Чтобы дуга была устойчивой, ее статическая характеристика должна соответствовать внешней статической характеристике источника тока.
Каждый источник питания рассчитывают на определенную нагрузку, при которой он работает, не перегреваясь выше допустимых норм. Сварочная дуга является особого вида активной электрической нагрузкой.
Для зажигания дуги в отличие от обычных потребителей требуется более высокое напряжение, чем для поддержания ее горения.
Дуга горит с перерывами, во время которых происходит либо разрыв электрической цепи, либо короткое замыкание.
При коротком замыкании в момент зажигания и переходе капли расплавленного электродного металла на деталь напряжение падает до нулевого значения.
Как в том, так и в другом случае для последующего восстановления дуги необходимо напряжение порядка 25—30 В, которое должно обеспечиваться за время не более 0,05 с.
Во время горения дуги с изменением ее длины меняются напряжение и сила тока.
Важным условием получения сварного шва высокого качества является устойчивость процесса сварки. Для этого источники питания сварочной дуги должны обеспечивать возбуждение и стабильное горение дуги.
На основании этих особенностей определены требования к источникам питания, которые должны обеспечить три режима:
· рабочий,
· холостого хода и
· короткого замыкания.
Напряжение холостого хода должно в 2—3 раза превышать напряжение горения дуги и быть достаточным для легкого возбуждения дуги, в то же время не превышать нормы безопасности.
|
|
|
Максимальное напряжение холостого хода для источников переменного тока установлено 80 В; для источников постоянного тока — 90 В.
Мощность источника питания должна быть достаточной для выполнения сварочных работ.
Кроме этого необходимо, чтобы источник питания был оснащен устройством для плавного регулирования силы тока.
Сила тока Iк з при коротком замыкании не должна превышать сварочный ток более чем на 40—50%, при этом источник питания должен выдерживать без перегрева и повреждения продолжительные короткие замыкания сварочной цепи.
При очень больших кратностях тока короткого замыкания происходит перегрев электрода и источника питания.
Время восстановления рабочего напряжения от 0 до 30 В после короткого замыкания (при капельном переносе металла от электрода к свариваемому изделию) должно быть менее 0,05 с, что необходимо для устойчивого горения дуги.
При изменении напряжения на дуге сила сварочного тока не должна существенно изменяться, так как значительные отклонения от параметров режима приведут к снижению качества сварного соединения, особенно глубины проплавления.
Источники питания сварочной дуги должны иметь небольшие массу и размеры, быть недорогими и удобными в эксплуатации.
|
|
|
Основными техническими показателями источников питания сварочной дуги являются
· внешняя характеристика,
· напряжение холостого хода,
· относительная продолжительность работы и
· относительная продолжительность включения при прерывистом режиме работы.
Внешняя характеристика источника питания
Внешней характеристикой источника питания называется зависимость напряжения на зажимах источника от силы тока нагрузки при постоянном значении напряжения питающей сети в установившемся режиме.
В зависимости от конструкции источников питания внешние характеристики могут быть (рис. 1.5) крутопадающими 1, пологопадающими 2, жесткими 3 и возрастающими 4.

Рис. 1.5. Внешние характеристики источников питания:
1 — крутопадающая; 2 — пологопадающая; 3 — жесткая; 4 — возрастающая
По виду статических внешних характеристик источники тока можно подразделить на источники с падающими (ПВХ) «крутыми» и «пологими», или жесткими (ЖВХ) внешними характеристиками. Источники с внешними характеристиками двух видов называются универсальными.
Некоторые характеристики качества сварного шва прямо или косвенно зависят от свойств источника сварочного тока:
|
|
|
• количественные характеристики — глубина проплавления, ширина шва, выпуклость;
• качественные характеристики — подрезы, включения, чешуйчатость.
При низкой надежности зажигания дуги и неустойчивом процессе дуга горит с частыми и длительными перерывами, в результате образуется неровный шов с непроварами, перетяжками и включениями окислов и шлака.
При устойчивом, но нестабильном процессе дефекты формы не столь значительны, но все же заметны. Они обнаруживаются при отклонении тока и напряжения длительностью более 1 с.
Чтобы дуга была устойчивой, ее статическая характеристика должна соответствовать внешней статической характеристике источника тока.
Для этого необходимо, чтобы вольт-амперные характеристики дуги и соответствующие характеристики источника питания пересекались в одной точке (рис. 1.6), т.е. когда иа=иист.
Из приведенного графика видно, что при изменении длины дуги у источника сварочного тока с крутопадающей характеристикой происходит незначительное изменение сварочного тока, а у источника с пологопадающей характеристикой даже незначительное изменение длины дуги вызывает значительное изменение сварочного тока.
|
|
|
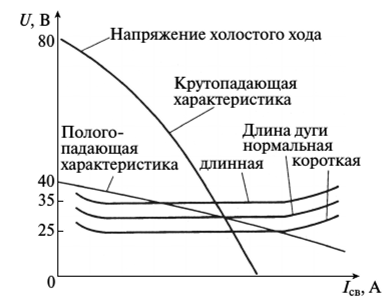
Рис. 1.6. Внешние характеристики источников питания и статическая вольт-амперная характеристика дуги
Требования к виду внешних характеристик определяются такими показателями сварочного процесса, как
· тип электрода (плавящийся, неплавящийся);
· характер среды, в которой происходит сварка (открытая дуга, дуга под флюсом, в защитных газах);
· степень механизации (ручная, механизированная, автоматическая сварка);
· способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги).
Источники питания для сварки выбирают по их внешней характеристике.
Источник питания для ручной сварки должен быть с крутопадающей внешней характеристикой, так как в этом случае достигается устойчивое горение дуги при различной ее длине, что очень важно при ручном перемещении электрода.
При полуавтоматической сварке плавящимся электродом в защитном газе источник питания должен иметь жесткую или пологопадающую внешнюю характеристику.
Источник питания с возрастающей характеристикой применяют в основном для автоматической сварки и наплавки под флюсом.
Для ручной дуговой сварки покрытыми штучными электродами, аргонодуговой сварки вольфрамовым электродом, сварки под слоем флюса на автоматах с регулированием скорости подачи электродной проволоки в зависимости от напряжения дуги используются источники с ПВХ.
При дуговой сварке в зависимости от вида сварочных работ, качества и размеров электродов выбирают различную силу тока дуги, поэтому в источниках питания предусмотрены регулировки, позволяющие получать различные режимы работы.
Энергетические параметры режима сварки — сила тока I св и напряжение дуги U обычно настраиваются перед началом сварки с помощью регуляторов, имеющихся в составе источника. Для увеличения силы тока нужно увеличить напряжение холостого хода или снизить сопротивление источника (рис. 1.7).

Рис. 1.7. Регулировка сварочного тока изменением напряжения (а) и изменением внутреннего сопротивления (б)
При ПВХ источник питания работает в режиме регулятора сварочного тока. Сварочный ток может регулироваться в заданном диапазоне плавно или ступенчато. По технологическим условиям часто используют плавно-ступенчатое регулирование, когда две или более ступени регулирования сочетаются с плавным регулированием внутри каждой ступени.
Регулирование сварочного тока при ПВХ выполняется при приблизительном постоянстве напряжения холостого хода.
Каждому виду сварки соответствует определенная крутизна наклона ПВХ.
Большинство серийных источников обеспечивают плавное регулирование, но иногда регулятор позволяет изменять напряжение холостого хода или сопротивление источника только дискретно.
Например, число витков при витковом регулировании может быть только целым.
В данном случае регулирование получается ступенчатым, при этом разрыв между смежными значениями токов не должен превышать 7,5% большего из них. Для увеличения кратности регулирования плавное регулирование иногда дополняют ступенчатым на 2—3 ступени, при этом диапазоны регулирования ступеней должны перекрываться (рис. 1.8).
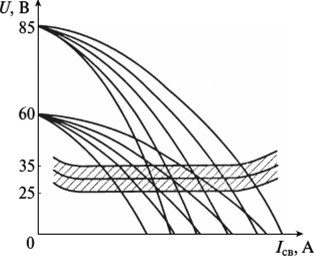
Рис. 1.8. Двухступенчатое плавное регулирование сварочного тока
Для соединения деталей малой толщины при сварке покрытыми электродами и сварке в защитном газе неплавящимся электродом применяется импульсно-дуговая сварка.
За время импульса на изделии образуется круглая ванночка небольших размеров, металл которой в течение паузы tп успевает частично закристаллизоваться.
Параметры импульса, ток Iи и время tи подбираются так, чтобы обеспечить полное проплавление без прожога изделия, а параметры паузы — чтобы гарантировать получение непрерывного шва (рис. 1.9, а).
Для импульсно-дуговой сварки применяются источники питания, у которых сварочный ток не зависит от длины дуги (рис. 1.9, б). Они имеют ступенчатое регулирование сварочного тока, которое достигается изменением внутреннего сопротивления источника.

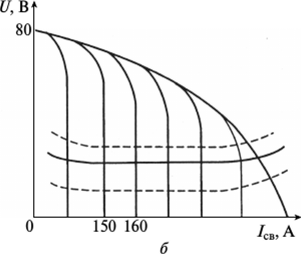
Рис. 1.9. Импульсно-дуговая сварка: а — изменение сварочного тока во времени; б — зависимость напряжения на дуге от величины сварочного тока
Дата добавления: 2020-12-22; просмотров: 84; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!