Трансформаторы с нормальным магнитным рассеиванием
В основе работы трансформатора лежит явление электромагнитной индукции, заключающаяся в том, что при изменении магнитного потока внутри контура, охваченного проводником, в этом проводнике возникает электродвижущая сила (ЭДС), а при замыкании проводника — в нём появляется ток.
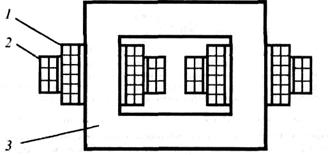
Рис. 1 Конструктивная схема трансформатора с нормальным рассеянием
Сварочный трансформатор с нормальным рассеянием (рис.1) обычно имеет стержневой магнитопровод 3, цилиндрические первичную 1, и вторичную 2 обмотки, каждая из которых состоит из двух катушек. Электрическая энергия сети подаётся на первичную обмотку и преобразуется в ней в энергию магнитного потока, которая по магнитопроводу передаётся вторичной обмотке, где снова преобразуется в электрическую и подаётся дальше на сварочную дугу. Число витков вторичной обмотки меньше, чем у первичной, т.е. трансформатор понижает сетевое напряжение до необходимого при сварке. Вторичные катушки концентрично надеты на первичные, поэтому почти весь поток, создаваемый первичной обмоткой, сцепляется и со вторичной. Поток рассеяния, создаваемый одной обмоткой, но не сцепляющийся с другой, очень мал. Поэтому такая конструкция и называется трансформатором с нормальным рассеянием. Его индуктивное сопротивление невелико, поэтому внешняя характеристика — почти жёсткая. Следовательно, один трансформатор для ручной дуговой сварки использоваться не может, его дополняют индуктивной катушкой — дросселем.
|
|
|
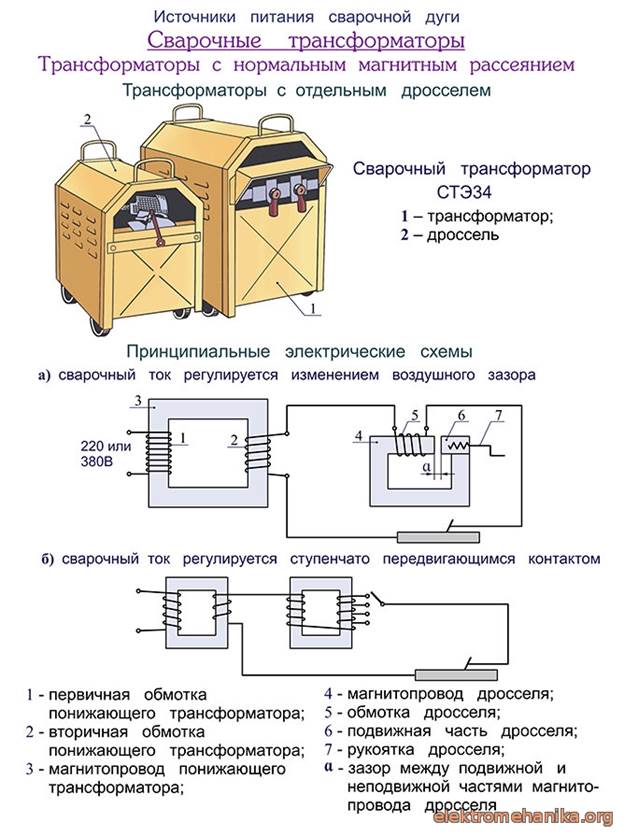
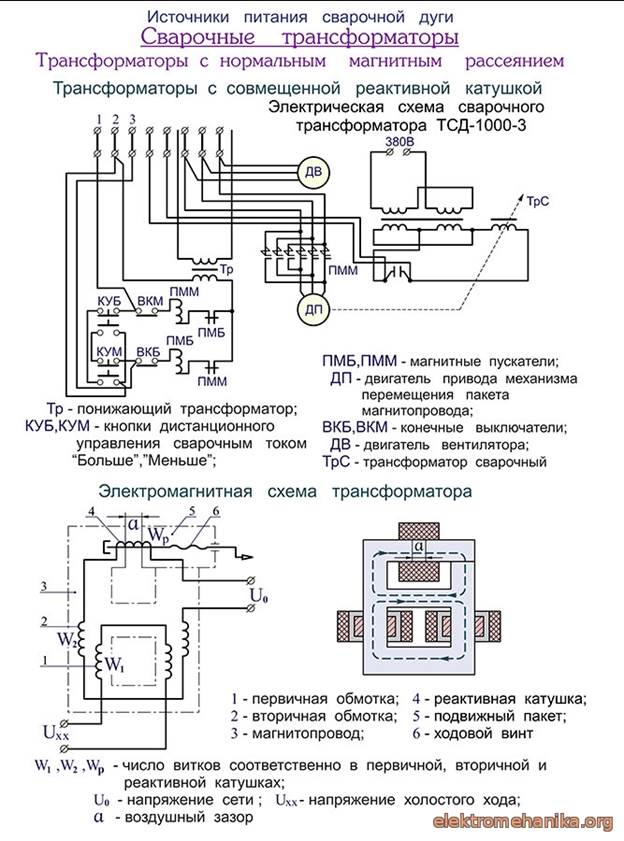
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34, были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями — проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора  Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
|
|
|
Регулировка сварочного тока
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Дата добавления: 2020-11-23; просмотров: 149; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!