Кодирование технологической документации
Структура технологического кода
Технологический классификатор деталей (ТКД) снижает трудоемкость и сокращает сроки технологической подготовки, производства:
— анализ номенклатуры деталей по конструкторско-технологическим характеристикам;
— группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ,
— подетальная специализация участков, цехов и заводов;
— повышение серийности и концентрация производства деталей;
- унификация и стандартизация деталей и технологических процессов их изготовления;
рациональный выбор типов технологического оборудования;
|
|
- тематический поиск и использование ранее разработанных типовых и групповых технологических процессов;
- автоматизация проектирования деталей и технологических
процессов их изготовления.
|
|
ТКД представляет собой систематизированный свод наименований признаков деталей, и их составляющих частных кодовых обозначений в виде классификационных таблиц.
Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201 - 80 и технологического кода, содержащего четырнадцать знаков (рис. 5.21).
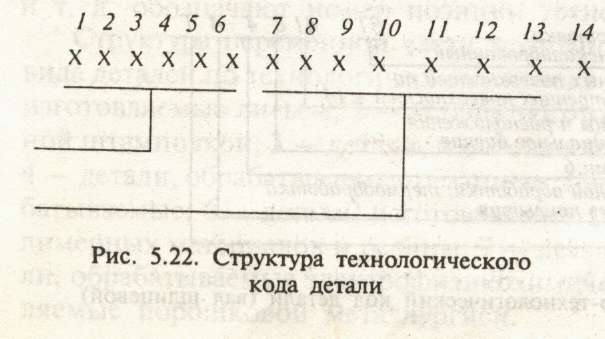
Технологический код состоит из двух частей (рис. 5.22):
|
|
|
- постоянная часть из шести знаков - кодовое обозначение классификационных группировок основных признаков (рис. 5.23);
- переменная часть из восьми знаков - кодовое обозначение классифиционных группировок признаков, характеризующих вид детали по технологическому методу ее изготовления (здесь и на других схемах цифры 1, 2 и т.д. обозначают номер позиции технологического кода).
Приложение А
Таблицы классификатора ТКД для присвоения технологического кода детали
Конструкторско-технологическая классификация широко используется при технологической подготовке производства и управлении им для анализа и группирования номенклатуры деталей по конструктивно-технологическим признакам, разработки типовых, групповых технологических процессов и операций с применением компьютерной техники.
Процесс кодирования заключается в присвоении детали кода классификационных группировок конструктивных признаков по классификатору ЕСКД (шесть знаков) и технологических признаков по технологическому классификатору (14 знаков) [26].
Структура кода деталей, обрабатываемых резанием:
| Конструкторские признаки | Технологические признаки |
| Х Х Х Х Х Х 1 2 3 4 5 6 | Х Х Х Х Х Х Х Х Х Х Х Х Х Х 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
1,2 — класс; 3 — подкласс; 4 — группа; 5 — подгруппа; 6 — вид;
|
|
|
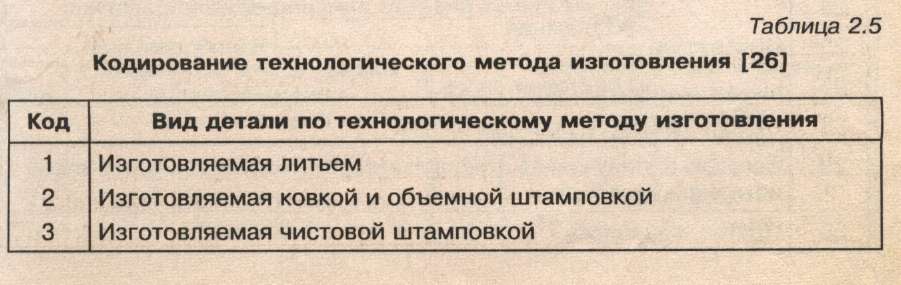
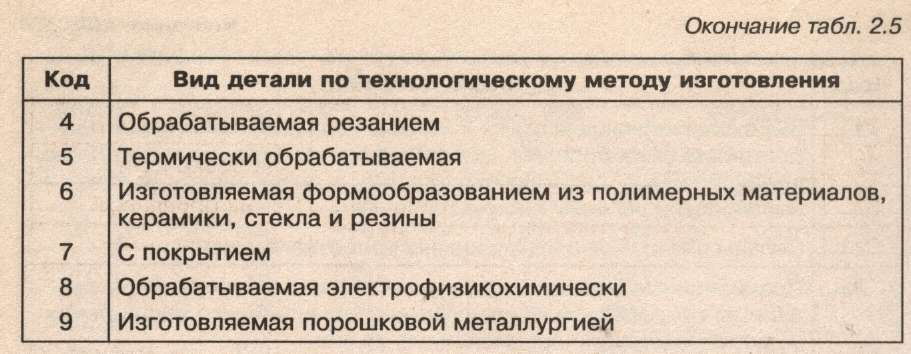
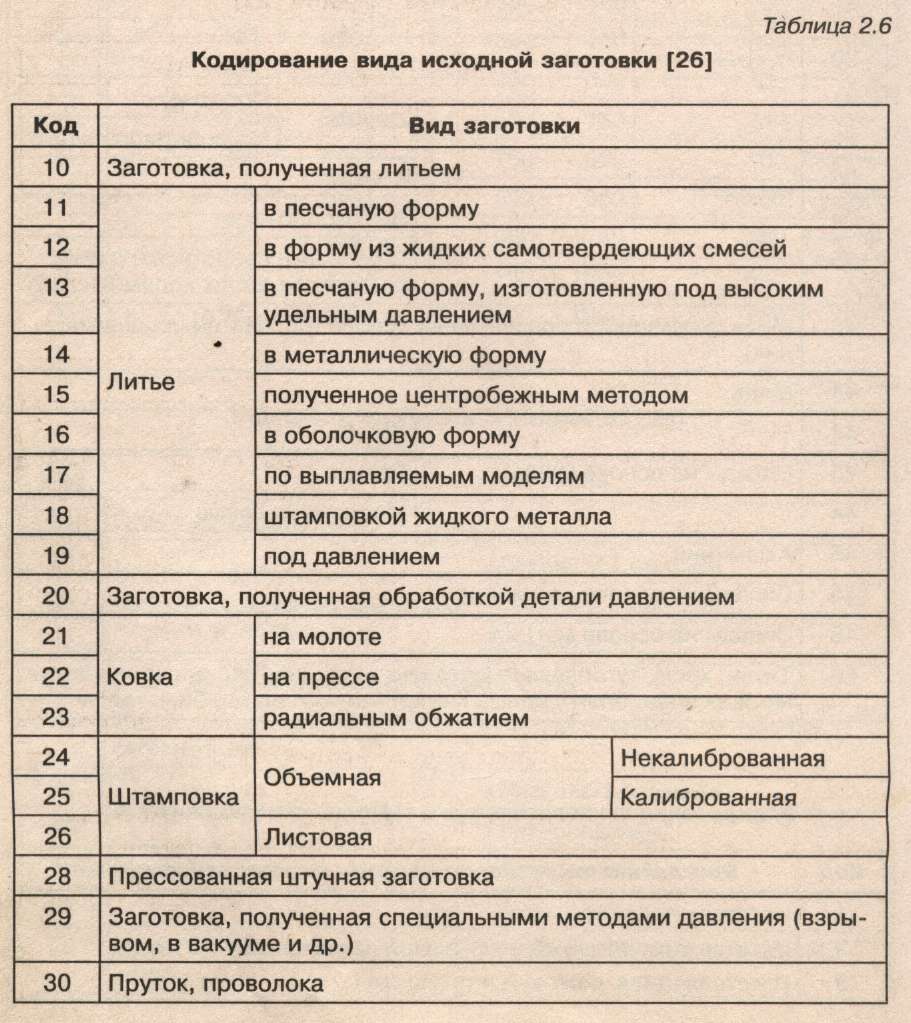
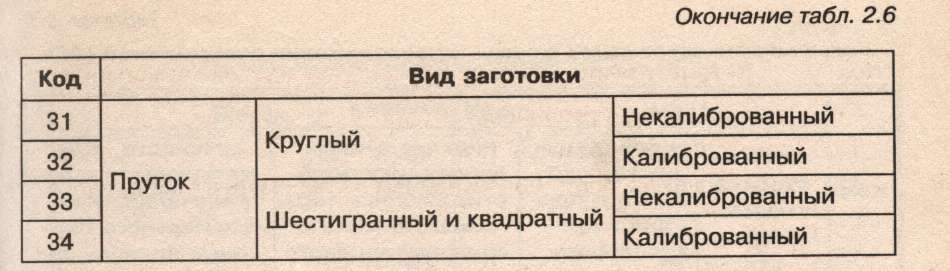
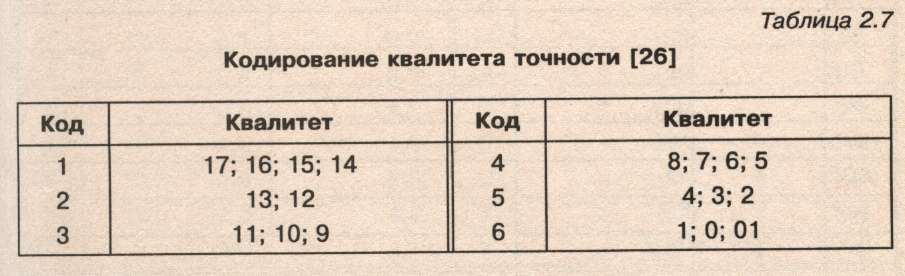
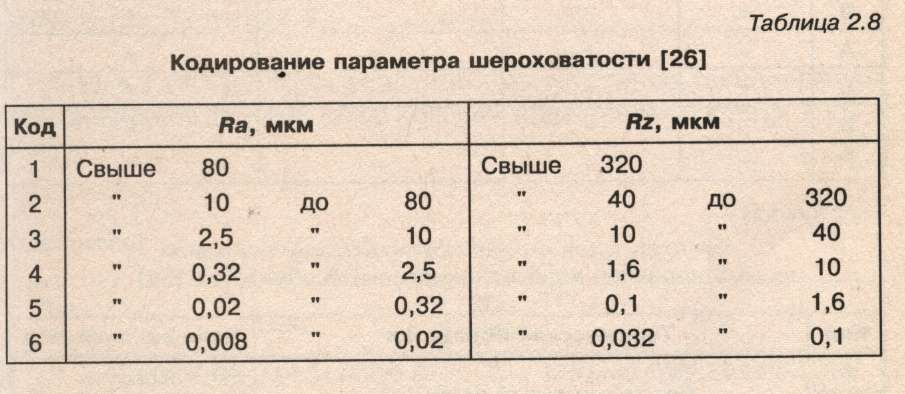
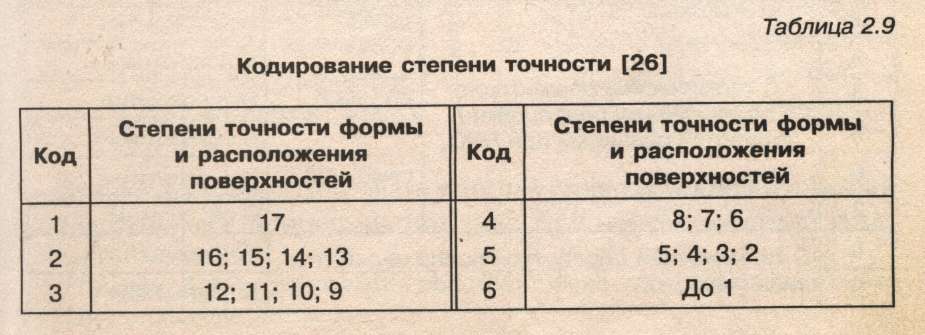
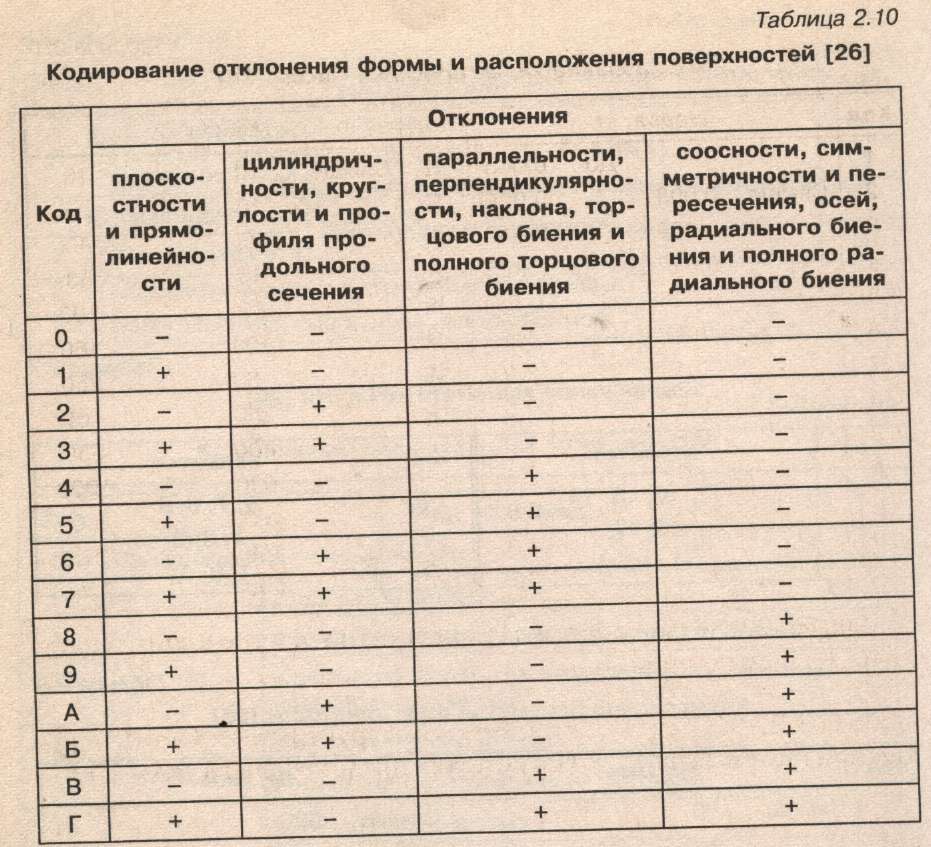
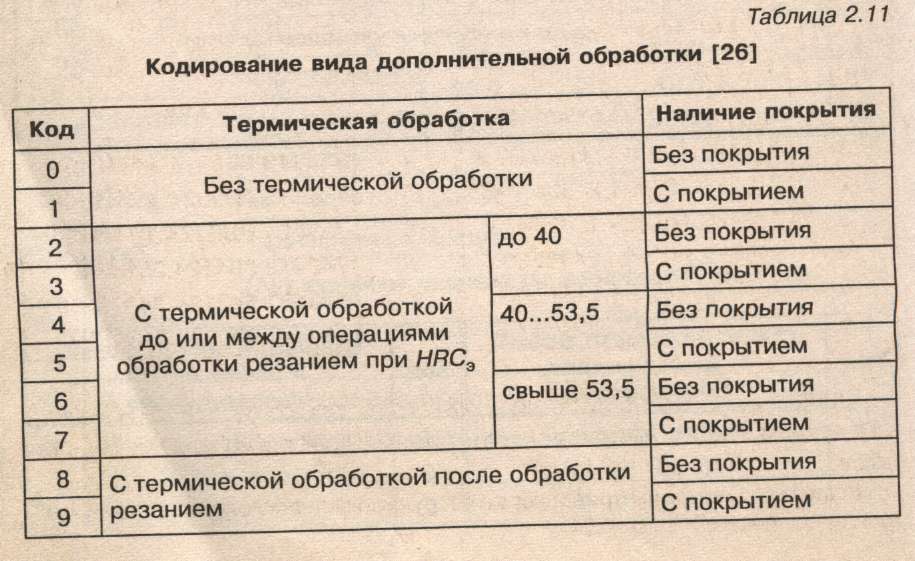
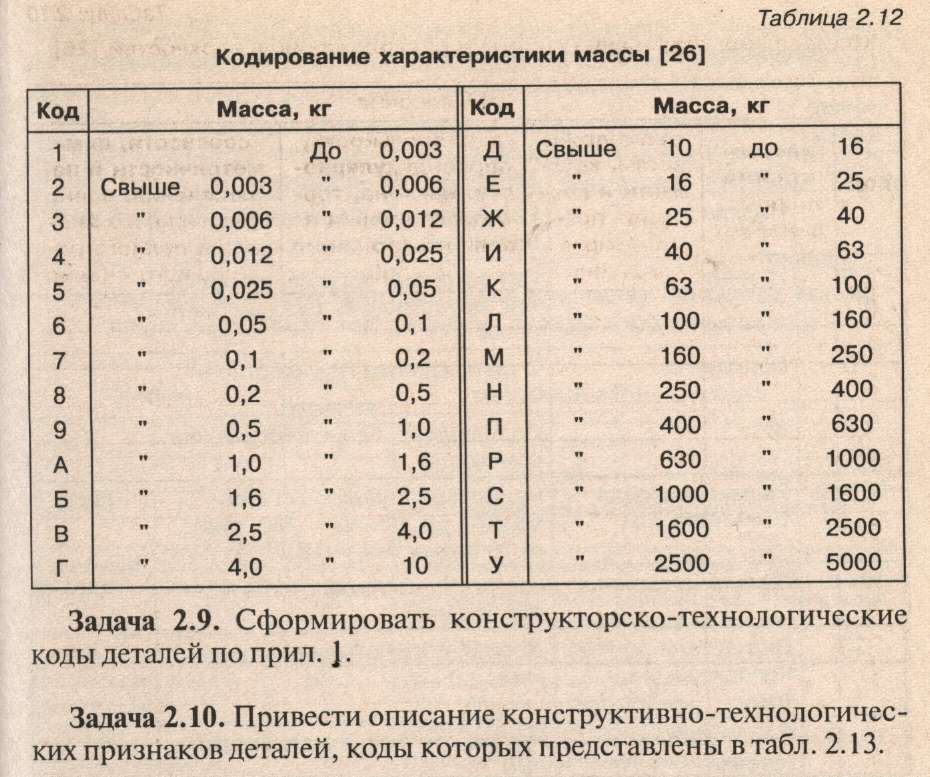
7, 8, 9— размерная характеристика; 10, 11 — группа материалов; 12 — вид детали по технологическому методу изготовления; 13, 14— вид исходной заготовки; 15, 16— квалитет точности наружных и внутренних поверхностей; 17— шероховатость или отклонения формы и расположения поверхностей (по важности признака); 18— степень точности; 19— вид дополнительной обработки; 20— характеристика массы.
Порядок присвоения кодов:
1...6— знаки присваиваются по классификатору ЕСКД;
7...20— знаки присваиваются по технологическому классификатору или по табл. 2.2—2.12. Табл. 2.2 предназначена для кодирования деталей, являющихся телами вращения (кроме гнутых из листов, полос, лент), например:
- кольца, диски, валы, шпиндели и др. (класс 71);
- детали с элементами зубчатого зацепления, разрезные втулки и кольца, цанги, секторы и др. (класс 72);
- прямые детали из прутков и проволоки (класс 74);
- валы карданные, болты, фрезы, калибры и др. (классы 75, 76).
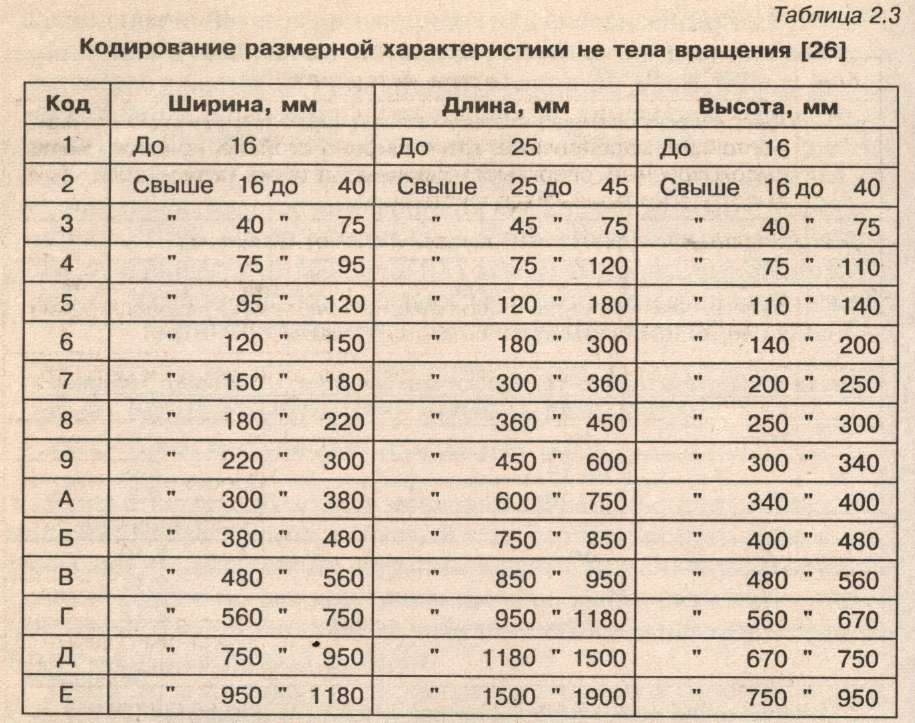
Табл. 2.3 предназначена для кодирования деталей, являющихся не телами вращения (кроме гнутых из листов, полос, лент), например:
|
|
|
- корпусные, опорные (класс 73);
- плоскостные, рычажные, шатунные, кулачковые и др. (класс 74);
- кулачки, копиры (классы 75,76).
Знаки 7—20 присваиваются по следующим таблицам:
Таблица 2.1.
| Знаки в конструкторско-технологическом коде | Номер таблицы |
| 7,8,9 | 2.2, 2.3 |
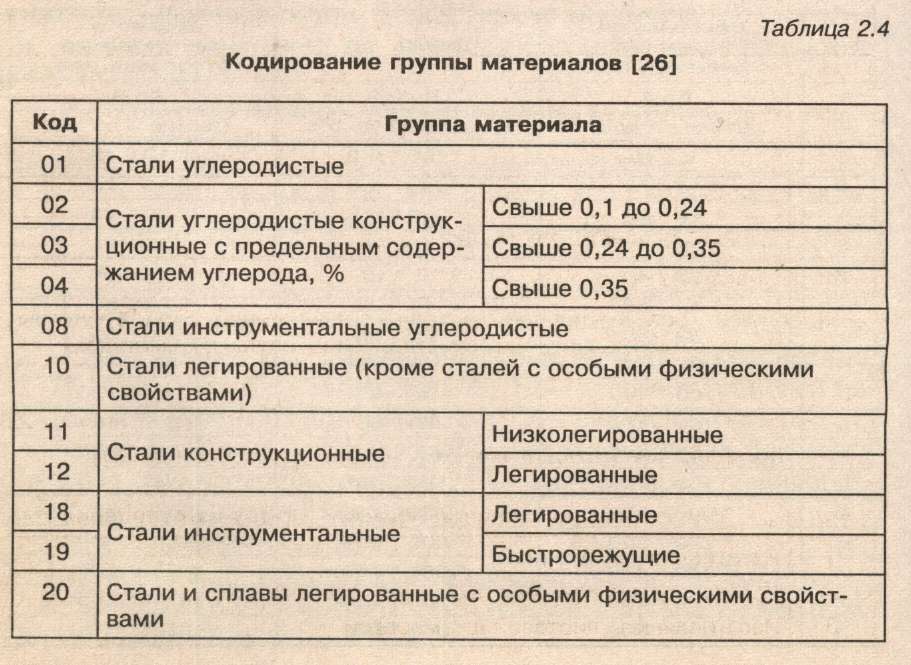
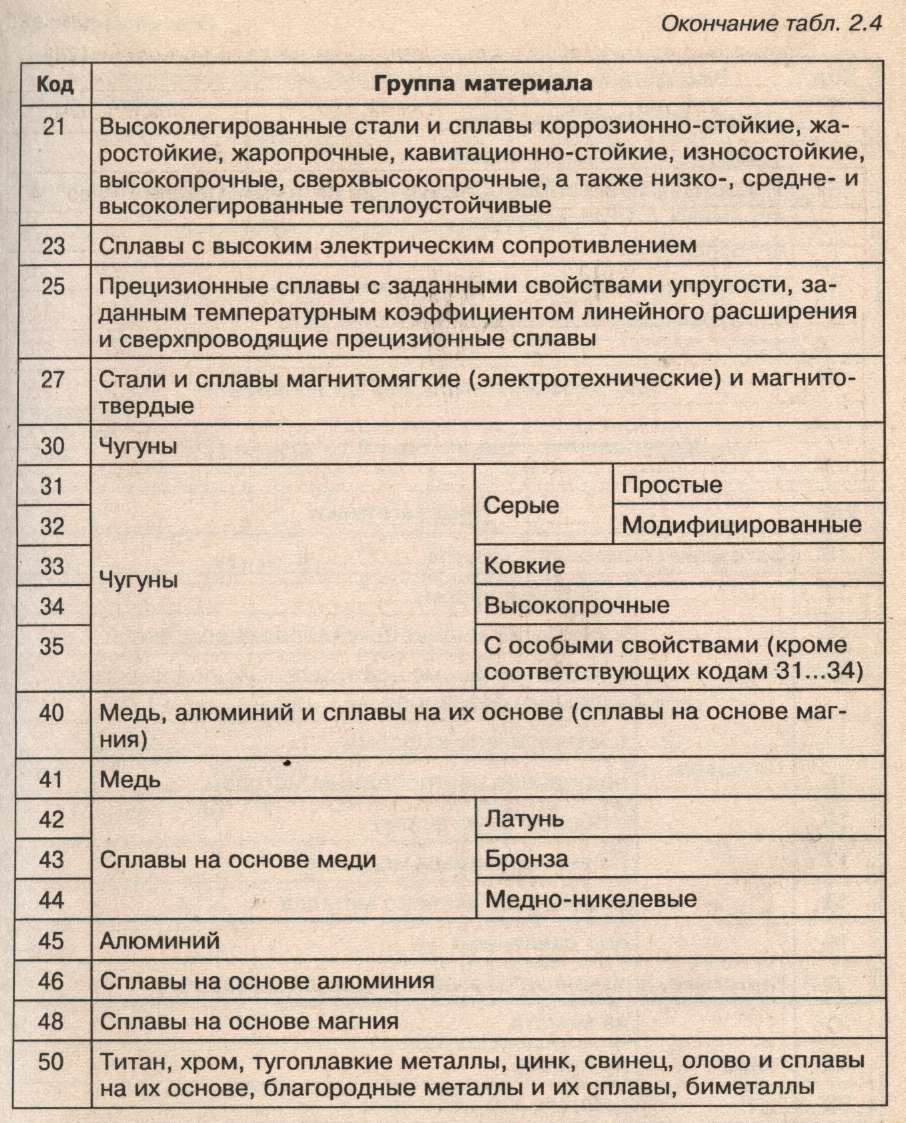
| 10, 11 | 2.4 |
| 12 | 2.5 |
| 13, 14 | 2.6 |
| 15, 16 | 2.7 |
| 17 | 2.8 или 2.9 |
| 18 | 2.10 |
| 19 | 2.11 |
| 20 | 2.12 |
Таблица 2.2
Кодирование размерной характеристики тела вращения [26]
| Код | Наибол Наибольший наружный диаметр, мм | Длина, мм | Диаметр центрального отверстия, мм |
| 1 | До 4 | До 0.2 | До 3 |
| 2 | Свыше 4 до 6 | Свыше 0,2 до 0,5 | Свыше 3 до 10 |
| 3 | " 6 " 10 | " 0,5 " 0,8 | " 10 " 16 |
| 4 | « 10 " 16 | " 0,8 " 1,6 | "16" 20 |
| 5 | " 16 " 25 | " 1,6 " 2,5 | " 20 " 25 |
| 6 | " 25 " 32 | " 2,5 " 6 | " 25 " 35 |
| 7 | " 32 " 40 | " 6 " 10 | " 35 " 50 |
| 8 | " 40 " 60 | " 10 " 25 | " 50 " 60 |
| 9 | " 60 " 80 | " 25 " 45 | " 60 " 80 |
| А | " 80 " 100 | " 45 " 56 | " 80 " 100 |
| Б | "100 " 120 | " 56 " 75 | " 100 " 125 |
| В | " 120 " 150 | " 75 " 95 | " 125 " 160 |
| Г | " 150 " 180 | " 95 " 1 20 | " 160 " 200 |
| Д | " 180 " 200 | " 120 " 150 | " 200 " 250 |
| Е | " 200 " 220 | " 150 " 200 | " 250 " 320 |
| Ж | " 220 " 320 | " 200 " 250 | " 320 " 400 |
| И | " 320 " 400 | " 250 " 300 | " 400 " 500 |
| К | " 400 " 630 | " 300 " 350 | " 500 " 800 |
| Л | " 630 " 800 | " 350 " 500 | " 800 " 1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение 6
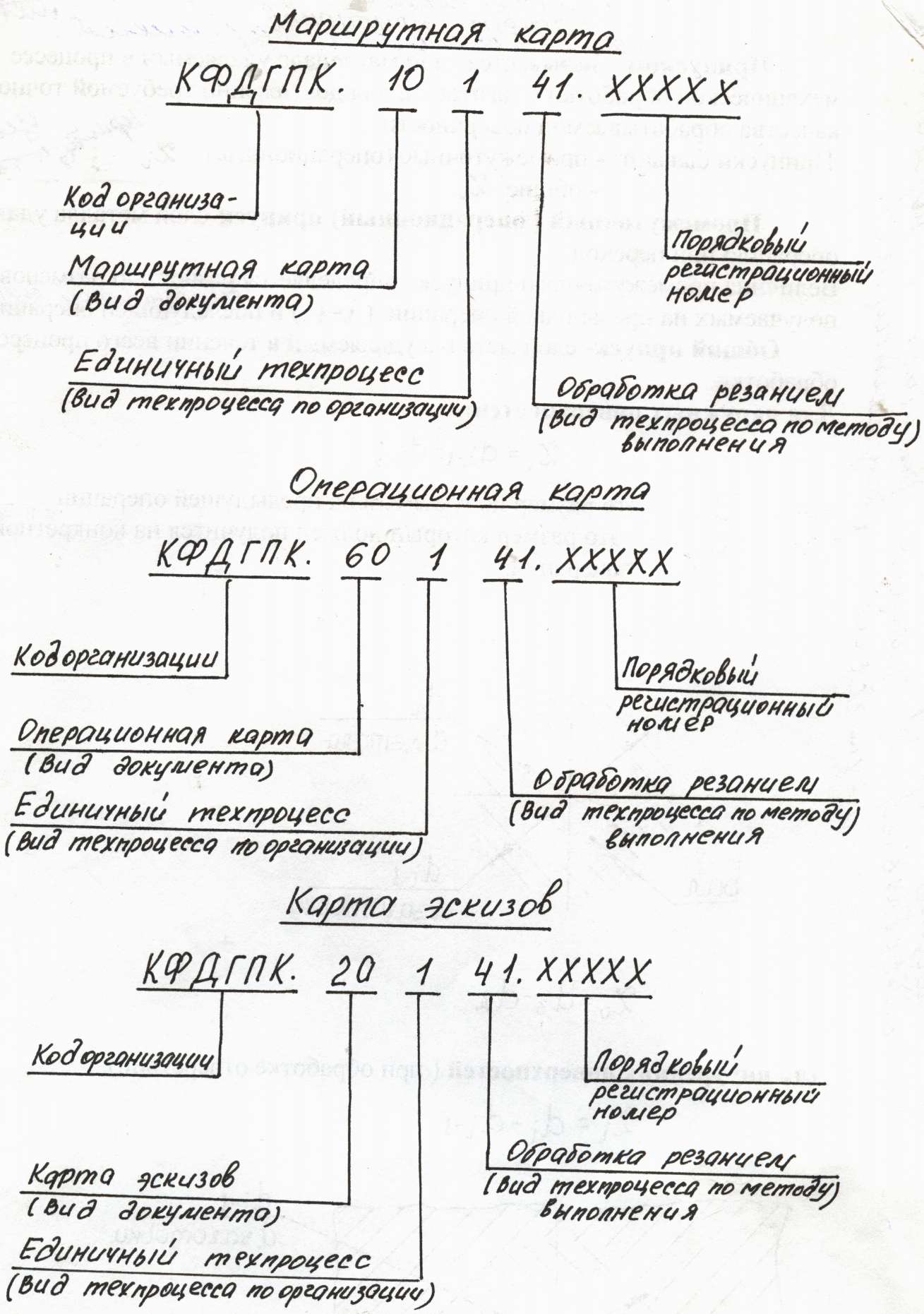
Кодирование технологической документации
Дата добавления: 2020-11-15; просмотров: 1170; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!