Исторические разновидности чешуи
Ковка и оружейное дело
skunk чт, 11/04/2010 - 16:01
 var openstat = { counter: 2258196, image: 89, color: "3400cd", next: openstat }; (function(d, t, p) { var j = d.createElement(t); j.async = true; j.type = "text/javascript"; j.src = ("https:" == p ? "https:" : "http:") + "//openstat.net/cnt.js"; var s = d.getElementsByTagName(t)[0]; s.parentNode.insertBefore(j, s); })(document, "script", document.location.protocol);
var openstat = { counter: 2258196, image: 89, color: "3400cd", next: openstat }; (function(d, t, p) { var j = d.createElement(t); j.async = true; j.type = "text/javascript"; j.src = ("https:" == p ? "https:" : "http:") + "//openstat.net/cnt.js"; var s = d.getElementsByTagName(t)[0]; s.parentNode.insertBefore(j, s); })(document, "script", document.location.protocol);
Ковка и оружейное дело
Особое место в кузнечном ремесле принадлежит изготовлению оружия.
Ковка и оружейное дело неразрывно связаны друг с другом с давних времен. Ведь изготовление самого примитивного подобия ножа потребовало от наших предков ударного воздействия на кусок металла, чтобы придать последнему желаемую форму. Конечно, в те времена не могло быть и речи о придании ножу мало-мальски эстетической формы. Нож должен был нести чисто функциональные нагрузки — быть пригодным для нанесения колюще-режущих ударов и для разделки туши убитого зверя. Это уже со временем появились технологии, позволившие ножу соединить в себе функциональные и декоративные свойства. Сразу надо оговориться, что под термином "технология" понимается изготовление качественных инструментов и приспособлений для кузнечной ковки, не более того. Главным был и остался (да и останется в будущем) мастер-ковщик. Именно от его таланта, вдохновения, фантазии зависит, какой ценностью будет обладать выкованное им изделие.
Ручная ковка задействовалась практически при изготовлении всех видов оружия и пальма первенства здесь по праву принадлежит, конечно же, холодному оружию. Кузнецы ковали наконечники стрел и копий, ножи, алебарды, боевые топоры, мечи, палаши, шпаги, сабли (цв. вставка 3). Вплоть до 19 века все разновидности гард холодного оружия изготовлялись только путем ручной ковки. Позже ковку заменило литье. Нельзя было обойтись без ковки и при изготовлении кольчуг, кирас, шлемов, щитов и других защитных доспехов. Кузнецы участвовали в изготовлении гербов и других фамильных атрибутов власти знати. С появлением пищалей, аркебуз, мушкетов и других разновидностей огнестрельного оружия на первоначальном этапе их развития ковка стволов была практически единственной возможностью изгшотовить ствол, эту главную составляющую данного изделия. Это потом, когда были освоены премудрости литейного дела, ковка стволов ушла в прошлое. А для того, чтобы ствол мог выдерживать большие внутренние давления (противостоять разрыву) применялся такой сплав, как "мозаичный дамаск", представляющий собой разновидность исходного материала для знаменитой дамасской стали. Технология получения дамасской стали имеет свои особенности, "секреты", и предполагает хорошее знание этой технологии. Даже после того, как человечество освоило мастерство отливки стволов для ружей, а впоследствии и технологии высверливания канала ствола, ковка продолжала присутствовать в изготовлении других деталей, в частности замка (затвора).
С течением времени холодное оружие и доспехи рыцарей становятся настоящими произведениями искусства, сохраняя при этом свое функциональное назначение.
Зачастую просто наличие такого оружия уже служило символом власти, уподобляясь фамильному гербу. Поэтому на первое место все более выходит отделка оружия, оттесняя на второй план его боевые качества. Особое распостранение получают чеканка, инкрустация, насечка, отделка драгоценными камнями. И это вполне объяснимо, т.к. внешнее великолепие изделия оценивается всеми, в то время как достоинства сплава, из которого это изделие выковано, могут оценить лишь немногие знатоки.
Что касается вооружения древнерусского воина, то достаточно продолжительное время существовала теория, согласно которой все русское оружие имело скандинавское происхождение, а те виды орудия, которые отсутствовали у скандинавов, считались привезенными с востока. Однако скрупулезные исследования данного вопроса показали, что на Руси имелось свое, местное производство всех видов оружия. Более того, русские мечи с удивительным узором пользовались спросом не только на территории Руси, но и в других странах, включая арабские. Комбинируя железные и стальные полосы, древнерусские кузнецы могли получить практически любой заданный узор на основе клинка, в то время как легендарный булатный рисунок случаен и неповторим (так как каждый раз получается новый непрогнозируемый узор). Для производства мечей древнерусские кузнецы брали сталь с высоким содержанием углерода (от 0,85 до 0,9%). Лезвия клинков подвергали дополнительной цементации и они имели 1,1-1,2%.
Сложная историческая обстановка 12-14 веков способствовала развитию кузнечного ремесла в связи с высокой потребностью в боевом вооружении: кольчугах, шлемах, наконечниках для стрел, мечах и т.п.
Наконечники для стрел изготавливали из железа с последующим наклепом лезвий. Наконечники, рассчитанные на пробивание кольчуги, ковали целиком из стали с последующей термической обработкой. Между лезвием и черенком наконечник нередко украшался различными орнаментальными деталями, сделанными с применением обжимок и штампов. Наконечники парадных стрел покрывались цветными и благородными металлами.
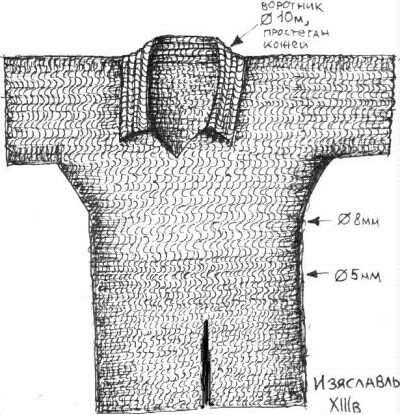
Основу оборонительных доспехов русского воина составляла кольчуга — гибкая стальная рубашка, склепанная из множества мелких колец. Кольчуга одевалась на толстое стеганое платье. Термин "кольчуга" возник только во время Московской Руси, в письменных же источниках 12-14 веков кольчуга называется "броней" (цв. вставка 4} Производство древнерусской кольчуги требовало много мелкого и кропотливого труда. Обычная кольчуга на средний рост делалась примерно из 18-20 тысяч колец, половина из которых были спаянными, а вторая половина — сделанными на заклепках или штифтах. Технология изготовления кольчуга была следующей Из железа ковалась круглая или квадратная проволока, которая навивалась на круглую оправку. Образовавшуюся спираль разрубали по одной стороне, в результате чего получались круглые разомкнутые кольца одинакового диаметра. Половину колец сваривали. Для оставшихся колец ковали заклепки или штифты. После этого приступали к сборке кольчуги. Склепывание разомкнутых колец производилось не на отдельно лежащем, а на вплетенном в кольчугу кольце. Заключительная операция состояла в чистке и шлифовке кольчуги.
Помимо кольчуг были в ходу панцири и байданы. В Оружейной палате хранится байдана конца 16 века, принадлежавшая Борису Годунову. Она сплетена из крупных плоских колец, когда-то покрытых, позолотой. На каждом кольце выбита надпись "Никто нас не сможет одолеть".
В 15-16 веках русские воины продолжали использовать оружие, широко распространенное в период феодальной раздробленности. Во многих городах и монастырях Руси работали ремесленники оружейных специальностей: кольчужники, сабельники, бронники и др. Самым популярным оружием посадского люда была рогатина. В рукопашной схватке часто использовались сабли и ножи, которые ковали из булата или высокоуглеродистой стали. Оружие знати украшалось золотой насечкой, (инкрустацией).
Кремлевские мастера создавали великолепное парадное вооружение, которое, как правило, не использовалось по своему прямому назначению и демонстрировалось исключительно во время парадных смотров войск и торжественных встреч, предполагавших участие царя. Такое оружие щедро украшалось драгоценными камнями и благородными металлами, обильно покрывалось чеканкой и эмалью. Одним из самых высококвалифицированных мастеров Оружейной палаты был бронный и самопальный мастер Никита Давыдов. Он свободно владел всеми основными приемами художественной обработки металла. В коллекции Оружейной палаты сохранились выкованные им доспехи, пистолеты и булатный шлем ("шапка иерихонская"). По-видимому, сам шлем был откован на Востоке, а Никита Давыдов дополнил его наушниками и назатыльником, а также декорировал золотой насечкой.
В наше время, когда холодное оружие все больше становится лишь знаковым атрибутом,перед кузнецами неизбежно встает вопрос о снятия с изделия элемента агрессивности в пользу повышения художественной и эстетической ценности оружия. Путей и вариантов достижения этой цели существует много. Это и уменьшение длины клинка, и изменение его формы и заточки (или отсутствие таковой), это и новая форма рукояти, красивая, но неудобная для нанесения колюще-режущих ударов. Снятию элемента агрессивности способствует и отсутствие закалки лезвия, хотя в этом случае теряется знаменитый узор — "визитная карточка" клинка. Сегодня именно таким образом изготавливаются большинство сувенирных клинков, мечей и т.д.
В последнее время в розничной торговле появилось много сувенирных "самурайских" мечей, так называемых мечей-"катана", имеющих своеобразную, отличную от их европейских собратьев, форму. Сталь для таких мечей получают способом, сходным с получением дамасской стали. Неоднородная по своему углеродному составу заготовка расковывается в пластину, закаляется, рубится на куски. Эти куски компактно укладываются на металлическую пластину с длинной ручкой и проковываются вместе с ней при сварочной температуре. Полученная в результате этого пластина рубится надвое, складывается и снова проковывается. Эта операция может повторяться до десяти и более раз, по усмотрению мастера и исходя из требований заказчика. Классическая закалка меча катана также имеет свои особенности. Перед закалкой клинок обмазывают глиной таким образом, чтобы само лезвие оставалось открытым.
В результате термической обработки лезвие закаляется, в то время как корпус клинка (его обух) закалку не проходит. Получается симбиоз закаленного лезвия и незакаленного обуха.
Последней новинкой считается появление на рынке клинков, в отделке которых задействуется композит из железа и меди, что дает ни с чем не сравлимую картину "металлизованной древесины". Этот способ получил название "мокумэ".
И все же наибольшим интересом и популярностью (невзирая на высокую стоимость) у современных ценителей и коллекционеров пользуются клинки, изготовленные из булатной или дамасской стали, технологии получения которых практически не изменились с древних времен. Это могут быть и простые изделия и настоящие произведения искусства.
Так что же представляют собой знаменитые булатные и дамасские стали, какие материалы задействуют-ся при этом? Известно, что они обеспечивают высокие качества защитных доспехов и оружия. Помимо своей художественной ценности такие изделия отличаются прочностью и изумительной пластичностью. Шпагу из булата, к примеру, можно согнуть под углом 90 градусов и не сломать ее. Острота лезвия булатного оружия поражает воображение: им можно перерубить железный гвоздь и разрезать на лету тончайший шелковый платок.
В обоих случаях речь идет о композитных узорчатых сталях с высоким содержанием углерода (для булата, к примеру, это 1,5 — 2,5% С). Но технологии получения булата и Дамаска отличаются друг от друга.
|
|
|
|
|
|
|
|
|
|
|
|
Обработка заготовки в зависимости от требуемойструктуры поверхности
Продольная т поперечная проковка заготовки
Закалка японских клинков также имеет свои особенности. Прежде всего это различные температурные воздействия на лезвие и обух при закалке. Обух должен быть более мягким по отношению к лезвию. Для этого обух покрывается глиной, а полоска лезвия остается открытой. Состав глины, температурный режим, продолжительность закалки и последующего охлаждения у каждого мастера индивидуальны.
Обеспечение надежности длинного меча:
1 -сердечник из мягкого металла; 2-оболочка из твердого металла
Основой булатной стали является литая заготовка, получаемая методом тигельной плавки до температуры кипения стали. Самым сложным в данной технологии является обеспечение процесса замедленной направленной кристаллизации для получения дендритной ("древовидной") структуры кристаллов. Именно такая структура будет основным признаком булатной стали. Сама дендритная структура в техническом отношении характеризуется тем,что каждый ее элемент в своей основе имеет железо, а по краям углерод, причем его содержание особенно высоко там, где происходит сращивание кристаллов, т.е. в пограничных областях.
При длительной и умелой ковке заготовки древовидные кристаллы все более и более сращиваются между собой, образуя сложные переплетения. При дальнейшей закалке слабоуглеродистая сталь внутри кристалла закаливается слабо, в то время как высокоуглеродистая в периферийных областях закаливается более сильно. А в связи с тем, что слои с различным содержание углерода основательно переплетены в результате предыдущих ковок, то получается заготовка, которая обладает одновременно и большой вязкостью и большой твердостью. При этом следует учитывать, что проковка булата требует особого мастерства. Дело в том, что булат очень плохо переносит повторную ковку, и если в заготовке появилась трещина (пусть самая незначительная) ее нельзя исправить кузнечной сваркой. Не меньшего мастерства требуют закалка, отпуск и шлифовка изделия.
Дамасскую сталь, в отличие от булатной, получают методом кузнечной сварки стальных прутков (или полос) с различным содержанием углерода (последнее условие очень важно). Полосы собираются в "брикет" и помещаются в кузнечный горн. Уже разогретые полосы подвергают интенсивной проковке, в результате чего между атомами кристаллических решеток поверхностей полос возникают силы притяжения, и эти поверхности как бы "свариваются". Поэтому такой процесс и называется кузнечной сваркой. Полученная заготовка расковывается в пластину. Затем эта пластина разрубается надвое, связывается, помещается в горн, после нагревании снова интенсивно проковывается, снова разрубается надвое. Этот процесс повторяется до десяти и более раз, пока не будет получена заготовка со сложной композитной структурой.
Конечно, существует еще много тонкостей и особенностей как в подборе исходных материалов, температурных режимов, так и в выборе молотов, силы и частоты ударов и многое другое.
В настоящее время появилась упрощенная технология получения узорчатой стали. Речь идет о так называемом "штемпельном Дамаске". Получают его простой набивкой рельефа на слоистую заготовку клинка. Иными словами, фрагменты различных металлов впрессовываются на определенную глубину в заготовку. Затем производится сошлифовка выступов, в результате чего на поверхности заготовки появляется определенный узор. Процесс очень технологичен и позволяет ✖✖✖✖✖✖✖✖✖ производство Дамаска на поток. Но это не будет истинный Дамаск в изначальном смысле этого слова. Настоящий Дамаск предполагает вложенную в него душу мастера, индивидуальный подход, учитывающий назначение изделия и его эстетический облик.
Самым сложным в изготовлении, самым дорогим, но и самым прочным является "мозаичный" дамаск, получаемый путем многократной проковки, скручивания, разрубания и кузнечной сварки исходного пакета, собранного из пластин легированных сталей различных марок и скрученных стальных прутков. Такой сложно-волокнистый композит обладает одинаковой прочностью во всех направлениях и способен противостоять даже разрывным усилиям сгорающих пороховых газов.Именно поэтому первые ружейные стволы ковались из "мозаичного" Дамаска. Но помимо упомянутых качеств данный сплав обладает еще и неповторимой художественной красотой, что является причиной изготовления из него самых дорогих элитных клинков различных модификаций.
В целом же надо отметить, что упомянутый нами литой булат по своим качественным характеристикам превосходит большинство сортов Дамаска, но он гораздо сложнее в изготовлении, предполагает наличие сложного оборудования ( в частности — высокотемпературных печей), и знание мастером-кузнецом всех тонкостей изготовления булатных сталей. Поэтому клинки из булатной стали встречаются гораздо реже таковых из дамасской стали.
В начале главы было упомянуто о японских мечах-катана. Их изготовление имеет свои особенности. Исходным материалом здесь являются низкоуглеродистые и высокоуглеродистые стали, получаемые путем плавки в горне кузницы. Получаемые заготовки проковываются в листы заданной величины, охлаждаются в воде и разбиваются на осколки. Путем сортировки отбирают лучшие из них для формирования впоследствии оболочки, куда будет помещен сердечник клинка.
После отбора все фрагменты соединяются в одно целое путем кузнечной ковки, формируя продолговатый брусок. При последующей ковке прогретый брусок расклёпывается и снова сгибается (поочередно в продольном и поперечном направлениях. Так повторяется до шести раз. Затем брусок разрезается на три части, которые укладываются друг на друга и снова проковываются. Этот процесс также повторяется не менее шести раз. Теперь заготовку можно считать очищенной от примесей и имеющей однородную структуру. Образно заготовка представляет собой кусок слоеного теста. Дальнейшая обработка заготовки зависит от того, какую поверхность меча надо получить. Если предполагается древовидная структура, то заготовка сгибается поперек и в таком виде проковывается. Если стоит задача получения длинноволокнистой структуры, то заготовка сгибается вдоль и также проковывается.
До сих пор речь шла о коротких клинках. В случае изготовления длинного меча необходима еще одна операция - вложение стержня из мягкого металла внутрь твердой оболочки. Это необходимо для того чтобы при сильном ударе меч не сломался.

Наконечники стрел Xвека найденные при раскопках под Муромом
Искуство древних кузнецов
Древние славяне, от которых пошел русский народ, вопреки долго господствовавшему в отечественной исторической науке представлению, вовсе не были дикарями. К моменту возникновения первого феодального государства — Киевской Руси — славянские племена имели развитую самобытную культуру, в которой одно из главных мест отводилось кузнечному ремеслу. Развитию ремесел у славян в немалой степени способствовали богатые природные ресурсы. Если медь и олово были преимущественно привозными, то железная руда на территории расселения славян залегала повсеместно, и ее добыча не составляла большого труда. Наиболее широкое применение имела болотная луговая руда — лимонит. Основой болотной руды была ржавчина — гидроксид железа. На дне водоемов из ржавчины и других соединений железа образовывались округлые "камешки" величиной с птичье яйцо. Это и была болотная руда. В 1 -ом тысячелетии до н. э. железные изделия в быту славян уживались с каменными, костяными и бронзовыми. Как правило, из железа выковывали только наиболее ответственные — рабочие — части оружия и инструментов. Как и в Европе, с наступлением железного века кузнечное ремесло вышло на передний план, а кузнецы превратились в ведущих ремесленников. Железо и сталь становятся основными материалами для изготовления оружия и большинства орудий труда. В Киевской Руси из черного металла выковывалось все оружие воинов, земледельческие и строительные инструменты, разнообразные по форме и назначению инструменты многочисленных ремесленников. Не менее широко вошло железо и в домашний быт.
Древнерусская сыродутная печь
Основной техникой получения железа из железной руды был сыродутный процесс. Древнерусская сыродутная печь представляла собой круглую или овальную в плане шахтообразную печь, наружный диаметр которой превышал внутренний. Стенки печи выкладывались из камня или делались из глины. Саму печь ставили на основание из булыжников, обмазанное глиной. В передней стенке делали отверстие, в которое вставляли фурму (сопло). Через это же отверстие вынимали конечный продукт плавки — крицу. Высота цилиндрической шахты древнерусской печи составляла 80-120 см. Получаемая в сыродутной печи крица весила 2-6 кг. Крице, которая шла на продажу, древнерусские металлурги придавали лепешкообразную форму. Полуфабрикаты из крицы делали в виде дисков сферообразной формы диаметром 17-20 см и весом 1,7-2 кг. В качестве топлива для сыродутной печи использовали древесный уголь. Наряду с железом, древнерусские металлурги умели получать и углеродистую сталь, которая в письменных памятниках упоминается как "оцел" и "харалуг". Микроструктурный анализ стальных изделий показал, что на Руси производили 2 вида стали: — сталь с однородным, равномерно распределенным по всей массе металла углеродом; — неоднородная сталь, в которой чисто железные поля соседствуют с разными концентрациями углерода. Первый вид стали шел на изготовление наваренных или вваренных лезвий и других рабочих частей оружия и инструментов. Неоднородная сталь использовалась для изготовления цельностальных изделий (копий, топоров и др.). В целом, относительно общего количества железных предметов изделий из стали на Руси было мало. Углеродистую сталь древнерусские металлурги получалм одммм из 3-х способов: 1. непосредственно в сыродутной печи из железной руды; 2. в кузнечном горне из железа; 3. путем цементации (томления в огнеу✖✖✖✖✖м сосуде, нагреваемом в кузнечном горне) железа или сырцовой стали. Основной технологией механической обработки металла была ковка в горячем состоянии. Кроме ковки, древнерусские кузнецы в работе с черным металлом использовали сварку железа со сталью, цементацию, паяние, резание металла напильником и на точильном круге, а также полировку и инкрустацию черного металла цветными и благородными металлами. Значительная часть стальных предметов подвергалась либо только закалке, либо закалке с последующим отпуском. В качестве закалочных сред использовались подогретая вода, растительное масло или животный жир. В воду "для крепости железа" добавляли мед или сахар. Некоторые изделия закаливались целиком, другие — только в рабочей части, в результате чего изделие имело твердое лезвие, мягкое тело и плавный переход между ними. Тонкости закалки древние кузнецы держали в тайне.
Важнейшим оборудованием древнерусской кузницы был кузнечный горн, который представлял собой жаровню на глинобитном возвышении. У одного из краев жаровни имелась стенка, около которой было небольшое углубление для углей — горнило. Археологические находки показали, что древнерусские кузнецы обладали полным набором необходимых инструментов, в который входили наковальня, молотки, клещи, зубила, пробойники, обжимки, гвоздильни и тиски. К 9 веку окончательно сложился инструментарий кузнеца, который просуществовал в русской промышленности еще не одну сотню лет. Созданные в то время конструкции и технические элементы наковальни и кузнечных инструментов сохранились до наших дней.
Наиболее часто встречаемая находка времен Киевской Руси — нож, универсальное орудие труда, используемое как мужчинами, так и женщинами. В изготовлении ножа, как и других режущих инструментов и оружия, использовалось сочетание двух металлов — чистого железа и стали. При этом древнерусские кузнецы применяли 5 разнообразных технологических приемов:
— сварку лезвия ножа из 3-х полос: стальной в середине клина и двух железных по бокам;
— наварку стального лезвия на железную основу клинка;
— комбинированную сварку с изготовлением узорчатого обуха, в средней части которого 4 тонкие полоски из стали чередуются с железом;
— цементацию железного клинка; — ковку цельностального лезвия. Не менее распространенным железным предметом в Киевской Руси были кованые гвозди. В 8-9 веках даже появилась особая специальность кузнеца-гвоздочника, который изготавливал исключительно гвозди. Технология ковки гвоздей в тот период мало чем отличалась от современной: отмеренные железные заготовки нагревались в кузнечном горне и затем высаживались в гвоздильне. Головке гвоздя при помощи ручника придавали заданную форму.
Ручную ковку использовали и при изготовлении подков для лошадей — самого распространенного вида транспорта до появления автомобиля. Древние мастера знали более 100 видов подков, и все они получались методом ручной ковки. Многочисленные попытки отливать или штамповать подковы не увенчались успехом.
Совершенствование мастерства
В период расцвета и максимального могущества Киевской Руси древнерусские кузнецы принимали активное участие в строительстве городских соборов в престольном Киеве, Великом Новгороде и Пскове. Из железа ковали оконные решетки, парадные ворота, дверные обкладки, купольные кресты и прочие декоративные элементы ("узорочье"). К сожалению, в силу низкой стойкости железа к коррозии кованые изделия того периода сохранились в незначительном количестве.
С развитием техники и городского ремесла в целом появлялись новые виды и конструкции орудий труда и инструментов. Железный и стальной инвентарь все увереннее входил в жизнь рядового жителя деревни и города. Русскими кузнецами были в совершенстве освоены технологии ковки, сварки, пайки и термической обработки металла. Параллельно шел процесс накопления знания в области физических и технологических свойств различных металлов. Интересен тот факт, что изделия старинных кузнецов, найденные при археологических раскопках, во многом сохранили свои качестваи после механической и химической очистки и стабилизации (вываривания в восковом составе с целью закупорки пор и предотвращения дальнейшей корразии) могут быть использованы по своему прямому назначению. Этого нельзя сказать о качестве большинства вос-ременных изделий. Происходит это потому, что в поточном производстве задействуют упрощенные технологии плавки и обработки металла, отличающиеся от старинных, в результате в металле остается больше примесей, ускоряющих его коррозию.
В период феодальной раздробленности стали складываться многочисленные местные художественно-ремесленные школы, которые широко использовали киевские традиции. Сохранившиеся памятники свидетельствуют о совершенном владении техническими приемами кузнечного ремесла.
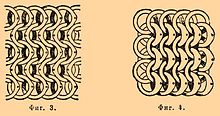
К середине 17 века с восстановлением экономического потенциала Русского государства возникли предпосылки для развития различных видов искусства. Передовые позиции в декоративно-прикладном искусстве заняли многочисленные кремлевские мастерские — палаты (Оружейная, Золотая, Серебряная, Государева, Царицына). В них лучшие ремесленники страны работали бок о бок с мастерами из-за границы (немцами, голландцами, англичанами, греками). Участие в работе иноземных ремесленников способствовало взаимному обмену техническими и художественными приемами. Большая часть произведений кремлевских мастеров изготавливалась по индивидуальным заказам, на высоком художественном и техническом уровне. Некоторые произведения златокузнецов того периода можно увидеть в музее "Оружейная палата" в Кремле. Предметы повседневного спроса, рассчитанные на широкий круг горожан, делались с ориентацией на высокохудожественные образцы, созданные лучшими кремлевскими мастерами. Из железа выковывали решетки, подсвечники, подставки для лучин (светцы), флюгера и др. Большое внимание уделялось украшению входных ворот и наружных дверей — так сказать "лицу" жилого дома. Особой декоративностью отличались жиковины (дверные петли), ручки-стукалы, личины и замки (цв. вставка 63). Для изготовления жиковин последовательно применяли расковку и гибку предварительно нарубленных "отщепцов", из которых получали завитки разнообразной формы и всевозможных размеров (рте. 4). Ручки-стукалы представляли собой кольца из витого прутка с утолщением внизу (роде. 5). Под утолщение (горошину или бусины) на дверь крепили круглый подстукальник, а под верхнюю петлю подклады вали богато декорированную пластину. Замочную скважину обычно маскировали личиной из прочного листового железа. Нередко наружный декор дома, выкованный из железа, украшали просечкой — ажурными узорами с замысловатым переплетением растительных побегов. Особенно высокого уровня техника ажурной просечки достигла на севере, где она использовалась при изготовлении многих предметов домашнего обихода.
В это же время кованый металл начали использовать для изготовления и украшения предметов мебели. Нередко кузнецы сами орнаментировали поверхность кованых изделий, не прибегая к услугам граверов и чеканщиков. Используя ограниченный набор кузнечных инструментов, они могли создать довольно сложные и красивые узоры.
Формы жиковин
В 17 веке искусство обработки стали достигло такого высокого уровня, что черный металл в руках мастера буквально преображался. В частности, тульские мастера прославились умением превращать сталь в "бриллианты". Для изготовления стального "бриллианта" бралась грибообразная заготовка. Верхняя утолщенная часть гранилась на несколько частей. Каждая грань полировалась до зеркального блеска. Ножку "бриллианта" закрепляли на металлическом изделии. Искусственными "бриллиантами" украшались оружие, шкатулки и подсвечники. На украшение одной шкатулки шло до тысячи искусственных камней. При колеблющемся пламени свечи стальные "камни" сверкали как настоящие бриллианты. Неискушенные в ювелирном деле современники тульских левшей не могли отличить стальные "бриллианты" от настоящих. К сожалению, искусство гранения стали до наших дней не дошло.
Наивысшего расцвета художественная ковка достигла ко второй половине 18 века — в период небывалого развития градостроительства и усадебных работ. В это время основной профессиональный интерес русских кузнецов сконцентрировался вокруг дворцово-парко-вых ансамблей. В Москве, Петербурге, Туле, Нижнем Тагиле и других городах России появлялись великолепные городские усадьбы и роскошные парки, а вместе с ними создавались многочисленные большие и малые парковые ограды, декоративные решетки, ворота, балконные перила. Величайшие архитекторы своего времени, как Ф. Растрелли, Д. Кваренги, К. Росси, А.Н. Воронихин, В.И. Баженов, М.Ф. Казаков, Д.И. Жилярди и О.И. Бове, активно использовали кованые изделия при проектировании архитектурных ансамблей. Решетки Летнего сада со стороны Невы, выкованные тульскими мастерами по проекту архитекторов А.Е. Егорова и Ю.А. Фельтена, считаются лучшей декоративной оградой мира. До сих пор вызывают восхищения немногие сохранившиеся и поныне кованые решетки 18 века, среди которых наиболее известны "Прозрачная решетка" в Пушкине, ворота Зимнего и Шереметьевского дворцов, ворота Смольного собора, решетки и парадные ворота Екатерининского дворца в Царском селе. Последние были собраны тульскими мастерами из сотен фрагментов, на каждой детали которых вычеканены тончайшие узоры.
Разновидности ручек-стукал
В середине 18 века предметы из железа буквально заполонили ярмарки и торговые ряды. Особенно много было изделий из листового железа, которые быстро начинали ржаветь. Чтобы предохранить металл от преждевременного разрушения, изделия из листового железа стали расписывать масляными красками и сверху покрывать лаком. Сначала на Урале, а затем и в других русских городах появились мастерские по производству расписных железных подносов. Техника изготовления железного подноса была следующей. Кузнец вырезал из железного листа заготовку в виде овала, круга, прямоугольника или иной фигуры. Заготовку выколачивали на специальной наковальне с углублением, соответствующим форме подноса. Такие наковальни назывались "желобильнями". Выколоченный поднос выравнивали молотком, шпаклевали, грунтовали, расписывали масляными красками и покрывали несколькими слоями масляного лака. Именно на основе описанной достаточно примитивной техники взросло мастерство народных живописцев из подмосковной деревни Жостово.

Фигурное изображение конька, украшающего крышу
В конце 19 века самым распространенным кровельным материалом в городах стал листовой металл, из которого достаточно скоро начали изготавливать флюгера, коньки, воронки водосточных труб и прочие функциональные украшения крыши, декорированные ажурной просечкой (рдес. 6, цв. вставка 40). Флюгера помещали не только на гребне крыши, но и на вершине печной трубы. Вдоль конька крыши укрепляли просечной гребень, по краям которого нередко устанавливали миниатюрные башенки, напоминающие сказочные терема. На рубеже 19-20 веком в России, как и на территории Европы, особой популярностью пользовался стиль "модерн". В это время в крупнейших русских городах появляются красивейшие здания, щедро украшенные асимметричными решетками с динамичным орнаментом (цв. вставки 29, 35, 36). Часто рисунок ограды переходит на стену и продолжается в ином материале.
Технология художественной ковки
Рекристаллизациястали :
1 - молот; 2 - наковальня; 3 - состояниекристаллов до ковки; 4 - кристаллы, подвергающиеся ковке; 5 - кристаллыпослековки
Современная художественная ковка включает в себя весь арсенал приемов ручной ковки, известный кузнецам прошлых столетий. Основные техники ковки практически не изменились; число их осталось прежним. Как и в былые времена, талантливые кузнецы нашего времени, используя ограниченный набор традиционных техник, создают огромное многообразие художественных изделий.
Во время технологической обработки (ковки) металла происходит скольжение зерен относительно друг друга, в результате чего они вытягиваются в направлении течения металла (рте.40). Вытягиваются и неметаллические вкрапления, которые придают металлу волокнистое строение. Величина зерен к концу деформации металла зависит от его температуры к концу ковки: чем она выше, тем крупнее зерна и тем лучше механические свойства металла.
Куют большинство металлов в нагретом состоянии, так как под воздействием высоких температур металл становится более пластичным и податливым. В предыдущем разделе были подробно рассмотрены термические условия ковки, указаны начальная и конечная температура ковки стали. В процессе ковки металл постепенно остывает, что сказывается на его пластичности. Малоуглеродистые стали можно обрабатывать достаточно продолжительное время без дополнительного нагрева в кузнечном горне. А высокоуглеродистая сталь куется трудно, требует умелого обращения с нагретым металлом и грамотного проведения его нагревания. Технологическая обработка металла включает в себя несколько основных операций и множество приемов, разработанных на их основе. Выбор того или иного приема зависит от свойств конкретного металла, размеров и формы заготовки, наличия инструментов, а также определяется художественными замыслами кузнеца. Основные операции ковки:
— вытяжка,
— осадка,
— рубка,
— выбивание отверстий,
— гибка,
— торсирование
В работе с листовым металлом используются выколотка, дмфовка, формовка, а также такие виды декоративной отделки поверхности как чеканкаипросечка .
Прежде чем приступать к ковке изделия, необходимо составить точный конструктивный чертеж с учетом припусков на слесарную обработку (если она необходима). Наличие чертежа позволит достаточно точно определить:
— массу требуемого материала (а это может быть не только металл), включая отход металла на обсечку (до 20-30 %) и на угар (2-3 % на каждый нагрев и 1,5-2 % на каждый подогрев);
— наиболее приемлемые операции ковки;
— способы соединения отдельных частей изделия;
— набор инструментов, необходимых для воплощения изделия в металле.
Еще на этапе создания эскиза, предшествующем составлению конструктивного чертежа, следует учитывать технологические особенности ковки и избегать нехарактерных для нее форм и конфигураций. В частности, начинающему кузнецу, неискушенному в ковке, следует избегать деталей с ребристым сечением, деталей с резкими перепадами в размерах и пересечения цилиндрических деталей.
Назначение операции — увеличение длины заготовки за счет уменьшения площади ее поперечного сечения. Иными словами, вытяжку (протяжку) (рис. 41, цв„ вставка 14) применяют в тех случаях, когда необходимо вытянуть металлическую заготовку в длину. Часто к вытяжке прибегают с целью устранения внешнего дефекта на поверхности заготовки или чтобы улучшить зернистую структуру металла.
Вытяжку производят на наковальне ручником или специальным молотком.
Если кузнец работает в паре с молотобойцем, то для вытяжки заготовки используют специальный молоток со скругленным клиновидным бойком. По ходу операции молотобоец ударяет кувалдой по задку молотка. При этом кузнец после каждого удара молотобойца перемещает молоток вдоль заготовки. Таким образом, заготовка оказывается целиком испещренной поперечными углублениями. С каждым новым углублением происходит увеличение длины заготовки. Чем сильнее удары кувалды, тем глубже поперечные вмятины и тем больше длина заготовки.
К концу вытяжки на заготовке остаются поперечные углубления, которые необходимо выровнять при помощи гладилки. Молотобоец наносит удары по бойку гладилки, при этом кузнец постепенно перемещает гладилку вдоль заготовки до тех пор, пока ее поверхность не станет гладкой. Окончательное выравнивание вытянутой заготовки производят, когда она остынет. Небольшие заготовки выглаживают плоским бойком ручника.
Вытяжкаспереходамииспользуется в тех случаях, когда существует большая разница между размерами поперечного сечения исходной и требуемой заготовки (цв. вставка 14). Например, из толстой прямоугольной заготовки необходимо получить тонкий пруток круглого сечения. В данном случае вытяжка производится в несколько этапов. На каждом отдельном этапе стоят свои задачи, которые сводятся к двум основным: собственно вытяжке заготовки и изменению формы ее поперечного сечения. Чтобы придать заготовке требуемую форму, во время вытяжки ее кантуют — поворачивают вокруг продольной оси на 30°, 45° или 90°. Для получения цилиндрической заготовки из квадратной удобнее сначала произвести несколько вытяжек, а потом уложить заготовку одним ребром на наковальню, ударить молотком по противоположному ребру и проковать заготовку вдоль всей длины. После этого заготовку укладывают на соседнее ребро и выполняют аналогичные действия. В результате получается заготовка с восьмигранным сечением, которой при помощи фбжимок, раскаток или других инструментов придают цилиндрическую форму.
Вытяжканаоправкеиспользуется для увеличения длины полой заготовки (трубы) за счет уменьшения толщины ее стенок. В качестве оправки может выступать круглый пруток нужного диаметра, хотя лучше производить вытяжку на слегка конической оправке, с которой легче будет снять вытянутую заготовку. Вытяжку на оправке осуществляют в два этапа: сначала заготовку вытягивают частыми ударами молота и кувалды, постоянно поворачивая вокруг своей оси, а затем ее проглаживают в круглых обжимках требуемого диаметра. При вытяжке на квадратной оправке заготовку кантуют на 90°.
Раскаткапредназначена для увеличения диаметра кольцевой заготовки путем вытяжки стенок полосы. Раскатку производят на коническом роге при помощи кувалды. Завершают раскатку выглаживанием. Раскатку используют для изготовления бесшовных колец высокой прочности (цв. вставка 14).
Разгонка — одна из разновидностей вытяжки, при которой требуется увеличить площадь заготовки за счет ее высоты. Иными словами разгонка применяется в тех случаях, когда необходимо изготовить пластину из заготовки большого сечения. Разгонку осуществляют в двух направлениях от средней линии к краям заготовки. Последовательно производя удары молотом, формируют широкую ребристую поверхность желаемых размеров и толщины. В завершение поверхность заготовки выравнивают гладилками.
- в помощь попаденцу
- вооружение
Изготовление

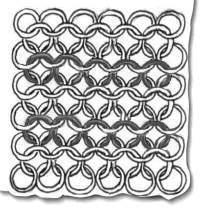
Изготовление колец кольчуги
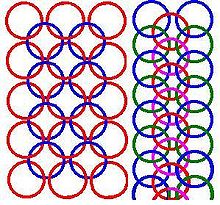
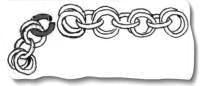
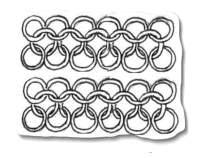
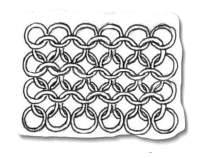
Плетение кольчуги „4 в 1“ и „6 в 1“
Только самые ранние кольчуги делались из сведённых колец (то есть концы куска проволоки, из которого изготовлялось кольцо, ничем не скреплялись) [3] В большинстве кольчуг кольца сваривались или заклёпывались, причем сварные кольца обычно соединялись между собой с помощью заклёпанных, но существовали и кольчуги, в которых все кольца были сварными. В японском варианте кольчуг использовались кольца в два оборота.
Наиболее простым вариантом плетения было „4 в 1“, при котором одно кольцо соединяется с четырьмя соседними. Такое плетение не давало достаточной защиты, поэтому использовались более сложные вариации — „6 в 1“, „8 в 1“, „8 в 2“, — которые улучшали защитные свойства и прочность кольчуги, но увеличивали как её вес так и время изготовления, а следовательно и стоимость готового изделия. Только проволока, вытягиваемая из булата индийскими мастерами была достаточно прочной, чтобы давать достаточную защиту при простом плетении. Также существовали понятия „двойного плетения“ и „тройного плетения“, но однозначного соответствие между двумя группами названий, видимо, нет.
Оба типа колец (сваренные (или сведённые и связанные нитью) и склепанные) были сделаны кузнецом, используя самодельную железную проволоку. Проволока для колец была изготовлена одним из двух методов. Первый метод — кузнец, просто должен был ковать прут до примерно правильного размера. Другой, более трудоемкий метод (более качественная проволока) — кузнец должен был тянуть тонкую часть железного прута через металлический конус, уменьшая его в диаметре, удлиняя и формируя его в круглую форму. Это было сделано неоднократно, пока не была достигнута желаемая толщина. Беcшовные кольца вырубались из листа металла. Сварка (стык ковался) также использовалась, чтобы создать кольца, но в Средневековой Европе почти никогда. Вне Европы эта практика была более обычна, типа известных колец 'теты' ('theta') из Индии. В Европе до X века, кольца кольчуги изготавливались не из проволоки (в отличие от других регионов), а каждое кольцо ковалось индивидуально, так как в Тёмные века была утеряна технология волочения проволоки. В X веке была изобретена волочильная доска, а с 1351 года волочение проволоки механизируется водяным колесом.[4]
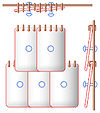
Основными параметрами кольца являются внутренний диаметр (ВД) и диаметр проволоки (или диагональ сечения гровера). Понятно, что внутренний диаметр должен быть как минимум в два-три раза больше диаметра проволоки, если от кольчуги требуется хоть какая-то гибкость. В то же время, кольца с гигантским ВД получаются хлипкими практически во всех случаях. Обычно ВД должен быть больше диаметра проволоки в пять раз, что в принципе верно и для подлинных кольчуг (средний диаметр кольца на средневековой кольчуге редко превышал сантиметр). Эта немного заумная картинка — попытка вывести зависимость плотности плетения от ВД и диаметра проволоки. Она прекрасно заменяется „правилом большого пальца“: если большой палец пролазит в кольцо, то это не кольчуга, a халтура.
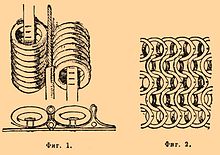
Энциклопедия Брокгауза Ф. А. и Ефрона И. А. описывает изготовление кольчуги следующим образом:

| Кольца, составляющие сеть, первоначально не соединялись вместе, но неподвижно нашивались на кожаное платье, закрепляясь или одно возле другого или же рядами, нанизываясь для этого на стержень Форма колец не всегда была круглая; иногда спереди делался небольшой выступ, придававший кольцу форму, получившую название "ржаного зерна". В кольчуге ряды располагались обыкновенно горизонтально, или чередуясь, ряд колец с рядом зерен, или только ряды зерен, направляя их в разные стороны. В лучших К. соединение колец делалось таким образом, что через 4 зерна пропускалось одно кольцо ; такой способ придавал особую прочность.В более простых К. кольца выбивались из железного листа; в лучших каждое кольцо ковалось отдельно. В восточных К. иногда для красоты прибавляются медные, серебряные или золоченые кольца. К., несомненно, восточного происхождения и появляется в Европе лишь ко времени крестовых походов. О существовании К. у славян свидетельствуют еще арабские писатели и в княжение Святослава кольчатый доспех, заимствованный у норманнов, входит уже в большое употребление. | 
|
[править] Материалы и изготовление колец
Прежде всего проволока (стальной проволоки на кольчугу идет как минимум килограммов 7-8; это 2000—2500 колец на килограмм), стержень нужного диаметра и несколько деревянных брусков. Стальная проволока диаметром 1,2 миллиметра очень хорошо подходит для колец с внутренним диаметром 6 мм. Но можно взять проволоку потолще, чтобы можно было делать кольца побольше (как уже говорилось, внутренний диаметр кольца должен быть примерно равен диаметру проволоки, умноженному на 5). Некоторые кольчуги (в частности, кольчуга XIII в. из Изяславля) делались с использованием колец 3-4 разных размеров.

| Стержень: диаметр его должен быть равен внутреннему диаметру кольца. Длина - как минимум сантиметров 30. "На расстоянии 1 см от любого конца сверлится сквозная дыра диаметром чуть большим, чем диаметр проволоки. В принципе, этого достаточно: стержень зажимается в тисках так, что дыра торчит над самыми губками, в дыру вставляется кончик проволоки - и "равномерными круговыми движениями" наматывается пружинка. Откусив бокорезами хвостики, снимаем пружинку с машинки и растягиваем так, чтобы расстояние между витками примерно равнялось 1,5 -2 диаметрам проволоки. Растянутую пружинку нарезаем на колечки. Колечки резать лучше одно за другим, группами по 4-5 штук. В этом случае отрезанные колечки не деформируются. Отрезав 5 штук, снимем отрезанные с лезвия ножниц, кладем в лоточек и повторим операцию." |
|
|
| Если хотите, чтобы кольчуга была действительно прочной, то используется очень твердая проволока, из разряда сталистых. В этом случае, откусить кольца от "пружинки" обычными кусачками проблематично, и используется зубило. Первое кольцо отгибается на 90 градусов от плоскости торца пружинки, и отрубается зубилом, потом следующее, и т.д. Также возможен способ отделения колец с помощью ножовки по металлу, когда "пружинка" распиливается на кольца прямо на стрежне. Также возможны варианты распиливания "болгаркой" с тонким диском, плазмотроном и другими инструментами, режущими металл и оставляющими разрез не более 1-0,5 мм. |
|
Половина изготовленного количества наглухо сваривалась в сплошные кольца. Вторая половина колец подвергалась дальнейшей обработке. Концы отрезков несколько расплющивались и в каждом из них пробивалось маленькое отверстие. Затем заготовлялись миниатюрные заклепки около 2 мм. Каждое разомкнутое кольцо продевалось в четыре сплошных, затем концы сводились, в отверстие вставлялась заклепка и вхолодную расклепывалась молотком, соединяя пять колец». Таким образом получался один ряд сварочный, другой склепанный. Колец в кольчатом доспехе было не менее 15 тысяч, а иногда и по 20 тысяч с лишним — в зависимости от длины и ширины доспеха и величины кольца. Вес также был не одинаков: более древние доспехи весили от 12 до 16 кг с лишним, более поздние — от 5 до 9 кг.
В новейшие времена в Фидонет в ru.weapon Дмитрием Кошевым описывалась кольчуга из шайб Гровера 6 мм. В отличие от старинных кольчуг, шайбы Гровера изготавливаются из закалённой стали.
Исторические разновидности чешуи

Индийский парадный доспех из позолоченной чешуи панголина
(из шкуры панголина)
[править] Из натуральной чешуи животных
Древнейший тип доспеха из чешуи — кожаный доспех из шкуры чешуйчатого животного, кожа которого обработана так, чтобы сохранить естественную поверхность. С появлением металлического оружия превратился в исключительно парадный доспех.
[править] Пришивная чешуя
Пришивная чешуя — это чешуйки, пришитые на основу (кожаную или суконную). Это — наиболее известный и популярный тип чешуи. Он наиболее прост в изготовлении и широко применялся с древнейших времён — известен ещё со времён зарождения цивилизаций. Так, Геродот следующим образом описывает доспехи персидских воинов царя Ксеркса: «На головах у них были так называемые тиары, а на теле — пёстрые хитоны с рукавами из железных чешуек наподобие рыбной чешуи» [2]
Подобные доспехи, в частности, носили парфянские катафрактарии и римские клибанарии[3]. Данный тип доспеха не исчезал даже в Тёмные века и более позднее время, когда в Европе кольчуга стала практически единственным типом доспеха. В этом случае панцирь надевался поверх кольчуги.[4] [5] Известно, что европейские пехотинцы носили подобные доспехи вплоть до 1325 г [6] Бытовали они и в Азии — например, некоторые монгольские куяки представляли собой нашитые на одежду чешуйки.[7] Они применялись в ряде стран Азии и Восточной Европы; изредка на Руси в XIII—XVIII.[8]

Римская бронзовая ламеллярная чешуя, скреплённая кольцами вместо шнура
[править] Ламеллярная чешуя
Чешуйки, сплетённые без основы как в ламелляре, только не снизу вверх, а сверху вниз. Существуют две противоположные версии, что появилось раньше — ламеллярная чешуя или ламелляр, так как принцип доспеха у них один и тот же. Разница же в том, что при тычке пехотинца снизу во всадника, одетого в чешую, остриё оружия проскользнёт между чешуек и поразит его, но если всадник одет в ламелляр, то остриё просто соскользнёт с доспеха; с точностью до наоборот обстоит с пехотинцем при тычке сверху с коня: остриё оружия пройдёт между чешуек ламелляра, но соскользнёт с чешуи.
Что любопытно, в дошедшей до наших дней римской чешуе из бронзы, являющейся по своей конструкции ламеллярной (то есть не имеющей основы), чешуйки скреплены не шнуром, а кольцами. Такой доспех применялся и в Византийской армии. Разнообразные по форме чешуйки скреплялись шнурами.[9]
чешуя в форме звёзд
чешуя в форме гор
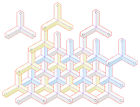
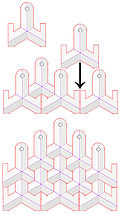
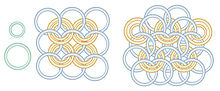
[править] Чешуя в форме звёзд и чешуя в форме гор
Представляет собой китайский вариант ламеллярной чешуи, про-эволюционировавшей до неузнаваемости, в которой отдельные пластинки имеют форму трёхконечных звёзд, либо в виде иероглифа 山 «шань» (гора) с пластинками из трёхконечных звёзд с двумя параллельными отростками, расположенными так, что пластина походит на «Ш»[10].
• в чешуе в форме звёзд — лучи имеют на концах отверстия для шнура и сплетены так, что шнур, соединяющий концы трёх звёзд, оказывается закрытым центром четвёртой звезды и защищён от разрубания. При этом доспех внешне выглядит как состоящий из маленьких звёздочек, а шнуров их соединяющих не видно.
• в чешуе в форме гор — верхний луч имеет отверстие, за которое пришит к основе, а два других луча имеют на концах отростки, параллельные верхнему лучу (так что получается похоже на перевёрнутую «М»). Пластины располагаются так же, как и в чешуе в форме звёзд, но отростки оказываются зацепленными за центр четвёртой звезды.[11]
клёпано-пришивная чешуя
[править] Клёпано-пришивная чешуя
Доспех из пластин, собранных на матерчатой или кожаной основе. Пластины доспеха пришивались к основе через 5-6 отверстий в верхнем крае и закреплялись в центре одной-двумя заклёпками.
Широкое применение данный тип доспеха получил в русском защитном комплексе XIII—XIV в.[12]; увы, до наших дней ни одного подобного доспеха в цельном виде не сохранилось, поэтому о внешнем виде данного типа доспехов можем судить только по отдельным пластинам и изобразительным источникам тех времен. Наиболее показательны в данном плане пластины от чешуи новгородского посадника Онцифора Лукича (середина XIV в.), и псковской чешуи, приписываемой князю Довмонту-Тимофею (середина — вторая половина XIII в.). Размеры пластин составляли около 6×4-6 см, а на доспех их уходило несколько сотен.[13]
Для средневековой Руси характерно использование клёпано-пришивной чешуи в комплексе с шинной защитой конечностей (данная тенденция прослеживается по изобразительным источникам того времени).[7] С.Герберштейн, посещавший Россию при Василии III, пишет о русском войске: «Некоторые из более знатных носят панцирь, латы, сделанные искусно, как будто из чешуи, и наручи»[14].

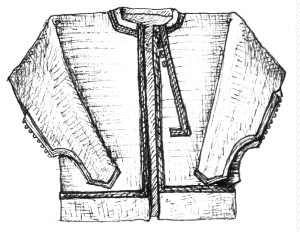
Гусарский доспех в сарматском стиле из Карацены, стилизованный под доспех сарматского катафрактия
[править] Клёпаная чешуя (карацена)
Из чешуек, часто с рёбрами жёсткости, которые не пришиты, а приклёпаны к кожаной основе двумя-тремя заклёпками (мелкие чешуйки — только одной заклёпкой)[15], название польск. Karacena происходит от лат. coriacea skórzana (не путать с Корацина от итал. Corazzina). Особую популярность этот тип доспеха снискал в Польше и Литве (а также в среде Белорусской и Украинской шляхты[16]), в связи с очень модной теорией сарматизма времён Яна Собеского, о сарматском происхождении шляхты (предками холопов считались другие народы). В связи с чем доспех из Карацены, носимый шляхтой, был стилизирован под чешуйчатые доспехи сарматских катафрактов. В связи с тем, что такой доспех был очень модным и престижным, он стоил баснословно дорого и был доступен не многим шляхтичам. В отличие от гусарских лат, среди доспехов из карацены встречались доспехи в полный рост (с полной защитой ног). Один из таких доспехов в полный рост хранится в Оружейной палате Кремля, а другой точно такой же, принадлежащий роду Унишовских, хранится в замке Вавель.
[править] Фэнтезийные разновидности чешуи
Данные разновидности не имеют исторических прототипов и распространены среди ролевиков.
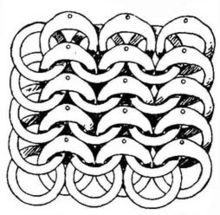
Рисунок Бехайма, приведший к забавному недоразумению
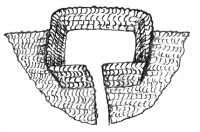
[править] Чешуефицированная кольчуга
Кольчуга, кольца в которой сплющены с одного края после плетения в чешую. Порождена недоразумением, вызванным невнимательным чтением «Энциклопедии Оружия» Бехайма[17], который итальянскую разновидность байданы, именуемую итал. maglia ghiazzerina (яцериновое плетение или просто «яцерин»), называет чешуёй, кроме того, он же неверно называет такую кольчугу разновидностью… карацены. Что опять же привело к заблуждению, согласно которому карацену ошибочно считают разновидностью кольчуги.
«Драконья „чешуя“»
[править] «Драконья „чешуя“»
Распространённая среди ролевиков (особенно толкинистов), особая разновидность кольчуги королевского плетения «Королевское плетение», называемое также «8 в 2» — гомологичное плетению «4 в 1», с той разницей, что при плетении вместо одного кольца используется пара колец. В отличие от традиционной кольчуги королевского плетения, в «драконьей чешуе» в декоративных целях в каждой паре кольца имеют разный диаметр. Некоторые разновидности «драконьей чешуи» имеют плетение не «8 в 2» (как «королевское»), а «4 в 2» и «6 в 2». В связи с отсутствием у такой кольчуги исторических аналогов, хардкорные исторические реконструкторы (не играющие в ролевые игры) нередко называют данный тип кольчуги «гоблинской».
[править] Примечания
↑ Показывать компактно
- ↑ иссыкский золотой человек:
- К. А. Акишев «Курган Иссык, Искусство саков Казахстана» Москва Искусство 1978
- АКИШЕВ А. К. «КОСТЮМ „ЗОЛОТОГО ЧЕЛОВЕКА“ И ПРОБЛЕМА КАТАФРАКТАРИЯ»
- Акишев К. А., Акишев А. К. «Происхождение и семантика иссыкского головного убора. — В кн.: Археологические исследования в Казахстане», Алма-Ата, 1979
- ↑ Историки античности Т. 1 Древняя Греция М., «Правда», 1989
- ↑ Коннолли П. Греция и Рим. Энциклопедия военной истории.
- ↑ Е. В. Черненко. Происхождение пластинчатого панцирного доспеха.
- ↑ Д. Шпаковский, А. МакБрайд Французская армия в Столетней войне
- ↑ Т. Уайз, Дж. Эмблтон Армии средневековой Европы
- ↑ 12 Кирпичников А. Н., «Древнерусское оружие. Выпуск 3. Доспех, комплекс боевых средств IX—XIII вв.», Издательство «Наука», 1971.
- ↑ Кирпичников А. Н., «Военное дело на Руси в XIII—XV вв.»
- ↑ Byzantine Lamellar Armour
- ↑ «Construction of Chinese mountain pattern armour» by Daniel Slone
- ↑ Berthold Laufer, Chinese Clay Figures, 1914
- ↑ М. Горелик Куликовская битва 1380 г.: русский и золотоордынский воины
- ↑ В.Волков. «Войны и войска Московского государства»
- ↑ Герберштейн «Записки о Московии».
- ↑ Ю. В. Квитковский «Польское оборонительное вооружение»
- ↑ Беларусь и Украина входили в состав Речи Посполитой и имели собственную шляхту в литовско-польских традициях
- ↑ Wendelin Boeheim. «Handbuch der Waffenkunde. Das Waffenwesen in seiner historischen Entwicklung vom Beginn des Mittelalters bis zum Ende des 18 Jahrhunders», Leipzig 1890
Как сделать кольчугу
Подборка инструментов
Кто и когда изобрел кольчугу - каждый понимает в меру своей испорченности. Западные реконструкторы в качестве первооткрывателей часто называют кельтов, хотя сарматам, например, она была известна примерно в то же время. Скорее всего, выдумали ее где-то в Малой Азии, во втором тысячелетия до нашей эры.
Как понятно из названия, этот вид доспеха делается из колец (для тех, кто думает, что это банально - английское название кольчуги "mail" (или "maile") происходит от латинского "macula" - сеть). В большинстве подлинных кольчуг кольца заклепывались или заваривались (обычно заваренные кольца соединялись заклепанными, но есть несколько восточных байдан, где все кольца сварные). Только ранние европейские образцы делались из сведенных колец, да как всегда учудили японцы, пользовавшиеся сведенными кольцами или кольцами в два оборота, как на брелоках для ключей.
Изготовление кольчуги - это тихий и спокойный процесс, вполне пригодный для коротания долгих зимних вечеров. Разумеется, это относится только к кольчугам из сведенных колец, поскольку мало кто из соседей или родственников способен спокойно слушать, как вы заклепываете кольцо за кольцом... и так тысяч 20 колец (а то и больше). В любом случае, первую кольчугу лучше делать из самодельных сведенных колец, хотя бы потому, что в этом случае гораздо проще исправлять неизбежные ошибки.
Методов плетения существует достаточно много, но наиболее распространенным был и остается метод "4-в-1", при котором каждое кольцо соединяется с 4 соседними, и его вариации (6-в-1, 8-в-1, 8-в-2). При этом основным элементом плетения является квадрат. При "японском" плетении 4-в-1 основным элементом является ромб, возможны и другие варианты... но об этом попозже. Для начала все-таки стоит освоить старый добрый европейский метод.
Основными параметрами кольца являются внутренний диаметр (ВД) и диаметр проволоки (или диагональ сечения гровера). Ежу понятно, что внутренний диаметр должен быть как минимум в два-три раза больше диаметра проволоки, если от кольчуги требуется хоть какая-то гибкость. В то же время, кольца с гигантским ВД получаются хлипкими практически во всех случаях. Обычно ВД должен быть больше диаметра проволоки в пять раз, что в принципе верно и для подлинных кольчуг (средний диаметр кольца на средневековой кольчуге редко превышал сантиметр).
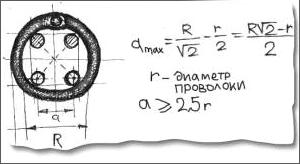
Эта немного заумная картинка - попытка вывести зависимость плотности плетения от ВД и диаметра проволоки. Она прекрасно заменяется "правилом большого пальца" : если большой палец пролазит в кольцо, то это не кольчуга. Это халтура. Инструмент Для работы из инструмента потребуются: тиски средние или маленькие - 1 шт., бокорезы - 1шт., плоскогубцы или утконосы с загнутыми губками - 2 шт. и ножницы по металлу - 1 шт., пара перчаток.
Главное - это плоскогубцы. Во избежание мозолей покрытие ручек у них должно быть мягким и удобным, но сидеть на ручках должно плотно, не прокручиваясь. Если нет возможности купить такие, можно обмотать ручки изолентой. Рабочая поверхность губок должна быть рифленой, чтобы не соскальзывать с колец.
Ножницы по металлу нужны для резки колец. Резать (кусать) кольца можно и бокорезами, но тогда срез получается очень корявый. Ножницы дают ровный срез, и отрезать можно по несколько колец зараз, но использовать их для резки проволоки больше 1,5 миллиметров в диаметре я бы не рекомендовал. Разумеется, для резки их надо зажать в тисках.

На рисунке слева- колечко, откушенное бокорезами, справа - ножницами по металлу. В последнем случае срез идет немного по диагонали , и как минимум на 2/3 своей длины оказывается ровным. Если аккуратно сводить такие кольца, то никаких заусениц и острых краев не будет.
Бокорезы используются для снятия навитых колец со стержня (см. ниже), и особых требований к ним нет.
Тиски используются при накрутке колец и при резке. Удобнее всего средние тисочки на струбцине.
Наматывать проволоку и резать кольца обязательно в перчатках. Иначе легко заработать мозоли, которые заставят отложить работу на несколько дней.
Материалы
Материалы Прежде всего проволока (стальной проволоки на кольчугу идет как минимум килограмм 7-8), стержень нужного диаметра и несколько деревянных брусков. Проволока не должна быть алюминиевой!!!!! На это есть три причины: она слишком мягкая, выглядит как алюминий, и пачкается. Стальная проволока так же доступна, выглядит лучше и гораздо прочнее. Проще всего достать - купить - проволоку в магазинах, торгующих сварочным оборудованием. Они продают, например, стальную проволоку с медным покрытием диаметром 1,2 миллиметра, которая очень хорошо подходит для колец с внутренним диаметром 6 мм. Но для первого раза лучше, наверное, взять проволоку потолще, чтобы можно было делать кольца побольше (как уже говорилось, внутренний диаметр кольца должен быть примерно равен диаметру проволоки, умноженному на 5). Но не стоит расстраиваться, если диаметр колец в уже сделанной части перестал вас удовлетворять: некоторые кольчуги (в частности, кольчуга XIII в. из Изяславля) делались с использованием колец 3-4 разных размеров. Кроме того, кольчужные феньки можно использовать в качестве подарка. Стержень: диаметр его должен быть равен внутреннему диаметру кольца. Лучше всего подойдет медный или латунный пруток (разумеется, прямой). Длина - как минимум сантиметров 30. На расстоянии 1 см от любого конца сверлится сквозная дыра диаметром чуть большим, чем диаметр проволоки. В принципе, этого достаточно: стержень зажимается в тисках так, что дыра торчит над самыми губками, в дыру вставляется кончик проволоки - и "равномерными круговыми движениями" наматывается пружинка. Тем же, кому это надоело (а надоедает оно быстро) самое время вспомнить о брусочках и сделать mandrel, то есть машинку-вороток:

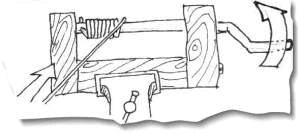 Вороток значительно ускорит намотку "пружинок" - заготовок для будущих колец. Хотя крутить его лучше вручную, а не электродрелью. Во-первых, дрель должна быть хорошей, с изменяемой скоростью вращения - следовательно дорогой , а во-вторых ее легко можно испортить.
Вороток значительно ускорит намотку "пружинок" - заготовок для будущих колец. Хотя крутить его лучше вручную, а не электродрелью. Во-первых, дрель должна быть хорошей, с изменяемой скоростью вращения - следовательно дорогой , а во-вторых ее легко можно испортить. 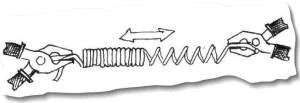 Откусив бокорезами хвостики, снимаем пружинку с машинки и растягиваем так, чтобы расстояние между витками примерно равнялось 1,5 -2 диаметрам проволоки
Откусив бокорезами хвостики, снимаем пружинку с машинки и растягиваем так, чтобы расстояние между витками примерно равнялось 1,5 -2 диаметрам проволоки
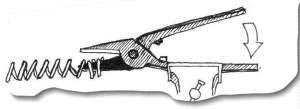 Растянутую пружинку нарезаем на колечки. Колечки резать лучше одно за другим, группками по 4-5 штук. В этом случае отрезанные колечки не деформируются. Отрезав 5 штук - снимем отрезанные с лезвия ножниц, кладем в лоточек и повторим операцию... Если кому-то это покажется нудным - можно использовать гроверные шайбы. Но соединять из все равно придется способом, который я опишу ниже.
Растянутую пружинку нарезаем на колечки. Колечки резать лучше одно за другим, группками по 4-5 штук. В этом случае отрезанные колечки не деформируются. Отрезав 5 штук - снимем отрезанные с лезвия ножниц, кладем в лоточек и повторим операцию... Если кому-то это покажется нудным - можно использовать гроверные шайбы. Но соединять из все равно придется способом, который я опишу ниже.
Соединение колец
Итак, определенное количество колец у нас уже есть. Для начала из этих колец надо наделать "пятерочек" (свести 4 кольца, продеть их в пятое и свести пятое). В расправленном виде "пятерочка" выглядит так:

Чтоб понять основные принципы, должно хватить девяти пятерочек. В результате получится кольчужный лоскуток 3 на 3, и если опыт будет удачен он станет основой кольчуги, а если нет - его можно будет со спокойной совестью выкинуть или подарить.
| Следующий шаг - соединение пятерочек в цепочки. Тут тоже все очень просто: через четыре сомкнутых кольца продевается пятое и сводится. В нынешнем примере должны получиться 3 цепочки |
| Две готовые цепочки кладутся на ровную, светлую поверхность (кому нравится - на темную, но не советую) и разглаживаются так, как показано на картинке. Главное, за чем надо следить- это за тем, чтобы колечки среднего (второго снизу) ряда проходили ПОД колечками нижнего ряда и НАД колечками верхнего. На словах выходит путано, но на картинке все понятно. Плести будет гораздо удобнее. |
| Аккуратно поддеваем разомкнутым колечком два кольца на нижней цепочке (новое кольцо проходит ПОД ними) и продеваем его через кольца верхней - так, чтобы оно прошло НАД ними. После этого зажимаем кольцо. Если при этом цепочки съедут - не беда, главное, чтобы кольца, через которые проходит новое кольцо, не выскользнули из него. |
| Теперь главное - снова аккуратно расправить цепочки - и можно вдевать следующее кольцо. Через некоторое время процедура станет привычной и очень скоро получится вот такой вот прямоугольничек размером две на три "пятерочки". |
| Если все было проделано правильно, то через некоторое время на свет появится вот такой - только, разумеется, гораздо более аккуратный - кольчужный квадрат размером 3 на 3. На этом этапе можно немного погордится собой и приступать к изготовление квадрата 10 на 10, которых понадобится не один и не два... |
Кройка и шитье
Сделав несколько прямоугольников можно приступать к соединению их в носимую вещь. Сразу замахиваться на "хауберк" с капюшоном не стоит. Начинать надо с "бронелифчика" (взято в кавычки, поскольку настоящий бронелифчик - это уже высший пилотаж). Описываемое ниже изделие - просто заготовка, закрывающая грудь и плечи. Ее можно (и нужно) наращивать во всех направлениях.
Внимание! Прежде чем соединять прямоугольники между собой, их хотя бы вымыть. Зачем - вопрос праздный: кольчугу в процессе изготовления придется примерять не раз и не два, а на проволоке (или гровере) почти наверняка осталась смазка и прочая грязь, которую гораздо проще "состирать" с кольчужного прямоугольника 10х10, чем с футболки или с полу готовой кольчуги (честное слово). Мыть прямоугольник лучше всего неразбавленным средством для мытья посуды (Fairy очень хорошо подходит): несколько капель на кольца, потереть до полного удовлетворения (или образования пены), смыть пену теплой водой и сразу же высушить прямоугольник, протерев его насухо. Результат этой операции можно положить рядом с немытым прямоугольником и почувствовать разницу.
Теперь из несколько прямоугольников надо соединить в длинную ленту. Длина ленты должна быть достаточной для того, чтобы свободно обхватить "на вдохе" грудь будущего носителя (или носительницы кольчуги) плюс как минимум 10-15 сантиметров запаса -" на вырост" и чтобы более или менее легко надевать ее на подкольчужник (поскольку носить на голое тело можно только кольчугу из анодированного алюминия, да и то только в одном месте - в стриптиз-баре) . Для того, чтобы звенья надетой кольчуги смыкались под собственным весом, при соединении прямоугольники надо укладывать так, как показано на рисунке:

Стрелками показано в какую сторону наращивать ленту. Проведя ладонью вдоль по ленте в этих направлениях, можно почувствовать что кольца "цепляют" ладонь. Если же провести поперек, кольца будут слегка прокручиваться и ладонь будет скользить - теоретически так же будет скользить и рубящий удар (маленькое примечание: встречал упоминание о том, что в римских кольчугах все было наоборот - но не смог найти первоисточника).
Итак, лента сделана и соединена в кольцо, которое свободно надевается (а главное снимается) "через голову". Теперь можно приплетать плечи.

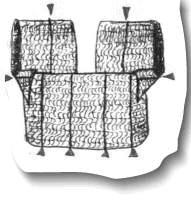
| Плечи начинаются с двух полосок 20х10 (каждая из двух квадратов). Ход колец на плечах - такой же, как и на туловище. Красными треугольниками обозначены места состыковки квадратов. Здесь надо аккуратно просчитать количество кольчужных "колонок", чтобы дырки под правую и левую руку были одинаковы. Да, и еще: голова должна проходить в предназначенное для нее отверстие свободно, не цепляясь ушами. Кстати, если среди знакомых или родственников есть кто-то, связавший хотя бы один свитер, можно спросить совета у них. |
| То же самое, но вид сверху. Спереди расстояние между плечевыми полосками должно быть чуть меньше, чем сзади. Вообще надо быть готовым к тому, что плечи придется переплетать после первой примерки. Допустим, все хорошо - голова и руки свободно пролазят в отведенные для них отверстия. Накрутившись перед зеркалом и вдоволь постучав себя в бронированную грудь, нужно попробовать подвигать руками - свести их перед собой, поднять, опустить, завести за спину и т.п. Не исключено, что после таких телодвижений некоторые кольца разойдутся (если, естественно, используется не гровер). Это не смертельно, просто в этих местах нужны будут вставки. |
| После первой примерки можно начинать рукава. Направление колец остается тем же, что и на туловище (то есть когда руки опущены, кольца на рукавах висят "неправильно"). Снизу (подмышками) вплетаются вставки в форме двух прямоугольных треугольников. Таких вставок потребуется четыре штуки. Размер их зависит от многих параметров, а предназначены они в первую очередь для того, чтобы носитель кольчуги мог опустить руки. Впрочем, дойдя до этой стадии, можно уже найти свой способ решения этой проблемы...(или опять же спросить у тех, кто вяжет) |
Воротнички и манжеты
Итак, подол изловленной кольчуги уже вполне закрывает пуп, а рукава достигают локтя. Казалось бы, все хорошо. но в памяти почему-то постоянно оживает трагический образ кузнеца из фильма "Александр Невский" слова которого вынесены в эпиграф. Что же нужно сделать, чтобы не оказаться в подобной ситуации
Воротники
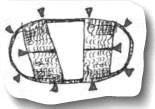
Во-первых, можно оставить дыру для головы такой, какая она есть, понадеявшись на то, что ее закроет бармица шлема или "bishop's mantle". Однако есть способ, различные модификации которого достаточно широко применявшились в средние века. Это "стоячий" ворот.
Чаще всего такой воротник ассоциируется с восточными кольчугами (и с кольчужно-пластинчатыми доспехами), но применялся он и в Европе: несколько кольчуг 16-го века, находящихся в коллекции Уоллеса (Wallace collection), снабжены "воротом из сплющеных колец большого диаметра", за что их некоторое время считали азиатскими. Ошибку обнаружили (лет через 20) благодаря вплетенным в аналогичную кольчугу кольцам с немецкими клеймами. Стоячие вороты были и у русских кольчуг, причем еще в домонгольский период: две практически целые кольчуги этого времени были найдены в Изяславле и Кременце, причем в изяславской кольчуге сохранились даже кожаные ленты, которыми был простеган воротник.
У Кременецкой кольчуги прорезь расположена слева, а не по центру, но сути это не меняет: кольчуга с таким воротником одинаково уместна и на ландскнехте, и на русском воине 13 века, и на половецком всаднике. Как же делается воротник?
Для начала уже существующую квадратную дырку для головы надо уменьшить. Если этого не сделать, а начать приплетать воротник сразу же, результат получится жутковатым, ведь диаметр воротника окажется больше максимального диаметра головы! Для этого надо добавить несколько рядов колец со всех сторон и сделать прорезь- на груди или сбоку. Уменьшая размер отверстия, надо помнить о двух вещах: во-первых, воротник не должен жать, а во-вторых стоячий и простеганный воротник не позволит вороту растягиваться. Кроме того, слишком узкий ворот приведет к необходимости удлинить прорезь, что по понятным причинам нежелательно.
Удовлетворившись наконец размерами ворота, можно делать собственно воротник: это полоса высотой в 3-4 и длиной около 50 " пятерочек", которая затем приплетается по периметру ворота.
Здесь возможно несколько вариантов: можно взять проволоку потолще (тогда полоса получится жесткой и без кожаных лент), можно для той же цели попробовать сплющить кольца... Все эти способы правильные, и все они и использовались в средние века. Единственный "неправильный" (то есть не подтвержденный реальными находками) способ заключается в использовании для ворота плетения 6-в-1 или 8-в-1.
Но ворот, простеганный кожаными ремешками, все-таки смотрится гораздо красивее. Для этого достаточно продернуть несколько ремней (шириной примерно равных внутреннему диаметру кольца) в кольца, причем, если диаметр кольца маленький, продевать ремни можно через ряд.
Теперь осталась последняя, и самая трудная задача: как застегнуть ворот и закрыть щель на груди? Решений может быть много. В поздних кольчугах и кольчужно-пластинчатых доспехах использовались крючки различной формы (зацеплявшиеся за специальные петли или просто за кольца кольчуги), ремни с пряжками и даже шарнирные петли. К сожалению, из-за редкости находок кольчуг более раннего времени нельзя с уверенностью сказать, как именно застегивались на них вороты. Пожалуй, самым простым и верным решением будет обычная шнуровка.
Манжеты
С рукавами дело обстоит гораздо сложнее. Несмотря на обилие изображений рыцарей кольчугах с длинными рукавами, таких кольчуг сохранилось очень мало, и часть из них оказались составными, то есть собранными из кусков нескольких доспехов, причем чаще всего в XIX веке, когда в Европе возродился интерес к средневековью.
У упоминавшейся выше кольчуги ландскнехта из коллекции Уоллеса длинные прямые рукава. Рукава другой кольчуги из той же коллекции "согнуты в локтях", то есть скорее всего в рукав на уровне локтя вплетены клинья.
Похоже, что восточные и русские кольчуги чаще делали с короткими рукавами, предпочитая использовать наручи. Один из редких образцов хранится в Музее Армии в Стамбуле - это кольчуга Махмуда Паши, умершего в 1474 году. Она обшита снаружи алым, а изнутри (поверх подкладки) розовым шелком, и судя по всему ее покрой копирует покрой рубахи.
Но это скорее исключение. Гораздо чаще встречаются восточные кольчуги с рукавами до локтя.
Хорошо сделанная кольчуга уже сама по себе красива. Однако очень часто (толи из пижонства, то ли потому, что так требовал рынок) мастера и на Западе, и на Востоке старались дополнительно украсить готовое изделие. При этом использовались как накладные элементы (бляхи и "мишени"), так и вариации плетения и изменение цвета колец.
В Европе часто ограничивались рядом медных колец на вороте и рукавах. Для суеверных ландскнехтов мастера вплетали кольца с заговорами или просто последовательностью закорючек, похожих на буквы:

Мастер, изготовивший байдану для Бориса Годунова, выбил на каждом кольце "С нами Бог, кто же на мы", исламские оружейники были способны покрыть каждое кольцо золочеными изречениями из Корана. Превзошли всех индусы и персы, парадные доспехи которых делались из очень маленьких сведенных колец. Пользуясь разноцветной проволокой (медной, латунной, стальной) они создавали геометрические узоры, до боли напоминающие модные в 70х годах свитера с геометрическим орнаментом - памятник бессмысленной старательности. Поэтому при украшении кольчуги фантазию проявлять надо, но в меру, и красота не должна мешать функциональности. На меня, к примеру, самое большое впечатление произвела венгерская кольчуга начала 16 века, единственным украшением которой были позолоченные крючки и рад позолоченных же колец, вплетенных в ворот...
Киевская Русь 9 11 века
Идеалами, освещавшими мой путь и сообщавшими мне смелость и мужество, были доброта, красота и истина. Без чувства солидарности с теми, кто разделяет мои убеждения, без преследования вечно неуловимого объективного в искусстве и в науке жизнь показалась бы мне абсолютно пустой.
В начале первого тысячелетия нашей эры Восточно-Европейская равнина делилась на три довольно четко очерченных пояса. Север и северо-запад населяли земледельцы, расчищавшие лес для посевов, жившие его дарами и защищенные лесами и болотами, как от нашествий, так и от внешних влияний.
Степь была местом обитания, сражений и бесчисленных перемещений кочевых народов, приходивших с Востока. Причерноморье со времен античности представляло собой "витрину" городской цивилизации - сначала древнегреческой, а затем византийской.
Земледельцами лесной и лесостепной зон были в основном славяне, уже обитавшие на этих землях или пришедшие с Запада и смешавшиеся с более древним населением (большинство современных историков помещает прародину славян в бассейне Вислы и Припяти). Очевидно, уже во II-IV вв. движение германских племен на юг приводит к обособлению западных и восточных славян, а после падения державы гуннов в конце V в. начинается славянская колонизация Балканского полуострова и в результате - формирование южнославянской семьи племен. Восточные славяне занимают Верхнее Поднепровье и его северную периферию, принадлежавшую ранее балтийским и финно-угорским племенам, с увеличением территории идет разделение на племенные группировки. В VII в. восточные славяне постепенно выходят из "тени лесов на арену истории". <a href="http://drevnijmir.ru/civ/civ8.php"> Киевская Русь </a>
Поляне и Киев
Вероятно, уже к тому времени они насчитывали 13 или 14 племен, самым влиятельным из которых были поляне, обитавшие в среднем течении Днепра. Кроме общих анимистических верований и богов, их объединял язык. Киевская Русь 9 11 века. Централизованная власть отсутствовала. Старейшины стояли во главе племен и родов, земля и скот считались общей собственностью. Важные вопросы решались на племенных сходах в укрепленных "градах", строившихся в центре каждой группы поселений. На следующем этапе развития восточнославянской общности (VIII-IX вв.), с подъемом торговли и земледелия, эти племенные центры начали превращаться в раннефеодальные города. Главным городом полян, которые, возможно, уже в VII в. возглавили союз племен, ставший прямым предшественником древнерусского государства, был Киев.
Памятник полулегендарному основателю города князю Кию, его братьям Хориву Щеку и их сестре Лыбеди - бронзовая ладья с четырьмя фигурами в кольчугах - стоит сегодня в Киеве на берегу реки, которой он во многом обязан своим значением и ведущей ролью.
Из варяг в греки
Памятник, изображающий ладью с воинами, стоит и в шведском городе Норчёпинге на восточном побережье страны. Воины - это первые русские князья Рюрик (Рёрик), Олег (Олаф) и Игорь (Ингвар).
Именно шведы, в отличие от облюбовавших города Западной Европы норвежцев и датчан, приняли участие в становлении государства Киевской Руси. Размеры этого участия по сей день являются предметом споров среди историков. Фраза Нестора-Летописца о том, как славяне пригласили русь (так, вероятно, другие народы вначале называли варягов) "княжить и владеть ими", широко цитировалась сторонниками т. н. "норманской теории" в XVIII-начале XX вв. и замалчивалась советскими историками в 30-50-е гг. Сегодня большинство исследователей согласны с тем, что, продвигаясь к Черному и Каспийскому морям, создавая поселения-базы на пути к богатствам Византии и исламского мира, северные воины-купцы сыграли роль катализатора уже назревшего скачка в политическом развитии восточных славян. Пришельцы подчиняли себе местное население и объединяли его, или славяне сами объединялись перед лицом варяжской угрозы, иногда их интересы совпадали, и они вместе охраняли торговый путь "в греки" и оборонялись от кочевников и хазар.
Рассматривая археологические находки последних десятилетий, ученые все более склонны говорить о возникновении древнерусского государства в результате сложного взаимодействия славянского и варяжского начал. С одной стороны, все киевские правители и большая часть дружинников носили до последней трети X в. скандинавские имена. С другой, Святослав Игоревич - всего лишь третий киевский князь после Олега. В Киеве, став частью древнерусской элиты, варяги уже через несколько поколений полностью растворялись среди славянского населения. Возможно, поэтому Киев упоминается в скандинавских сагах того периода редко и вскользь, в то время как о Новгороде слагавшие их скальды знали многое, включая топографические подробности.
Контроль за обеими главными "базами" на пути "в греки" был, очевидно, основной задачей Олега, когда в 882 г., согласно Несторовой "Повести временных лет", он отплыл из Новгорода в Киев во главе варяжско-славянской дружины. Взяв с собой малолетнего Игоря, которого летописец называет сыном умершего к тому времени конунга Рюрика, Олег, убив бояр Аскольда и Дира, правивших в Киеве, объявил его "матерью городов русских". Позднее, в 907 г., он попытался довести свой шаг до логического конца и захватить Константинополь, но ему пришлось ограничиться богатой добычей и выгодным договором с Византией.
Новые земли
За 30 лет своего затянувшегося "регентства" над Игорем Олег - несомненно, талантливый полководец и политик - значительно расширил свои владения. После полян он обложил данью древлян и другие соседние племена, что вызвало войну с хазарами, закончившуюся победой руссов. Княжение Игоря, во многом повторившего дела Олега, но с гораздо меньшим успехом, началось и закончилось восстаниями древлян, от руки которых он погиб в 945 г. Жестоко отомстив древлянам, его жена Ольга тем не менее поняла, что перегибы со сбором дани погубят нарождающееся государство, и ввела первую в Киевской Руси систему налогообложения. В 955 г. она принимает христианство, через два года - едет в Константинополь и ведет переговоры с византийским императором. Киевская Русь 9 11 века. Сам этот факт говорит о стремительно растущем авторитете Киевской Руси.
Правлением сына Игоря и Ольги Святослава историки часто заканчивают первый период истории Киевской Руси. Подчинив себе вятичей, он распространил власть Киева на всех восточных славян и проложил древнерусскому государству путь на северо-восток, вторгнувшись в Болгарию, серьезно угрожал Византии, разгромив Хазарский каганат, устранил грозного соперника, еще недавно бравшего дань с полян, вятичей и северян. Однако, как часто бывает в истории, с исчезновением хазар не стало и "буферной зоны" на пути куда более опасных кочевников из азиатских степей. Гибель Святослава oт рук печенегов по дороге домой из Болгарии стала знаком угрозы, которая будет довлеть над Русью более полутора веков.
Владимир крестит Русь
Эту угрозу хорошо понимал Владимир ставший киевским князем после восьми летней братоубийственной борьбы за власть. Укрепив южные границы и построив там ряд городов, он начал искать более безопасные пути в Константинополь. Hа западе он присоединил Галич и Волынь которые "подхватят знамя" Киева после его политического упадка в середине XII в Но это все в будущем, а пока что Киевская Русь вступает в эпоху расцвета. Владения Владимира достигли 800 тысяч кв. км - больше, чем у кого-либо другого в Европе.
Однако самым значительным деянием Владимира является крещение Руси. Его выбор в пользу православного христианства направил ход восточноевропейской истории не менее чем на тысячу лет. Не говоря уже о том, что благодаря ему Русь стала частью христианского Запада, а не мусульманского Востока, принятие креста из рук Византии, а не Рима определило историческую судьбу восточных славян -и заложило основу будущих конфликтов с ближайшими соседями.
Прямым следствием принятия христианства было мгновенное повышение авторитета Владимира (женившегося на сестре византийского императора), его династии и всей страны. Государство получило идейную основу ("один бог - один царь"), общество - источник богатейшей культуры.
Вершина
Ярослав начал княжение в Новгороде с того, что отказался платить дань Киеву (1014), и только смерть Владимира предотвратила войну. Но повторилась усобица между братьями за отцовский трон, превращавшаяся на Руси в кровавую традицию. Единство страны восстановилось только 21 год спустя, когда Ярослав сел, наконец, на киевский престол. Имя "Мудрый" он получил не только за то, что смог продолжить и умножить начатое отцом. Достигшее при нем своей вершины развитие Киевской Руси проявилось в реформе и уложении законов в общий свод (Русская правда), всемерной поддержке образования, основании Киевской митрополии (1037), бурном строительстве церквей (при нем в одной только столице их было более 400) и монастырей.
В первую очередь строились ансамбли "государственного назначения" - княжеские дворцы и монументальные соборы, символизировавшие величие новой веры и могущество державы. Создаваемые в целом по византийскому образцу, церковные сооружения вскоре приобрели характерные древнерусские и местные черты. При Ярославе были возведены Софийские соборы в Киеве (1037), Новгороде (1045) и Полоцке (серед. XI в.). Позже были построены Успенский собор Киево-Печерского монастыря (1073-78), Михайловский Златоверхий собор (1108-13) и Кирилловская церковь (серед. XII в.) в Киеве, Успенский и Борисоглебский соборы в Чернигове (XII в.). Вскоре после основания в1051 г. Киево-Печерского монастыря туда из софийской митрополии перемещается центр древнерусского летописания, в XII в. монастырь получает статус лавры - одного из самых влиятельных мужских монастырей в православии.
Византийские епископы, приезжая на Русь, везли с собой переписчиков и иконописцев; епископства становились центрами распространения грамотности и культуры. Ускорил развитие древнерусского общества и тот факт, что Константинополь, в отличие от Рима, разрешал обращенным народам вести богослужение и читать Библию на родном языке. Так созданный Кириллом и Мефодием алфавит стал основой письменности для большей части православных, а церковнославянский язык - третьим, после древнегреческого и латыни, языком средневековой европейской цивилизации.
При Ярославе Русь, благодаря своей возросшей силе и влиянию (а, как следствие, и династическим связям), прочно вошла в семью европейских народов, "ведома и слышима", как писал ее митрополит Иларион, "всеми четырьми конци земли".
Дата добавления: 2020-11-23; просмотров: 156; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!