Технологические требования к заклёпочным соединениям.
Основные типы заклёпок и методы клёпки.
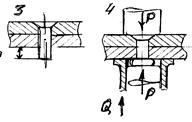
Процесс клепки широко применяется в авиационной промышленности и относится к трудоёмким процессам. Характеризуется большим объёмом ручных работ и состоит из следующих операций: 1)сверление отверстий,2) зенкование или штамповка гнезда под потайную головку, 3)установка заклёпки 4) формирование замыкающей головки заклёпки,5)контроль Рис.5.18.
| 
| 
| |||
Рис.5.18
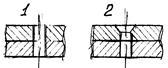
Соединяемые детали плотно прижимают друг к другу усилием Q и формируют замыкающую головку. Величина выступающей части заклёпки  = 1,2d.
= 1,2d.
Заклепки изготавливают из алюминиевых сплавов и сталей с выступающей , полупотайной или потайной головками.
Обычно применяется холодная клёпка , которая обеспечивает лучшее заполнение отверстия стержнем заклёпки и не снижает механических свойств материала, а также облегчает производство самих работ. Как правило, в конструкции, заклёпки работают на срез.
Заклепки с потайной головкой применяют в соединениях находящихся в воздушном потоке, что позволяет снизить аэродинамическое сопротивление.
Обеспечение надежного крепления листового материала заклёпками с потайной головкой достигается при выполнении следующих условий. Толщина листа  больше или равна высоте h головки. В случае если меньше h необходимо сделать выдавку под головку заклёпки.(рис.5.19).
больше или равна высоте h головки. В случае если меньше h необходимо сделать выдавку под головку заклёпки.(рис.5.19).
 Рис 5.19.
Рис 5.19.
Для сверления и зенкования отверстий в панелях больших габаритов, с большим количеством отверстий, используют специальные сверлильно-зенковальные станки. Длина заклёпки определяется толщиной пакета соединяемых деталей и выступающей части  .Величина l =1.3d диаметра заклёпки при этом высота замыкающей головки будет h=0.4d,в каждом конкретном случае, величина
.Величина l =1.3d диаметра заклёпки при этом высота замыкающей головки будет h=0.4d,в каждом конкретном случае, величина  определяется формой замыкающей головки.
определяется формой замыкающей головки.
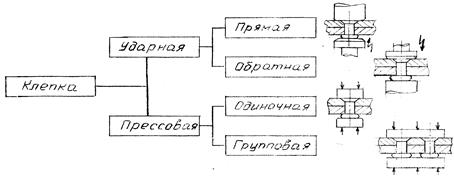
Для образования замыкающей головки применяется ударная или прессовая клёпка. При ударной клёпке в качестве рабочего инструмента применяют пневматические молотки и поддержки, при прессовой - пресс и специальные приспособления. На схеме Рис.5.20 приведена схема основных методов клёпки.
|
Рис.5.20
Применение обычных заклёпок требует создание конструкций, которые позволяют обеспечить двухсторонний подход к заклёпке. С одной стороны должен быть обеспечен свободный доступ поддержки , формирующей замыкающую головку, с другой подвод инструмента.
В случае, если конструкция не обеспечивает указанных условий, применяются специальные заклёпки к ним относятся: 1) Стержневые; 2)Взрывные; 3)Закладные.
Стержневые заклёпки применяются в высоконагруженных соединениях. Стержень заклёпки выполняют из высокопрочной стали и устанавливают в отверстие с натягом, а замыкающую головку формируют завальцовкой колец из пластичного материала Рис.5.21.
Рис 5.21
В ряде случаев при соединении деталей не всегда можно обеспечить двухсторонний подход к заклёпке, чтобы сформировать замыкающую головку. В таких случаях применяют односторонние заклёпки: к ним относятся взрывные и закладные. В тело взрывной заклёпки закладывают заряд, который срабатывает при её нагреве. При срабатывании заряда образуется замыкающая головка. Рис .5.22.
Рис.5.22 Рис.5.23
Наиболее часто применяются закладные заклёпки с центральным стержнем или прошивкой. Чаще всего применяют вытяжные формирующие прошивки. Заклёпку вместе с заведённой в неё прошивкой вставляют в отверстие головкой наружу. Опираясь на головку специальными клещами вытягивают прошивку, формируя замыкающую головку. Прошивка имеет кольцевую канавку, по которой происходит её разрушение после формирования замыкающей головки Рис.5.23..
Виды заклёпочных соединений
Заклёпочные соединения целесообразно нагружать только на сдвиг, разгружая его от действия изгибающих моментов, вызывающих односторонний изгиб стержней заклёпок.
Заклёпочные соединения выполняют в нахлёст, в стык с одной или двумя накладками. Для соединения листовых материалов применяют однорядные
(рис. 5.24 а), двухрядные (рис.5.24. б,г) и многорядные соединения (рис.5.24,д). В двухрядных и многорядных швах заклёпки, как правило,
располагают в шахматном порядке. При шахматном расположении более равномерно распределяются напряжения по заклёпкам.
L = Н + L1 длина заклёпки.
S = толщина листа. S1 = толщина накладки.d = диаметр заклёпки.
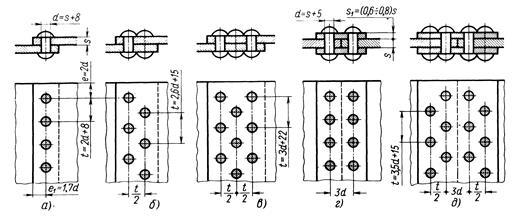
Рис.5.24
Н - толщина пакета, L1 - длина выступающей части заклёпки, зависит от формы замыкающей головки и колеблется в диапазоне от 0,6d до 1,2d.
Шаг между заклёпками t = (3 – 12) d
Расстояние от края е1 = (1.5 – 2)d
Технологические требования к заклёпочным соединениям.
1.В каждом соединении должно быть использовано минимальное количество разновидностей заклёпочных соединений, а также типоразмеров заклёпок и их видов.
2. Должен быть обеспечен двухсторонний подход инструмента к заклёпке.
3. Конструкция соединения должна обеспечивать возможность применения прессовой клёпки, что обеспечивает снижение заболеваемости рабочих и повышение качества соединения.
4. Шаг между заклёпками должен соответствовать стандартным величинам (12,5; 15; 17,5; 20;25; 30;35;40;50;60 и т.д.)
5. Нельзя располагать материал более прочный между менее прочными Рис 7.8.
Рис.8.8
Рис. 8.9
6.Расположение замыкающей головки производить на более толстой детали или на детали изготовленной из более прочного материала.
7.При клёпке тонкостенных деталей замыкающие головки необходимо чередовать с закладными. Рис .8.9.
8. При клёпке алюминиевых сплавов нельзя применять стальные заклёпки.
- Количество слайдов: 19
 Клепка Это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
Клепка Это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции).
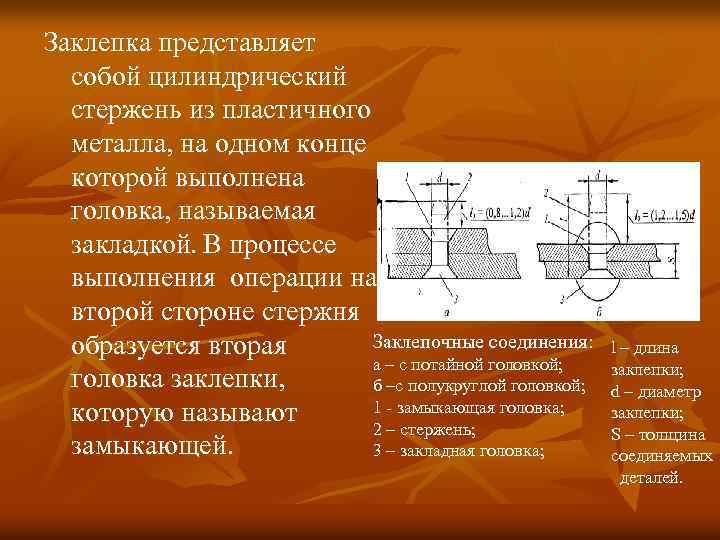 Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которой выполнена головка, называемая закладкой. В процессе выполнения операции на второй стороне стержня Заклепочные соединения: образуется вторая а – с потайной головкой; головка заклепки, б –с полукруглой головкой; 1 - замыкающая головка; которую называют 2 – стержень; замыкающей. 3 – закладная головка; l – длина заклепки; d – диаметр заклепки; S – толщина соединяемых деталей.
Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которой выполнена головка, называемая закладкой. В процессе выполнения операции на второй стороне стержня Заклепочные соединения: образуется вторая а – с потайной головкой; головка заклепки, б –с полукруглой головкой; 1 - замыкающая головка; которую называют 2 – стержень; замыкающей. 3 – закладная головка; l – длина заклепки; d – диаметр заклепки; S – толщина соединяемых деталей.
 Материал Необходимо применять пластичный металл для изготовления заклепок, так как ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали.
Материал Необходимо применять пластичный металл для изготовления заклепок, так как ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали.
 Процесс клепки состоит из двух этапов – подготовительного и собственно клепки. Подготовительный процесс включает в себя сверление или пробивку отверстия под клепку и формирование углубления в нем. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки.
Процесс клепки состоит из двух этапов – подготовительного и собственно клепки. Подготовительный процесс включает в себя сверление или пробивку отверстия под клепку и формирование углубления в нем. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки.
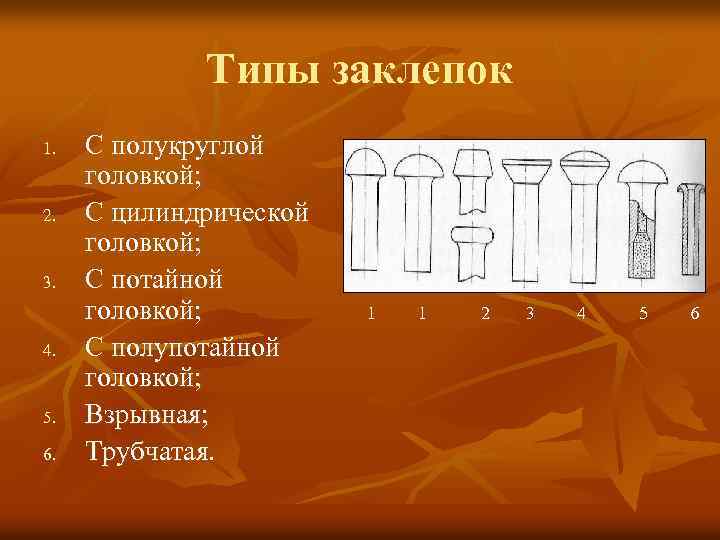 Типы заклепок 1. 2. 3. 4. 5. 6. С полукруглой головкой; С цилиндрической головкой; С потайной головкой; С полупотайной головкой; Взрывная; Трубчатая. 1 1 2 3 4 5 6
Типы заклепок 1. 2. 3. 4. 5. 6. С полукруглой головкой; С цилиндрической головкой; С потайной головкой; С полупотайной головкой; Взрывная; Трубчатая. 1 1 2 3 4 5 6
 Наиболее часто при монтажных работах применяются заклепки с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня и необходимости заполнения зазора между стержнем заклепки и стенками отверстия под нее.
Наиболее часто при монтажных работах применяются заклепки с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня и необходимости заполнения зазора между стержнем заклепки и стенками отверстия под нее.
 Типы заклепочных швов 1. 2. 3. 4. 5. 6. Внахлестку; Встык с одной накладкой; Встык с двумя накладками; Однорядный; Двухрядный; Многорядный. 1 4 2 5 3 6
Типы заклепочных швов 1. 2. 3. 4. 5. 6. Внахлестку; Встык с одной накладкой; Встык с двумя накладками; Однорядный; Двухрядный; Многорядный. 1 4 2 5 3 6
 Виды инструментов n n n Слесарный молоток (с квадратным бойком) Поддержка Натяжка Обжимка Чеканы Пистонница
Виды инструментов n n n Слесарный молоток (с квадратным бойком) Поддержка Натяжка Обжимка Чеканы Пистонница
 Молоток для выполнения клепки выбирается по весу, в зависимости от диаметра заклепки: Диаметр заклепки, мм …… 2, 0 2, 5 3, 0 3, 5 Вес молотка, г ………. 100 … 150. . 200. . 300. . 350 Диаметр заклепки, мм …. . 4, 0 Вес молотка, г………. . 350. . 400 5, 0 400. . 450 6, 0… 8, 0 450. . 500 Поддержка служит опорой при расклепывании стержня заклепки, ее масса должна быть в 4. . 5 раз больше массы молотка. Поддержка, на которую опирается полукруглая закладная головка заклепки, должна иметь лунку формой, соответствующей форме закладной головки заклепки.
Молоток для выполнения клепки выбирается по весу, в зависимости от диаметра заклепки: Диаметр заклепки, мм …… 2, 0 2, 5 3, 0 3, 5 Вес молотка, г ………. 100 … 150. . 200. . 300. . 350 Диаметр заклепки, мм …. . 4, 0 Вес молотка, г………. . 350. . 400 5, 0 400. . 450 6, 0… 8, 0 450. . 500 Поддержка служит опорой при расклепывании стержня заклепки, ее масса должна быть в 4. . 5 раз больше массы молотка. Поддержка, на которую опирается полукруглая закладная головка заклепки, должна иметь лунку формой, соответствующей форме закладной головки заклепки.
 Натяжка служит для оснащения листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки при осаживании листов, подлежащих соединению. Обжимка представляет собой стержень, на конце которого выполнено углубление для формирования после осаживания бойком молотка замыкающей полукруглой головки заклепочного соединения. Форма этого углубления должна соответствовать форме замыкающей головки.
Натяжка служит для оснащения листов, подлежащих клепке, вдоль стержня заклепки. По оси натяжки выполняется глухое отверстие, в которое входит стержень заклепки при осаживании листов, подлежащих соединению. Обжимка представляет собой стержень, на конце которого выполнено углубление для формирования после осаживания бойком молотка замыкающей полукруглой головки заклепочного соединения. Форма этого углубления должна соответствовать форме замыкающей головки.
 Чеканы представляют собой зубило с плоской и закругленной частью; они применяются для создания герметичности заклепочного шва, которая достигается за счет подчеканивания краев листов в заклепочном шве. Пистонница представляет собой специальный инструмент для развальцовывания трубчатых заклепок. Поддержки, натяжки и чеканы изготовляются из инструментальной углеродистой стали, их рабочие части закаливаются.
Чеканы представляют собой зубило с плоской и закругленной частью; они применяются для создания герметичности заклепочного шва, которая достигается за счет подчеканивания краев листов в заклепочном шве. Пистонница представляет собой специальный инструмент для развальцовывания трубчатых заклепок. Поддержки, натяжки и чеканы изготовляются из инструментальной углеродистой стали, их рабочие части закаливаются.
 Методы работы n n Прямой метод характеризуется тем, что удары наносятся по стержню заклепки со стороны замыкающей головки. При обратном методе удары наносят по закладной головке через оправу, а формирование замыкающей головки осуществляется за счет поддержки и обжимки.
Методы работы n n Прямой метод характеризуется тем, что удары наносятся по стержню заклепки со стороны замыкающей головки. При обратном методе удары наносят по закладной головке через оправу, а формирование замыкающей головки осуществляется за счет поддержки и обжимки.
 Техника безопасности при ручной клепке. 1. n n n . 2 Перед началом работы следует проверить: совпадение отверстий в склепываемых деталях; соответствие диаметра стержня заклепки диаметру отверстия; Длину стержня заклепки для получения полноценной замыкающей головки. Зенкование отверстия под потайную головку следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
Техника безопасности при ручной клепке. 1. n n n . 2 Перед началом работы следует проверить: совпадение отверстий в склепываемых деталях; соответствие диаметра стержня заклепки диаметру отверстия; Длину стержня заклепки для получения полноценной замыкающей головки. Зенкование отверстия под потайную головку следует выполнять с контролем глубины и диаметра углубления под головку при помощи контрольной заклепки.
 3. 4. 5. 6. Склепывание деталей необходимо производить с упором потайной головки заклепки в плиту, полукруглой – в поддержку со сферическим углублением соответствующего размера. Следует обязательно осаживать склепываемые детали натяжкой с отверстием, соответствующим диаметру стержня заклепки. Запрещается забивать заклепку в отверстие, если она не входит в него свободно. При расклепывании заклепок шарнирного соединения необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу проверять подвижность шарнирного соединения.
3. 4. 5. 6. Склепывание деталей необходимо производить с упором потайной головки заклепки в плиту, полукруглой – в поддержку со сферическим углублением соответствующего размера. Следует обязательно осаживать склепываемые детали натяжкой с отверстием, соответствующим диаметру стержня заклепки. Запрещается забивать заклепку в отверстие, если она не входит в него свободно. При расклепывании заклепок шарнирного соединения необходимо подкладывать между соединяемыми деталями шарнира тонкую бумажную прокладку и по ходу проверять подвижность шарнирного соединения.
 При клепке «на весу» , т. е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирается в закладку головку поддержку, а второй расклепывает стержень заклепки для образования замыкающей головки. 8. При кустарном изготовлении заклепки следует использовать пруток или проволоку Клепка на весу из мягкой стали, меди, применяя для этого специальное приспособление. 7. Приспособление для изготовления заклепок
При клепке «на весу» , т. е. когда склепываемые детали находятся в вертикальном положении, а также при клепке пневматическим клепальным молотком работу следует выполнять вдвоем: один упирается в закладку головку поддержку, а второй расклепывает стержень заклепки для образования замыкающей головки. 8. При кустарном изготовлении заклепки следует использовать пруток или проволоку Клепка на весу из мягкой стали, меди, применяя для этого специальное приспособление. 7. Приспособление для изготовления заклепок
Диаметр отверстий под заклепки делают на 0,1— 0,2 мм больше диаметра стержня заклепок, а выступающий конец заклепки—слегка коническим. Это облегчает вставку заклепок в отверстия. С помощью натяжки (стального стержня с углублением-лункой на торцевой части, диаметр и глубина которого должны быть несколько больше выступающей части заклепки), ударяя по ней молотком, плотно сжимают склепываемые детали. Затем расклепывают стержень заклепки, стремясь, чтобы количество ударов было минимальным. Для этого сначала сильными ударами осаживают стержень, затем формуют головку, а окончательно формируют ее обжимкой (обжимка представляет собой стержень с лункой по форме головки в торцевой части).
Если сразу на выступающий конец заклепки наложить обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку, то при этом возможно смещение головки относительно оси заклепки, что нежелательно.
Заклепки можно изготовить самому из медной или алюминиевой проволоки с помощью несложного приспособления.
Рис. Приспособление для изготовления заклепок: а—изготовление обжимки; б—формовка головки заклепки
Оно представляет собой стальную пластину с отверстием, диаметр которого равен диаметру проволоки. Толщина пластины должна быть равна длине заклепки. Для изготовления заклепок с полукруглой головкой длину заготовки из проволоки берут больше длины заклепки на 1,3—1,5 диаметра.
Дата добавления: 2020-11-23; просмотров: 1478; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!