Порядок выполнения отчета по практической работе
Практическая работа
Тема 4. Методы выявления наружных дефектов сварных соединений
Определение качества сборки деталей на прихватках визуально-измерительным методом контроля.
Учебная цель: Изучить назначение контроля качества сборки сварных швов.
Учебная задача: Ознакомиться с видами контроля качества сварных швов.
Оборудование и оснащение:
1. Тетрадь общая 48 листов.
2. Ручка.
3. Секундомер.
Время выполнения 90 мин.
Краткие теоретические и учебно-методические материалы по теме практической работы
Внешний осмотр и обмеры сварных швов – наиболее простые и широко распространенные способы контроля их качества. Они являются первыми контрольными операциями по приемке готового сварного узла или изделия.
С помощью внешнего осмотра сварных швов выявляют наружные дефекты: непровары, наплывы, прожоги, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производится как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Приступая к осмотру, сварной шов и прилегающую к нему поверхность основного металла на ширину не менее 20 мм. по обе стороны шва очищают от шлака, брызг расплавленного металла, окалины и других загрязнений, которые могут затруднить проведение осмотра. Осматривать швы необходимо по всей их протяженности.
По результатам осмотра можно судить о местах расположения и характере внутренних дефектов. Например, подрез на одной из сторон шва и наплыв на другой указывают на возможный непровар по кромке. Непостоянная ширина шва часто является следствием неравномерной ширины зазора. В местах с малым зазором могут образоваться непровары, а с большим – прожоги. Перекосы и смещение кромок, а также большая высота шва могут быть причиной непроваров.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое –увеличивает внутренние напряжения и деформации. У стыкового шва проверяют его ширину, высоту выпуклости и размер обратной подварки корня, в угловом шве (нахлесточное и тавровое соединения) измеряют катет. Замерные величины должны соответствовать ТУ или ГОСТам. Размеры сварного шва контролируют измерительными инструментами или специальными шаблонами.
Контроль непроницаемости сварных швов и соединений.
Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости для различных жидкостей и газов. Во многих сварных конструкциях (резервуары, трубопроводы, холодильная и вакуумная аппаратура) сварные швы подвергаются контролю на непроницаемость. Этот вид контроля производится после окончательного монтажа сварной конструкции. Дефекты, выявленные внешним осмотром устраняются до начала испытаний. Непроницаемость сварных швов контролируют керосином, аммиаком, воздушным или гидравлическим давлением, вакуумированием или газоэлектрическими течеискателями.
Контроль керосином.
В процессе испытания сварные швы покрывают водным раствором мела (350 – 450 г. молотого мела на 1 л. воды) или каолина с той стороны, которая более доступна для осмотра и выявления дефектов. После высыхания покрытой поверхности обратная сторона шва обильно смачивается керосином. Неплотности швов выявляют появлением жирных желтых точек или полосок керосина на меловом или каолиновом покрытии. Появление отдельных точек указывает на наличие пор и свищей, а полосок – сквозных трещин или непроваров.
Контроль аммиаком.
В процессе испытаний на одну сторону шва укладывают бумажную ленту или светлую ткань, пропитанную 5% - ным раствором азотно-кислой ртути, а с другой стороны обрабатывают шов смесью аммиака с воздухом под давлением. Аммиак, проникая через неплотности сварного шва, окрашивает пропитанную индикатором бумагу или ткань в серебристо-черный цвет. При использовании в качестве индикатора спиртового раствора фенолфталеина его тонкой струей льют на контролируемый шов. Если в шве имеются неплотности, аммиак проходит через них и окрашивает индикатор в ярко-красный с фиолетовым оттенком цвет.
Контроль воздушным давлением.
Это испытание проводят с целью контроля общей непроницаемости сосудов и трубопроводов, работающих под давлением.
Малогабаритные сварные изделия полностью герметизируют газонепроницаемыми заглушками и погружают в ванну с водой с таким расчетом, чтобы над изделием был слой воды в 20-40 мм. После этого в изделие через редуктор от воздушной сети или из баллона подают сжатый газ (воздух, азот, инертный газы) пол давлением, на 10-20% превышающим рабочее.
Крупногабаритные изделия герметизируют и создают в них испытательное давление. После этого сварные швы промазывают пенным индикатором (водный раствор мыла), который пузырится в местах неплотностей.
Контроль гидравлическим давлением.
Перед испытанием сварное изделие (котел, паро-, водо-, газопроводов) полностью герметизируют водонепроницаемыми заглушками. Сварные швы с наружной стороны тщательно обрабатывают ветошью или обдувают сжатым воздухом до получения сухой поверхности. После полного заполнения изделия водой с помощью насоса или гидравлического пресса создают испытательное давление (в 1,5-2 раза больше рабочего). Дефектные места определяют по появлению течи, просачиванию воды в виде капель, запотеванию на поверхности шва или вблизи него.
Также существуют ультразвуковой и радиационный контроль качества сварных швов.
Сущность радиационного контроля основана на свойстве рентгеновских лучей проникать через металлические тела. После обработки рентгеновской пленки дефекты шва приобретают вид темных полос, пятен или черточек.
Задания для практического занятия:
Вариант1:
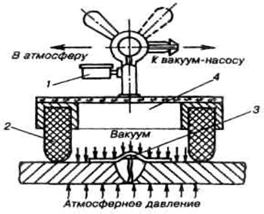
Определите способ и метод проверки качества сварных швов прибором,
изображенным на рисунке. Укажите область его применения.
Вариант2:
Укажите способы контроля качества сварных швов емкости для хранения
нефтепродуктов. Выберите наиболее эффективный. Обоснуйте ответ.

Вариант3:
Проведите сравнительный анализ качества зачистки сварных швов после
сварки способами, изображенными на рисунках. Перечислите основные
положения безопасного выполнения данной конструкции.


Рис. а) Рис. б)
Вариант4:
Предложите способ контроля, указанной на рисунке конструкции.

Вариант5:
Предложите способы контроля качества конструкции, показанной на
фотографии?

Вариант6:
Охарактеризуйте способ контроля сварной конструкции, изображенной
на рисунке.
Инструкция по выполнению практической работы
1. Внимательно изучите теоретический блок.
2. Результат запишите в тетрадь.
Порядок выполнения отчета по практической работе
Отчет должен содержать:
1. Название работы.
2. Цель работы.
3.Задание.
4.Результаты выполнения задания.
5. Вывод по работе.
Дата добавления: 2020-12-22; просмотров: 143; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!