Объяснение нового материала (20-25 мин.)
Материально-техническое (на одного ученика):
Оборудование: колодка, разводка.
Инструменты: трехгранный напильник, стамеска, долото, нож рубанка, пила.
Материалы: бруски, оселок.
2. ТСО:компьютер, проектор, экран.
3. Дидактическое: электронные плакаты «Заточка дереворежущих инструментов» (см. Приложение 8), «Правка и доводка лезвий заточенных инструментов» (см. Приложение 9), «Прифуговка вершин зубьев пил напильником в колодке» (см. Приложение 10), «Форма зубьев пил» (см. Приложение 11), «Крепление пилы при заточке» (см. Приложение 12), «Заточка зубьев напильниками» (см. Приложение 13), «Разводка пил» (см. Приложение 14).
Методическое:
- План – конспект занятия.
Структура урока:
1. Организационный момент – 2-3 мин.
1.1 Приветствие учащихся.
1.2 Проверка присутствующих учащихся по списку.
1.3 Проверка подготовленности к занятию.
2. Проверка домашнего задания – 5-10 мин.
2.1 Письменный ответ по карточке №3.
2.2 Письменный ответ по карточке №4.
2.3 Терминологический диктант.
3. Сообщение темы, цели урока – 2-3 мин.
4. Актуализация знаний – 4-5 мин.
5. Объяснение нового материала – 20-25 мин.
5.1 Заточка стамески, долота и ножа для струга.
5.2 Доводка и правка лезвия.
5.3 Заточка зубьев пил для продольной и поперечной распиловки.
5.4 Развод зубьев пилы.
5.5 Закрепление изученного материала – 4-5 мин.
6. Практическая работа – 40-45 мин.
6.1 Вводный инструктаж.
6.2 Заточка и развод зубьев пил.
|
|
|
6.3 Правка и доводка лезвий ножей для стругов, стамесок и долот.
6.4 Заключительный инструктаж.
7. Уборка рабочих мест – 5-7 мин.
8. Задание на дом – 3-4 мин.
ИТОГО: 80 мин.
Ход урока:
Организационный момент (2-3 мин.)
Методические рекомендации. Вначале урока преподаватель приветствует учащихся; проверяет присутствующих учащихся по списку; проверяет подготовленность к занятию (наличие письменных принадлежностей, внешний вид).
Проверка домашнего задания (5-10 мин.)
2.1 Письменный ответ по карточке №3 «Конструкторская документация»
Прочитай вопрос и подготовь письменный ответ на него.
Что называется конструкторской документацией? Для этого вспомни:
- по каким правилам выполняется конструкторская документация;
- что относится к конструкторской документации;
- в какой последовательности выполняется чертёж изделия.
Сделай вывод.
2.2 Письменный ответ по карточке №4 «Технологическая документация»
Прочитай вопрос и подготовь письменный ответ на него.
Что называется технологической документацией? Для этого вспомни:
- что является основными технологическими документами;
- что относится к технологическому процессу;
- с чего начинается разработка технологического процесса.
|
|
|
Сделай вывод.
Терминологический диктант
Методические рекомендации: учитель предлагает всему классу в письменной форме написать определения следующим терминам: чертеж, сборочный чертеж, спецификация, схема, технологическая карта, маршрутная карта, технологическая операция.
Сообщение темы, цели урока (2-3 мин.)
Методические рекомендации. Учитель объявляет тему занятия «Заточка деревообрабатывающих элементов», и сообщает цель урока: сформировать умения заточки столярного инструмента.
Актуализация знаний (4-5 мин.)
Методические рекомендации. В процессе работы режущая кромка инструмента в результате истирания и выкрашивания затупляется. Работать таким инструментом гораздо труднее, т. к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому периодически выполняют заточку режущих инструментов. Кроме того, в работе легче поранить руку тупым инструментом, чем остро заточенным. Для актуализации знаний учитель предлагает устно ответить на вопрос по технике безопасности, спрашивая учащихся индивидуально.
Вопрос для повторения:
Какие правила по технике безопасности необходимо соблюдать при заточке режущего инструмента? (Примерный ответ учащихся: надёжно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины); обе руки держать на ноже; не делать сильных, резких движений; не проверять качество заточки пальцами или ногтём; при заточке и разводе зубьев пилы остерегаться ранение рук; закрывать не затачиваемые зубья пилы специальным чехлом; не производить заточку без разрешения учителя).
|
|
|
Объяснение нового материала (20-25 мин.)
Методические рекомендации. Учащиеся уже знают о технологическом процессе подготовки дереворежущих инструментов к работе. Опираясь на эти знания и сообщив тему занятия, учитель предлагает ученикам самостоятельно ознакомиться с данной темой по соответствующему параграфу учебника. Затем совместно с учащимися он подробно рассматривает технологию выполнения заточки дереворежущих инструментов.
Если посмотреть под микроскопом или в лупу на режущую кромку, то можно заметить, что она не острая, а округленная. И чем больше округление режущей кромки, тем более тупым является лезвие инструмента. Тупым лезвием трудно резать, так как оно уже не перерезает волокна, а сминает их. Обработанная тупым лезвием поверхность шероховатая, с заколами, разрывами волокон.
|
|
|
Чтобы режущую кромку сделать острой, необходима заточка лезвия инструмента. Заточку производят на заточных станках или вручную. Заточной станок состоит из заточного (абразивного) круга, насаженного на вал и приводимого во вращение рукояткой (см. рис.7, а) или от электродвигателя (см. рис.7, б). Заточной круг имеет такое направление вращения, что его затачивающая поверхность движется сверху вниз.
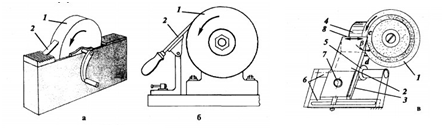
Рис. 7. Электронный плакат «Заточка дереворежущих инструментов: а – ножа рубанка на ручном точиле; б – стамески на электрочиле; в – ножа рубанка на станке СЗШ – 1: 1 – заточной круг, 2 – затачиваемый инструмент, 3 – упор, 4 – электродвигатель, 5 – суппорт направляющие суппорта зажим ножа, 6 – направляющие суппорта, 7 – зажим ножа, 8 – режущая кромка»
Затачивать инструменты можно как на цилиндрической поверхности заточного круга, так и на торцевых.
При заточке всех режущих инструментов на электроточилах есть одна особенность — это расположение режущей кромки впереди затачиваемой поверхности, чтобы она обдувалась набегающим потоком воздуха (не синела и не отпускалась). Если лезвие посинело, значит, оно нагрелось до такой температуры, при которой металл потерял свою твердость. Такое лезвие быстро затупляется, усилие резания при этом возрастает в несколько раз, резко ухудшается качество обработанной поверхности. Однако расположение инструмента при заточке лезвием вперед является более опасным, так как возможен его выброс вращающимся кругом. Поэтому затачиваемый инструмент надежно прижимают к упору и осторожно, плавно подводят его лезвие к кругу.
Затачивают (стачивают) на режущих инструментах обычно более малую поверхность их лезвий, например на ножах рубанков и стамесок — заднюю (см. рис. 8, 2), а на зубьях продольных пил — переднюю и заднюю (см. рис. 12). При этом снимается меньший объем металла лезвия, экономятся инструменты, трудозатраты и время.
Затачивают инструмент до тех пор, пока режущая кромка не станет острой. Это можно проверить на кусочке древесины, который будет резаться, а не скользить по тупой кромке. О том, что режущая кромка заточилась, сигнализирует образование искр на передней поверхности лезвия при его заточке.
Заточку ножей рубанков и фуганков в школьных мастерских обычно выполняют на электроточиле ЭТШ-1 или на заточном станке СЗШ-1. Нож на станке СЗШ-1 крепят и перемещают в специальном суппорте под определенным углом к торцевой плоскости вращающегося заточного круга, тем самым создавая постоянный угол заострения Р (см. рис. 7, в).
За счет того, что плоскость круга немного развернута к плоскости ножа, задняя поверхность ножа получается вогнутой по дуге сс1 (см. рис. 7, в). Образуется так называемая «сабельная» заточка лезвия. Такое лезвие хорошо и быстро правится (доводится) на оселке.
Контролировать правильность заточки и величину угла заострения лезвия можно по шаблону или угломером.
Затачиваемый инструмент во время заточки держат двумя руками, плавно перемещают вдоль режущей кромки, периодически охлаждают в воде, чтобы лезвие не перегревалось. Заточку ведут в защитных очках. При заточке полукруглой стамески ее еще и вращают относительно своей оси. Угол наклона инструмента выбирают так, чтобы затачивалась вся стачиваемая поверхность и образовывался нужный угол заострения лезвия в пределах 30 … 45°.
Косые стамески затачивают с двух сторон с расположением режущей кромки вверх. В целях безопасности учащимся работать самостоятельно на заточных станках запрещается!
На заточенном лезвии образуются заусенцы. Их снимают путем доводки лезвия на плоском мелкозернистом бруске. При доводке лезвие инструмента сточенной поверхностью плотно прижимают к бруску и перемещают круговыми или перекрестными движениями, пока заусенцы не исчезнут (см. рис 8).
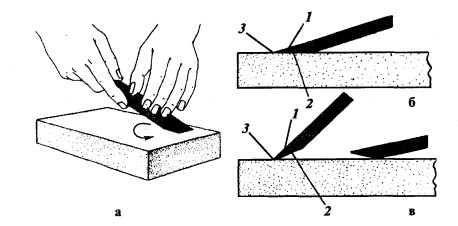
Рис. 8. Электронный плакат «Правка и доводка лезвий заточенных инструментов: а – снятие заусенцев и заострение режущей кромки; б – правильное положение лезвия при заточке; в – неправильное; 1 – передняя поверхность лезвия, 2 – задняя поверхность лезвия, 3 – режущая кромка»
Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске (оселке). Оселок смачивают водой и перемещают по всей затачиваемой поверхности круговыми движениями. Периодически правят лезвие и по другой его поверхности. После правки лезвие и оселок промывают водой и протирают насухо.
Заточка пил более сложна. Перед заточкой зубьев пил их прифуговывают напильником, закрепленным в специальном приспособлении – колодке (см. рис.9).

Рис. 9. Электронный плакат «Прифуговка вершин зубъев пил напильником в колодке: 1 – колодка; 2 – напильник; 3 – пила»
Прифуговка — выравнивание по одной линии вершинок зубьев посредством срезания их напильником при его движении вдоль зубьев. В результате прифуговки срезают вершинки выступающих зубьев.
Зубья поперечных пил затачивают с косой боковой заточкой под углом 01 (см. рис.10, а) трехгранным (личным) напильником с мелкой насечкой. При этом пилу закрепляют зубьями вверх в деревянных прокладках в зажиме верстака (см. рис. 11, а) или в тисках (см. рис. 11, б).
Вначале затачивают зубья с двух сторон с видимыми боковыми скосами двумя-тремя движениями по ним напильника с наклоном под углом к плоскости пилы (см. рис.10, а, г; рис.11, б). Затем пилу закрепляют, повернув к себе не заточенные боковые поверхности, и их также затачивают.
Затачивают зубья до образования острой вершинки и острой боковой режущей кромки. П2
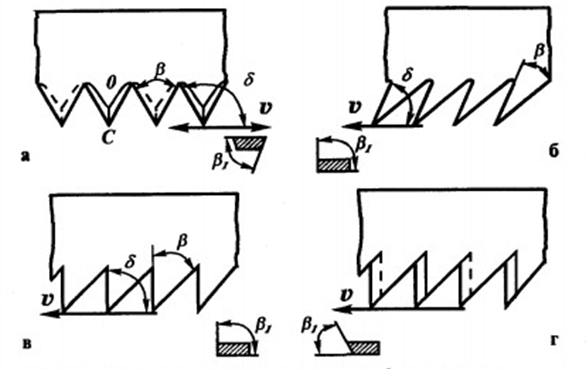
 Рис. 10. Электронный плакат «Форма зубьев пил: а – поперечных; б, в – продольных; г – смешанной распиловки; v – направление резания; b – угол заострения; б – угол резания; б1 – угол косой боковой заточки»
Рис. 10. Электронный плакат «Форма зубьев пил: а – поперечных; б, в – продольных; г – смешанной распиловки; v – направление резания; b – угол заострения; б – угол резания; б1 – угол косой боковой заточки»
Рис. 11. Электронный плакат «Крепление пилы при заточке: а – в зажиме верстака; б – в тисках: 1 – пила, 2 – зажимные планки, 3 – напильник»
Зубья пил затачивают по передней и задней поверхностям. Переднюю поверхность затачивают под углом боковой заточки 01 до образования острой режущей кромки. При этом применяют трехгранные и ромбические (см. рис. 12) напильники с мелкой насечкой. Напильник перемещают под углом заточки и под наклоном от основания зуба к вершине.
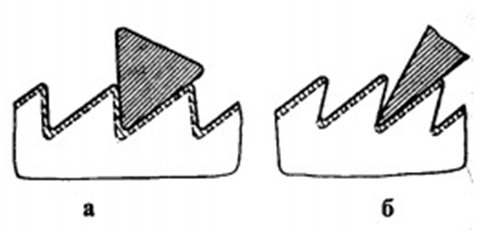
Рис. 12. Электронный плакат «Заточка зубъев напильниками: а – треугольным; б – ромбическим»
Чтобы полотно пилы свободно перемещалось, в пропиле производят развод зубьев пил. При разводе зубьев пил их поочередно отгибают в разные стороны через один зуб (см. рис. 13, а). Развод зубьев производят разводкой (см. рис. 13, б). При этом зуб пилы 1 заводят в паз разводки 2 и отгибают его до тех пор, пока упор 3 не коснется полотна пилы.

Рис. 13. Электронный плакат «Разводка пил: а – поочерёдно отогнутые зубья разведённой пилы; б – разводка: 1 – полотно пилы, 2 – разводка, 3 – упор»
Контроль величины развода осуществляют шаблонами. При этом вершины зубьев должны располагаться на двух прямых линиях, расстояние между которыми (развод) должно быть в 1,5 — 2 раза больше толщины полотна пилы.
Дата добавления: 2020-11-29; просмотров: 141; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!