Выбираем угол наклона главной режущей кромки.
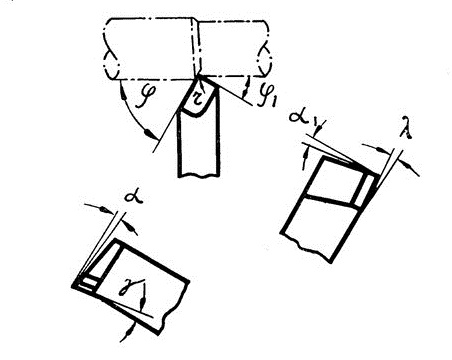
Геометрические параметры и форма режущей части резцов.
Обозначения геометрических параметров.
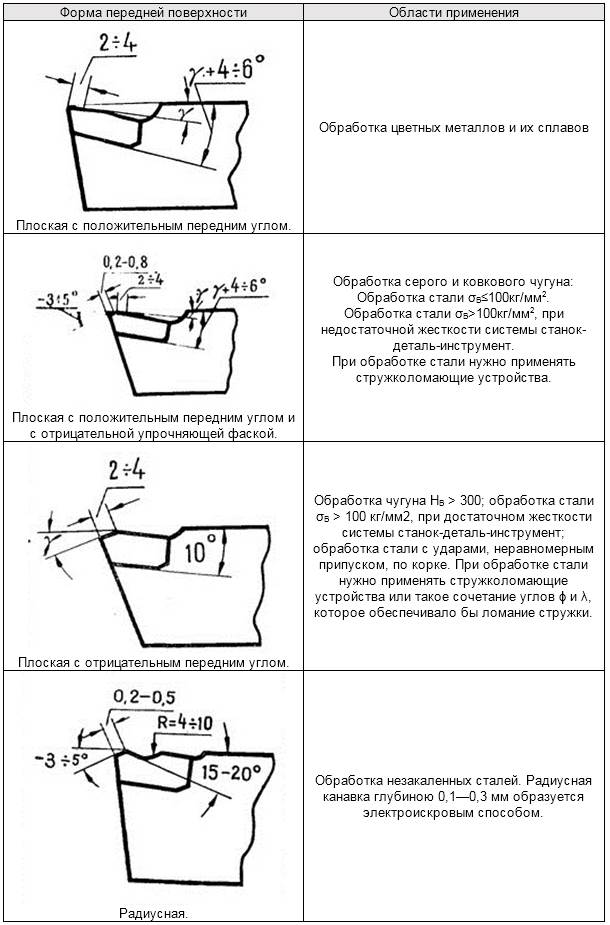
Выбираем форму передней поверхности.
В зависимости от типа резца, механических свойств обрабатываемого материала и условий обработки рекомендуются следующие основные формы передней поверхности:
Стружколомание .
Стружколомание необходимо при обработке стали с высокими скоростями резания.
Радиусная форма передней поверхности, показанная выше обеспечивает безопасный отвод и ломание стружки.
При плоской форме передней поверхности завивание и ломание стружки обеспечивают:
а) Стружколомающие уступы, выточенные параллельно главной режущей кромке или под некоторым углом к ней;
б) Припаянные пластинки — стружколоматели;
в) Накладные стружколоматели разных конструкций.
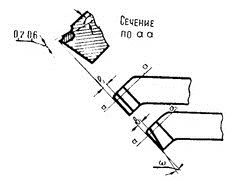
Рис.1. Стружколомающие уступы.
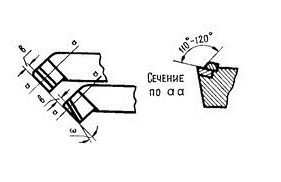
Рис.2. Припаянная пластинка стружколоматель.
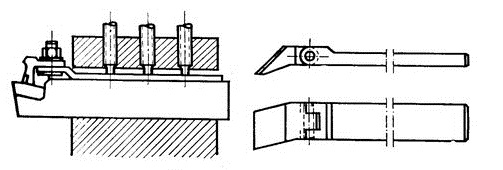
Рис.3. Накладные стружколоматели.
Размеры основных элементов стружколомающих уступов и припаянных стружколомателей:
| Глубина резания, мм | Подача, мм/об. | Размер «β», мм | ω° |
| До 4 | 0,2-0,7 | 1,5-6 | 20 |
| 4-8 | 0,2-1,0 | 3-8 | 15 |
| 8-15 | 0,4-2,0 | 4-10 | 10 |
Рекомендации по выбору геометрических параметров.
При обработке стали с пределом прочности до 100 кг/мм2 и чугуна с твердостью по Бринеллю до 300 рекомендуется применять положительные передние углы.
|
|
|
Отрицательные передние углы следует применять только в тех случаях, когда требуется максимально возможное повышение эксплуатационной прочности режущей части резца.
Безвибрационная работа с отрицательными передними углами может быть обеспечена лишь при соответствующей жесткости системы С-Д-И.
Выбираем задний угол.
Главный задний угол α следует выбирать в следующих пределах:
| Типы резцов | Главный задний угол α° | |
| Обработка стали | Обработка чугуна | |
| Токарные и револьверные всех типов | 8÷12 | 6÷10 |
| Расточные | 10÷14 | 10÷14 |
| Строгальные всех типов | 6÷8 | 4÷6 |
Меньшие величины углов рекомендуются для подач >0,3 мм/об. Большие величины углов рекомендуются для подач ≤0,3 мм/об.
Вспомогательный задний угол α1, назначается равным главному заднему углу α у всех резцов, кроме отрезных и прорезных, у которых α1 = 1 — 2°.
Выбираем передний угол.
Передний угол γ, в зависимости от обрабатываемого материала и вида обработки, рекомендуется выбирать в следующих пределах:
| Обрабатываемый материал | Передний угол у° |
| Сталь σВ до 80 кг/мм2 | от 16 до 10 |
| ̶ „ ̶ σВ до 80—100 кг/мм2 | от 12 до 6 |
| ̶ „ ̶ σВ свыше 100 кг/мм2 | от 6 до -5 |
| Чугун НВ до 200 | от 12 до 8 |
| ̶ „ ̶ НВ=200-300 | от 8 до 4 |
| ̶ „ ̶ НВ свыше 300 | от 0 до -6 |
| Медь | от 25 до 20 |
| Бронза и латунь | от 12 до 6 |
| Алюминий чистый | от 35 до 25 |
| Алюминиевые сплавы вязкие | от 14 до 10 |
| —,,— — „— с кремнием | от 10 до 6 |
| Магниевые сплавы | от 12 до 8 |
Выбираем главный угол в плане.
|
|
|
Главный угол необходимо выбрать 30 — 45° в плане ϕ. А если возникает потребность более высокой жесткости системы С-Д-И, то главный угол в плане ϕ нужно выбрать в пределах 60 — 90°.
Выбираем угол наклона главной режущей кромки.
Для токарных и строгальных резцов рекомендуемый положительный угол наклона главной режущей кромки γ в пределах 10 — 15°, при работе с ударной нагрузкой.
Для всех других условий работы угол наклона главной режущей кромки у токарных резцов рекомендуется делать равным 0°.
Дата добавления: 2020-12-22; просмотров: 79; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!