Техника ручной дуговой сварки
При сварке нижних стыковых швов электрод располагают под углом 70-80° к заготовке для обеспечения равномерного покрытия жидкого металла расплавленным шлаком. Для образования сварного шва (рис.1.5, а) электроду сообщается сложное движение: поступательное вдоль оси со скоростью плавления
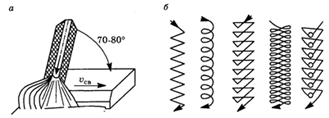
Рис.1.5. Положение (а) и поперечное движение (б) электрода при сварке нижних стыковых швов

Рис.1.6. Положение и движения электрода при сварке однослойных швов
стержня для поддержания определенной длины дуги и вдоль кромок со скоростью сварки. Колебание конца электрода поперек шва (рис.1.5, б) необходимо для получения определенной его ширины, хорошего провара кромок и замедления остывания сварочной ванны. Характер колебательных движений определяется формой, размером и положением шва в пространстве. При сварке необходимо внимательно следить за расплавлением кромок основного металла и конца электрода, проваром корня шва и не допускать затекания жидкого шлака вперед дуги. При сварке однослойных швов (рис.1.6, а) дуга возбуждается на краю скоса кромки (в точке А), а затем перемещается вниз для проваривания корня шва. На скосах кромок движение электрода замедляется для исключения прожога в зазоре. При сварке многослойных швов (рис.1.6, б) особое внимание уделяется качественному выполнению первого слоя с проваром корня шва, определяющего прочность всего шва. Процесс заканчивается заваркой кратера. Сварка вертикальных швов (рис.1.6, в) выполняется короткой дугой при перемещении электрода снизу вверх и сверху вниз. При сварке горизонтальных швов дуга возбуждается на нижней горизонтальной кромке, а затем переносится на наклонную для поддержания стекающей капли металла. Сварка потолочных швов (рис.1.6, г) выполняется короткой дугой при периодическом замыкании электрода с ванной жидкого металла. Короткие швы длиной до 250 мм сваривают за один проход, т.е. при движении электрода от начала шва к концу. Средние (250-1000 мм) и длинные, более 1000 мм, сваривают за несколько проходов от середины к краям или обратноступенчатым способом.
|
|
|
Порядок проведения работы
1. Ознакомиться с процессом зажигания и строением электрической сварочной дуги. 2. Изучить обозначение покрытых электродов. 3. Изучить устройство и работу сварочного трансформатора и выпрямителя. 4. Выбрать режим сварки стали, выбрать тип сварочного трансформатора или выпрямителя, привести его электрическую схему, выполнить сварку и заполнить табл. 1.5. Содержание отчета
1. Схема и краткое описание строения электрической дуги, типов электродов, их покрытий
2. Схема выбранного сварочного трансформатора, выпрямителя, описание его устройства и работы.
|
|
|
3. Выбранный режим сварки (табл.1.5)
Таблица 1 5 Таблица результатов
| Марка и толщина свариваемого металла | Тип, марка и диаметр электрода | Напряжение горения дуги, В | Сила свароч- ного тока, А | Качество сварного шва по внешнему виду |
Задание № 1 Изучить лабораторную работу, закрепить знания по процессу зажигания дуги и её строении, повторить обозначение покрытых электродов, выполнить таблицы № 1.2 и 1.3 и таблицы отправить мне в ВК или на почту.
Начало формы
Дата добавления: 2020-11-29; просмотров: 74; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!