от состояния размечаемой поверхности. Обычно используют раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с заготовкой, и сиккатива, способствующего быстрому высыханию этого состава; медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого
|
|
|
и прочного слоя меди; быстросохнущие краски и эмали. Медный купорос может быть применен только в тех случаях, когда заготовки выполнены из черного металла, т.к. между цветными металлами и медным купоросом не происходит химической реакции с осаждением меди на поверхности заготовки.
Заготовки из медных, алюминиевых и титановых сплавов обычно окрашивают быстросохнущими лаками и красками.
Подготовительные работы при разметке включают в себя подготовку красителей, подготовку поверхностей к окрашиванию и само окрашивание.
Мел с добавками разводят до консистенции жидкой сметаны. Медный купорос растворяют в воде в соотношении 1:10 или используют твердый купорос, которым натирают поверхность заготовки.
Перед окраской размечаемую поверхность очищают от грязи, пыли, окалины и обезжиривают.
Окраску заготовки производят кистью или тампоном, нанося состав равномерно тонким слоем.
Затем выполняют разметку. Вначале определяют базу, от которой будут наноситься риски. Базой называется поверхность или специально подготовленные риски, от которых производят измерения и отсчеты размеров в процессе разметки. При плоскостной разметке базами могут служить обработанные под лекальную линейку и угольник наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные.
Риски обычно наносят сначала все горизонтальные, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Разметка закончена, если изображение на плоскости заготовки полностью соответствует чертежу.
Дата добавления: 2021-01-20; просмотров: 102; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!