При выполнении последовательного вязания, выберите, будут ли использоваться текущие данные управления для следующего изделия или нет.
Пояснения к клавишам
Управления дисплеем

| Клавиша | Функция |

| Эти клавиши общеизвестны как функциональные. Они запускают функции, обозначенные в левой части дисплея. Их функции могут различаться в зависимости от страницы, отображаемой на дисплее. |

| Эти клавиши называются буквенными. Они предназначены для ввода имени файла. |

| Эти клавиши называются цифровыми. Они предназначены для ввода числовых параметров. |

| Эта клавиша называется клавишей Shift (переключение регистра).
Для ввода символа, указанного в нижней части клавиши, например, 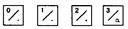 , нажмите нужную клавишу в комбинации с этой клавишей Shift. , нажмите нужную клавишу в комбинации с этой клавишей Shift.
|

| Эти клавиши называются курсорными. Они предназначены для перемещения курсора (-), отображаемого на экране, вверх, вниз, вправо и влево, в зависимости от необходимости. Они также используются для выделения параметров. |

| Эти клавиши называются рабочими. Подробнее они рассмотрены на стр. 4-1 «Руководства по эксплуатации». |
При прекращении нажатия клавиш в течение одной минуты экран будет погашен.
При любом последующем нажатии какой-нибудь клавиши, яркость экрана будет восстановлена на прежнем уровне. Однако, в этом случае, будьте осторожны при нажатии первой клавиши, так как она запустит соответствующую функцию.
Во время работы установкой переключателя клавиатуры в положение "OFF" можно предотвратить ошибочный ввод данных.
|
|
|
| Значение символов ( используемых в описании: | |

| Нажмите клавишу F1 |

| После отпускания клавиши А, нажмите клавишу В. |

| Одновременно с клавишей SFT, нажмите клавишу 3/CL. |

| Нажатием курсорных клавиш можно переместить курсор на нужные данные в другом месте дисплея. |
| В таком виде изображается часть страницы на дисплее. |
 , +
, +  ),
),
Включение питания
При включении основного источника питания на дисплее появляется следующее сообщение:

На стр.23 в разделе «1.Информация о приводе: мягкий пуск» это сообщение рассмотрено подробно.
Нажмите клавишу F1.
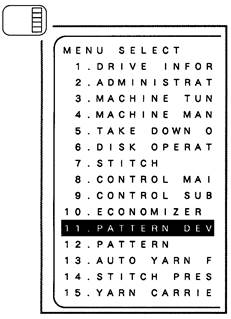
После этого на дисплее появится страница выбора меню "MENU SELECT”.

Используя ее, можно выбрать нужную страницу для отображения на дисплее.
Можно выбрать абсолютно любую страницу независимо от режима работы/остановки каретки.

Страница "Menu Select” (Выбор меню)
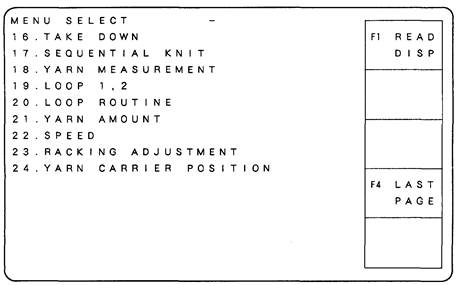
На странице “Menu Select” можно выбрать нужное меню из 24 меню, отображаемых на дисплее.
|
| |||

| Считывание указанного меню | ||

| Выбор следующей страницы | ||

| Переход на следующую страницу осуществляется при нажатии клавиши F4. | ||
|
| |||

| Считывание указанного меню | ||

| Выбор предыдущей страницы | ||
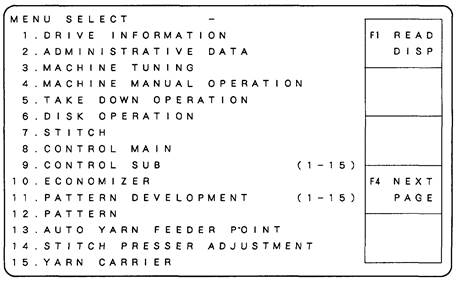
Обе страницы меню можно просматривать, прокручивая их с помощью курсорных клавиш перемещения вверх и вниз.
|
|
|
Следующие пункты входят в оптимизированный пакет DSCS:18, 19,20,21 и 24.
Поэтому у стандартной панели управления вместо вышеуказанных пунктов меню на дисплее отображается погашенной опция “DSCS OPTION”.
<Как выбрать нужную страницу>
| Сначала переместите курсор на нужный пункт меню с помощью курсорных клавиш. Затем выделите его. Нажмите клавишу F1 [1] Например, чтобы выбрать “Pattern Development 3” выделите пункт [11. Pattern Development 1 - 15]. : Развитие рисунка, образца1-15 |
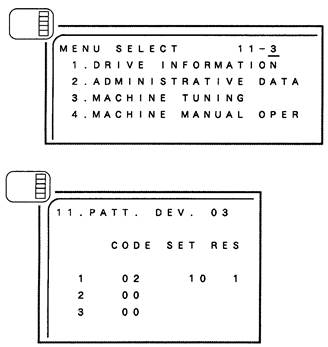
| [2] Введите номер схемы узора.  Для выбора страницы меню “9.CONTROL, SUB” (Вспомогательное управление) или “11.Pattern Development 1–15” (Развитие рисунка, образца 1-15), просто нажмите клавишу F1
На экране появится страница “11.Pattern Development 03”: Развитие рисунка, образца 03.
Для выбора страницы меню “9.CONTROL, SUB” (Вспомогательное управление) или “11.Pattern Development 1–15” (Развитие рисунка, образца 1-15), просто нажмите клавишу F1
На экране появится страница “11.Pattern Development 03”: Развитие рисунка, образца 03.
|
| [3] |
[4] При нажатии клавиши F1 (Страница выбора меню), дисплей вернется к странице “MENU SELECT”.
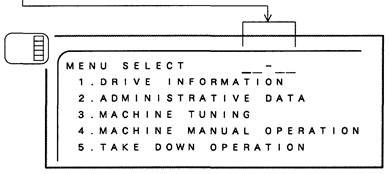
 Можно выбрать нужную страницу меню путем ввода ее номера.
Можно выбрать нужную страницу меню путем ввода ее номера.
Сначала введите номер нужной страницы.
Затем, нажмите клавишу F1 .
| |

| [1] Например, если необходимо выбрать "Economizer* data” (Данные экономайзера), нажмите следующие клавиши. 
|
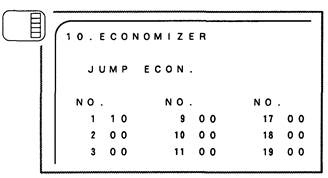
| После на дисплее появится страница “10. Economizer” (экономайзер). |
|
|
|
[2] При нажатии клавиши F1 выбора меню, дисплей вернется к странице “MENU SELECT” (Выбор меню).
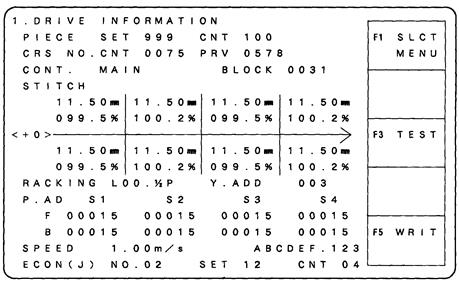
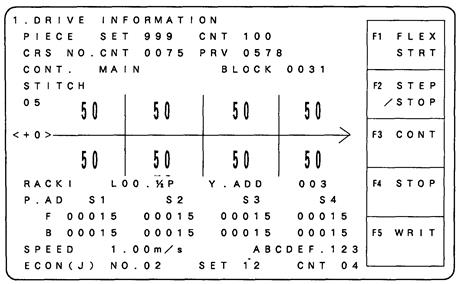
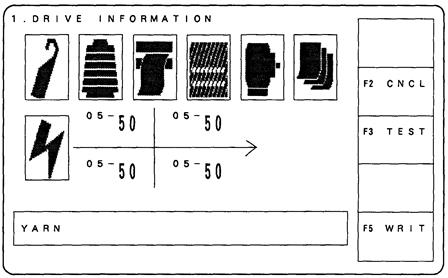
1.Страница "Drive information” (Информация о приводе)
На этой странице отображается информация о состоянии машины в рабочем режиме.
|
| ||

| Переход к странице “Menu select “ (Выбор меню). | |
| Переход к странице “Trial knitting” (Пробное вязание). | ||

| Сохранение введенных данных в памяти. |
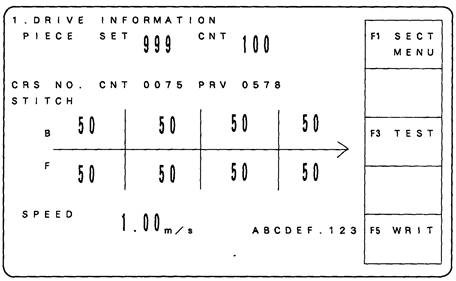
Примечание: На рисунке вверху показана страница рабочего режима без dscs.
Cтраница “Drive information” содержит следующие вкладки:
(Номер страницы
для справки)
| ||||
 | ||||
Вы можете выбрать следующую страницу:
|
|
|
|
|
|
|
|
|
При переключении этой на страницы на другую, если вы снова возвращаетесь к странице “1. Drive information”, на дисплее появится страница рабочего режима.
Страница рабочего режима (если DSCS не используется)
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||
| Переход к странице “Trial knitting” (Пробное вязание). | |||

| Сохранение введенных данных в памяти. | ||
| В этой части отображается количество связанных на данный момент деталей. Эта цифра увеличивается на один всякий раз при выполнении команды "END"(Конец) или "Piece count up” (Подсчет деталей). Изменить текущее значение можно только, установив его на ноль. | ||
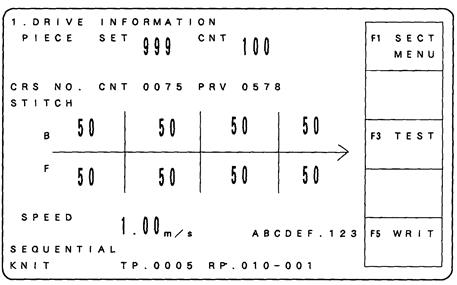
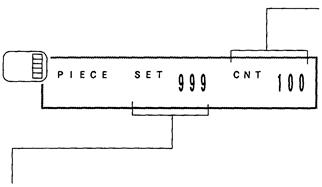
Ввод количества деталей для вязания.
Можно вводить номера от 0 до 999.
Когда текущее значение совпадет с заданным, машина остановится автоматически.
<Ввод заданного значения>
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите количество деталей, которые необходимо связать. Затем нажмите клавишу F5.

<Изменение текущего значения на «000»>
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите «000». Затем нажмите клавишу F5.

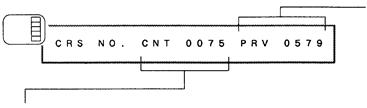
| Этот счетчик показывает количество проходов, которое потребовалось для вывязывания одной детали в последний раз. |
Этот счетчик показывает общее количество проходов, выполненных начиная с первого командного блока до командного блока, выполняемого управлением в данный момент.
По завершении обработки детали, счетчик вернется на «0000».

| заданная плотность по системам/данные/ |
Эта часть показывает имя файла, который был считан в последний раз.
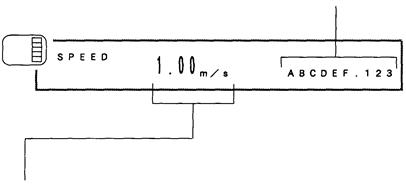
Этот счетчик показывает скорость каретки при последнем проходе.
(единица измерения: м/с)
Эта часть показывает параметры последовательного вязания.

| Здесь отображается количество повторов. (заданное значение – текущее значение) |
Здесь отображается общее количество связанных деталей.

Страница рабочего режима (если DSCS* используется - опция)
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||
| Переход к странице “Trial knitting” (Пробное вязание). | |||

| Сохранение введенных данных в памяти. | ||
| Так выглядит дисплей при использовании DSCS.
CONT.: управление SAMP.: пробный режим COMP.: сравнение
| ||
| Здесь отображается плотность переплетения. Здесь отображается номер петли и ее длина.
Здесь отображается отношение (%) текущей измеренной величины к заданному значению (длины петли).
| ||
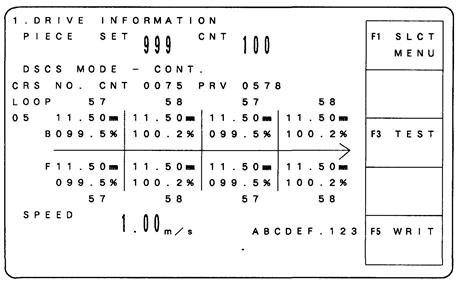
 Доступны следующие режимы: “CONT., SAMP., and COMP.”
Доступны следующие режимы: “CONT., SAMP., and COMP.”
Остальные страницы аналогичны тем, которые отображаются при работе без DSCS.
Страница пробного вязания (если DSCS не используется)
trial knitting
|
| |||

| Переход к странице “Menu select” (выбор меню). | ||

| Переход к странице “yarn carrier adj” (Настройка нитеводителя). | ||

| Сохранение введенных данных в памяти. | ||

|
Это номер текущего блока, выполняемого в данный момент.
| ||
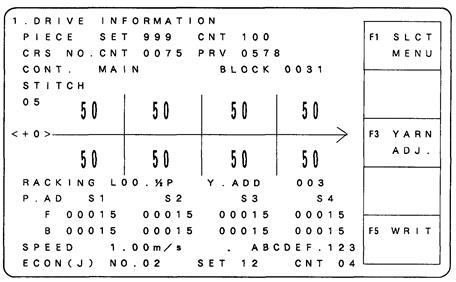
Здесь отображается тип данных управления, которые в настоящий момент выполняются.
Возможны: “Main”(основные) и “Sub” (вспомогательные).
(для “Main” – “Main routine”(основная программа),
для “Sub” -“Sub routine”(вспомогательная программа).
| Здесь отображается текущее положение сдвига.
(пример)
| |||||||||
| Здесь отображается адрес текущей используемой нити. Адрес нити: от 001 до 127. | |||||||||
Здесь отображаются адреса узоров для каждой используемой в данной момент системы.

При включении функции "Jump economizer data”( Переход к данным экономайзера) на дисплее появляется следующее сообщение:
“Economizer No., Set and Preset repeat times”(Номер экономайзера, заданное и текущее время повторений).
Остальные параметры аналогичны тем, которые появляются на странице рабочего режима.
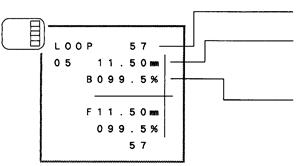
Страница пробного вязания (если DSCS используется - опция)
trial knitting
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||

| Переход к странице “yarn carrier adj.” (настройка нитеводителя). | ||

| Сохранение введенных данных в памяти. | ||
| Это номер текущего блока, выполняемого в данный момент.
| ||
Здесь отображается тип данных управления, которые в настоящий момент выполняются.
 Возможны: “Main”(основные), “Sub”(вспомогательные) и “Loop”(Петля).
Возможны: “Main”(основные), “Sub”(вспомогательные) и “Loop”(Петля).
 Main: основная программа
Main: основная программа
Sub: вспомогательная программа
Loop: программа управления петлями
 Страница настройки нитеводителя и регулирования шага
Страница настройки нитеводителя и регулирования шага
yarn carrier adjustment, stroke adjustment
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||
| Переход к странице “FLEX.START” (Плавный пуск). | |||

| Переход к “RESET ADJ.” (Настройка положения выключения) при перемещении вправо. | ||

| Сохранение введенных данных в памяти. | ||
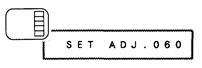
| Здесь отображается значение, указывающее положение включения нитеводителя в точке, где отсчет игл ведется от точки автоматической ускоренной подачи нити.
| ||
< Настройка нитеводителя – задание положения включения >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите (отредактируйте) величину коррекции.
Затем нажмите F5 (клавишу записи).


| Здесь отображаются значения количества иголок от иголки начала вязания изделия, где оставляется нитевод при движении каретки в левую сторону. |
Допустимы значения от -99.5 до 99.5.
" +" означает положение замедленного выключения, которое отсчитывается от точки автоматической подачи нити.
" -" означает положение ускоренного выключения, который отсчитывается от точки автоматической подачи нити.
Цифровые значения указывают на количество игл. После десятичной точки, возможен ввод только цифры “5” (= 1/2 иглы), что не оказывает никакого воздействия. (Это не используется уже с февраля 1990 г.).
< Настройка нитедержателя – задание положения выключения >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите величину коррекции для нитеводителя, который будет использоваться.
[3] По окончании ввода данных, нажмите F5.

< Восстановить стандартные настройки>
"F2 STND DATA” (Стандартные данные) появится при нажатии клавиши SFT.
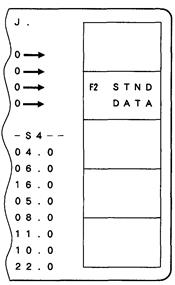
| Нажмите клавишу SFT одновременно с клавишей F2. Стандартные значения будут восстановлены автоматически, как показано ниже. (Данные для перемещений влево и вправо устанавливаются одновременно). |
Настройки могут быть разными в зависимости от класса вязальной машины.
(Прим.) Настройки для класса 7G.

| | | ||||||||
|
| Точка автоматической подачи нити | Точка автоматической подачи нити | |||||||
|
| ||||||||
| При отсутствии настройки | Вправо | ||||||||
|
| Влево | ||||||||
| Настройка включения (а) | Вправо | ||||||||
|
| Влево | ||||||||
| Настройка выключения (+b) | Вправо | ||||||||
|
| Влево | ||||||||
| Настройка выключения (-c) | Вправо | ||||||||
|
| Влево | ||||||||
 Положения включения нитеводителя ▼
Положения включения нитеводителя ▼ Положения выключения ∆
Положения выключения ∆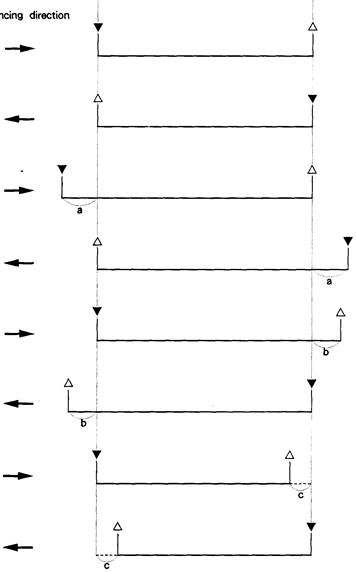
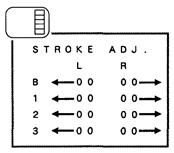
| Величина хода каретки обычно устанавливается автоматически с помощью точек автоматической подачи нити. Чтобы изменить величину хода каретки (расширить) во время вязания, задайте величину коррекции. На рисунке показаны номера игл. Значение коррекции: 00-99. |
L, R : указывает направление движения каретки.
В : Значение коррекции стандартного хода каретки (без команды настройки хода)
1, 2, 3 : Значения коррекции для соответствующих команд настройки хода (от 1 до 3).
<Задание значений коррекции для настройки хода каретки>
[1] С помощью курсорных клавиш переместите курсор к значению, которое нужно ввести или изменить.

[2] Введите значение коррекции.
Нажмите клавишу F5.


| В верхнем натяжителе предусмотрены два виды узлоуловителя; для мелких и более крупных узелков. При обнаружении крупного узелка, каретка будет остановлена с помощью функции "STOP MOTION” (Остановить движение). При обнаружении мелкого узелка, каретка продолжит выполнение прохода с заданным номером на пониженной скорости. Номер прохода задается с помощью команды "KNOT CRS “ (Проход для узелка), которая отображается на дисплее. | ||

| Для ввода допустимы значения от 0 до 9. 0 = Данная функция не будет выполняться. |
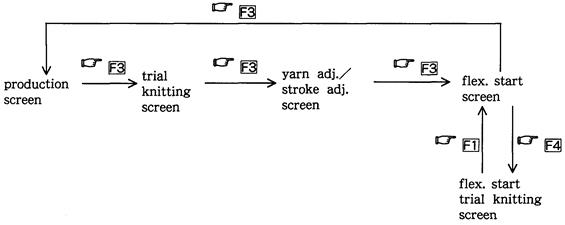
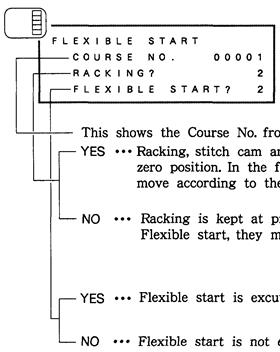
FLEXIBLE START (Гибкий старт).
При включении основного питания, на дисплее сначала появится следующее сообщение:
|
| ||||||

| Переход к странице “Menu select” (Выбор меню). | |||||
| Переход к странице рабочего режима | ||||||
| Переход к странице плавного пуска при пробном вязании (“flex. start trial knitting”) | ||||||

| Сохранение введенных данных в памяти. | |||||
|
При возобновлении вязания с середины, используйте функцию плавного пуска "Flexible Start".
| |||||

| При возобновлении вязания с середины блока данных управления, введите номер блока, с которого следует начать.
| |||||
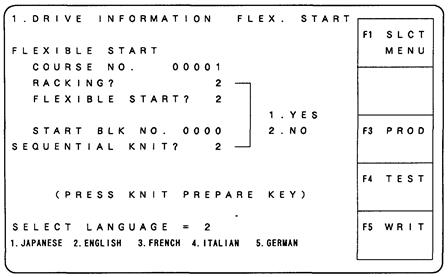
"START BLOCK” (cтартовый блок) будет выполняться, если функция плавного пуска установлена на 2 ("FLEXIBLE START? =2").
"COURSE NO.” (Номер прохода) будет выполняться, если функция плавного пуска установлена на 1 ("FLEXIBLE START? = 1).
|

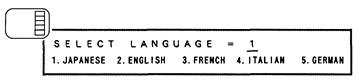
Можно выбрать любой из пяти языков, отображаемых на дисплее.
< Как выбрать >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите любую цифру от 1 до 5.
Затем нажмите F5.
< В случае выбора английского языка >

FLEXIBLE START TRIAL KNITTING/
Вкладка пробного вязания на странице плавного пуска
На этой странице отображаются параметры пробного вязания с функцией плавного пуска.
|
| ||
| Переход к странице “Flex.Start” (Плавный пуск). | ||
| Движение при плавном пуске будет остановлено после выполнения одного прохода. | ||
| Движение при плавном пуске будет продолжено. | ||
| Движение при плавном пуске будет прервано. | ||
|
| Сохранение введенных данных в памяти. | |
Индикация на дисплее аналогична той, что отображается на странице пробного вязания (Trial knitting).

Индикация при остановке рабочих перемещений
|
|
| ||
| Сбросить индикацию остановки перемещений на дисплее. | |||
| Переход к странице пробного вязания (Trial knitting). | |||
|
| |||
|
| Сохранение введенных данных в памяти. | ||

| Игла | При обломе иглы и/или попадании полотна, на дисплее появляется сообщение “NEEDLE” (Игла). [Необходимо вмешательство оператора]. Установите иглу и полотно на место, где они находились до поломки, сбросьте сообщение об ошибке нажатием клавиши F2 или с помощью ручки. |

| Нить | При обнаружении обрыва нити под воздействием пружины или боковых натяжителей, образования узелков, ролика нитеводителей или других помех, на дисплее появляется сообщение “YARN” (Нить). [Необходимо вмешательство оператора]. Установите нить и устройства на место, где они находились до поломки, сбросьте сообщение об ошибке нажатием клавиши F2 или с помощью ручки. |

| Наматывание | При обнаружении наматывания полотна вокруг основного валика, на дисплее появляется сообщение “TWINING AROUND” (Наматывание). [Необходимо вмешательство оператора]. Установите полотно на место, где оно находилось до поломки, сбросьте сообщение об ошибке нажатием клавиши F2 или с помощью ручки. |

| удар | При обнаружении соударения из -за поломки толкателя и т.п. или при повышенной чувствительности сенсоров соударения, на дисплее появляется сообщение “SHOCK” (Соударение). [Необходимо вмешательство оператора]. Замените поврежденные детали на новые и настройте чувствительность сенсоров. После этого, сбросьте сообщение об ошибке нажатием клавиши F2 или с помощью ручки. |

| Конец | Когда значение, заданное для счетчика деталей совпадает с количеством связанных единиц (текущее значение), на дисплее появляется сообщение “FINISH” (Конец). [Необходимо вмешательство оператора]. Снова сбросьте значение счетчика деталей и текущее значение нажатием клавиши F2. |
|
| Эти символы в настоящее время не используются (с февраля 1990 г.) | |

Используются при ошибке Главного мотора, а второй знак, подаваемая мощность неправильная
|
| ||
| Удаляет сообщение об ошибке. | ||
| Если при включении выключателя основного питания каретки нет в исходной позиции (с левого края), то на дисплее появится сообщение “BUSY” (Занят). (Необходимо вмешательство оператора).
| |

[Необходимо вмешательство оператора].
Сначала нажмите клавишу сброса или подготовки в вязанию (Reset или Knit Preparation). Затем поверните рабочую ручку в направлении операторского места. Каретка переместится в исходное положение, а клинья выключатся. В итоге, сообщение исчезнет с дисплея.

 2.Страница "Administrative data” (Административные данные)
2.Страница "Administrative data” (Административные данные)
Эта страница используется для контроля над рабочим состоянием вязальной машины. Предусмотрено два типа данных: Административные данные 1 (“2. Administrative data 1”) и Административные данные 2 (“2.Administrative data 2”).
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||

| Установка всех данных раздела на ноль. | ||

| Переход к странице “Administrative data 2" (Административные данные 2). | ||
|
| Сохранение введенных данных в памяти. | ||
|
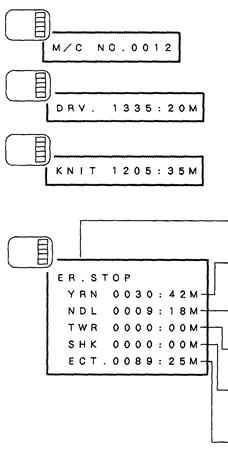
| Ввод номера вязальной машины. | ||
| Показывает общее число включений основного питания.
| |||
| Здесь отображается общее время фактического вязания, т.е. общее время вращения основного двигателя. | |||
| Здесь отображается общее время простоя машины, т.е.общее время простоя двигателя. | |||
| Здесь отображается время простоя машины, вызванного срабатыванием сигнала “YARN” (Нить). | |||
| Здесь отображается время простоя машины, вызванного срабатыванием сигнала “NEEDLE”(Игла). Здесь отображается время простоя машины, вызванного срабатыванием сигнала “TWINING AROUND”(Наматывание). Здесь отображается время простоя машины, вызванного срабатыванием сигнала “SHOCK”(Соударение). Здесь отображается время простоя машины, вызванного каким-либо иным сбоем, кроме “YARN”, “NEEDLE”, “TWINING AROUND”, “SHOCK”. | |||
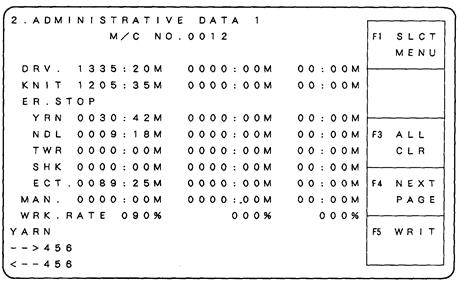

| Здесь отображается значение, получаемое в результате следующего расчета: Время вязания / время работы привода х 100 (%) |
| Здесь отображается время простоя машины, вызванного поворотом ручки. |
| Здесь можно указать номер нити, которая должна использоваться. |
Фактически данные о времени могут быть представлены в трех видах: месячная, недельная и дневная наработка.

| (пример) | месячная | недельная | дневная |
<Сброс данных>
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Нажмите клавишу F3 (Очистить все).

Все данные, имеющиеся в этом разделе, будут установлены на ноль [0].
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||

| Установка всех данных раздела на ноль. | ||

| Переход к странице “Administrative data 1” (административные данные 1). | ||

| Сохранение введенных данных в памяти. | ||
| Здесь можно указать текущий номер узора/образца (Knitting Pattern No/Sample No.). | ||

| Индикация количества заданных деталей/количества связанных деталей. | ||
|
| |||


Здесь отображается минимальное время, потребовавшееся для вывязывания одной детали из числа всех полотен, связанных за период последнего включения клавиши подготовки к вязанию.
< Сброс значения минимального времени >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] При нажатии клавиши F3 , время установится на "00 : 00".


При вводе значения веса в поле "weight of 1 piece" (вес одной детали), можно получить данные об общем весе.
Остальная индикация аналогична той, что появляется на странице административных данных 1 "2. ADMINISTRATIVE DATA 1".

3.Страница "machine tuning” (Настройка машины)
На этой странице осуществляется ввод настроек машины.
|
| |||

| Переход к странице “Menu select” (Выбор меню). | ||
| Закрыть окно и вернуться на предыдущую страницу. | |||

| Открывается окно элемента для задания параметров. | ||
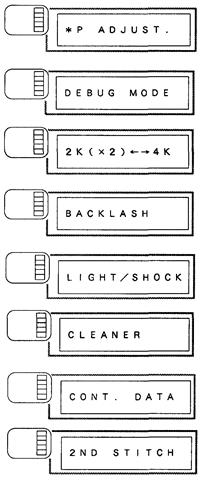
|
| Применяется коррекция сдвига на ½, ¼ и 0 шага. | ||
| См.раздел "IV. 3. DEBUG” (Отладка) в руководстве на вязальную машину. | |||
| Данная индикация указывает на тип работы машины: четырех-системное или двух-системное тандемное вязание. См.раздел «Как перейти от четырех-системного вязания к двух-системному тандемному вязанию" в руководстве на вязальную машину. | |||
| Коррекция зазора при сдвиге. | |||
| Здесь отображается настройка лампы флуоресцентного освещения "ON/Вкл." и "OFF/Выкл.", чувствительности сенсоров соударения и звукового сигнала при остановке перемещений. | |||
| Здесь задается время работы пылеотсоса. | |||
| Данная индикация позволяет задать удаление всех данных, находящихся в памяти, до считывания данных управления. | |||
| Здесь задается разница между стандартным кулирным клином и вторым кулирным клином (разница шага) на случай, когда используется второй кулирный клин. | |||

Выделите нужный элемент с помощью курсорных клавиш, затем нажмите клавишу F5. В результате, откроется окно.
Это страница настройки сдвига на ½ шага ("1/2P ADJUST.").
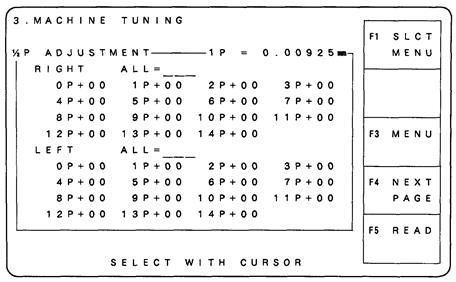
Имеются три вида индикации: "Racking 1/2P Adjustment” (настройка сдвига на ½ шага), "Racking 1/4P Adjustment" (настройка сдвига на ¼ шага) и "Racking Adjustment"(настройка сдвига).
При нажатии клавиши F4, страница сдвига будет изменена.
|
| ||||
| Страница настройки сдвига на ½ шага "1/2P ADJUSTMENT" | 
| Страница настройки ¼ шага "1/4 ADJUSTMENT" | 
| Страница настройки сдвига "RACKING ADJ." |

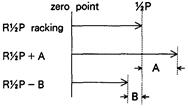
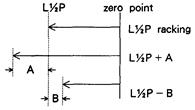
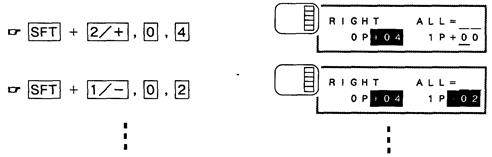
При поступлении команды сдвига на ½ шага (1/2P), будет выполнен соответствующий сдвиг.
| Сдвиг на ½ шага (сдвиг вправо) | Сдвиг на ½ шага (сдвиг влево) | ||||
|
|
Величина коррекции выражается следующим образом:
|
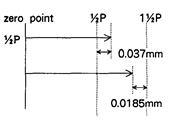 Величина коррекции 1 = 0.00925 мм
Величина коррекции 1 = 0.00925 мм
(для классов 7G до 12G)
(Прим.) сдвиг вправо
0P + 04 = +0.037 мм (+0.00925мм x 4)
1P + 02 = -0.0185 мм (-0.00925 мм x 2)
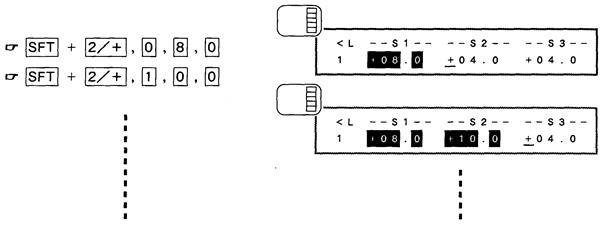
< Изменение величины сдвига на ½ шага >
□ Если величина коррекции задается отдельно.
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите величину коррекции.
[3] По завершении ввода данных, нажмите клавишу F5 (клавиша записи).

□ Если одинаковая величина коррекции задается для всех шагов
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите величину коррекции. Затем нажмите клавишу F5.

[3] Нажмите клавишу F3 (меню). Дисплей вернется к странице настройки машины "Machine Tuning".


При поступлении команды сдвига на ¼ шага (1/4P), будет выполнен соответствующий сдвиг.
Функции и способы ввода значений аналогичны тем, что используются для настройки сдвига на ½ шага.
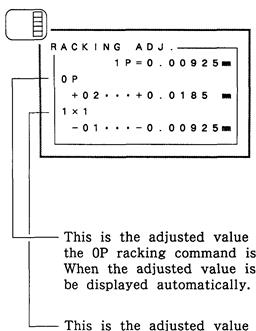
При поступлении команды сдвига на 0 шага (OP) и ластика 1х1, будет выполняться соответствующая настройка.
|
< Изменение величины сдвига на 0 шага (OP)>
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите величину коррекции. Затем нажмите клавишу F5.

[3] Нажмите клавишу F3.
После этого дисплей вернется к странице настройки машины "Machine Tuning".

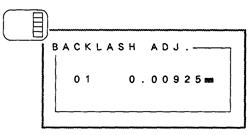
| Здесь можно задать величину зазора, образующегося в результате механического перемещения механизма сдвига. Только при выполнении сдвига вправо, величина коррекции прибавляется. |

|
< Изменение величины зазора >
[1] Введите величину коррекции.
Затем нажмите клавишу F5 (клавиша записи).

[3] Нажмите клавишу F3 (меню).
После этого дисплей вернется к странице настройки машины "Machine Tuning".

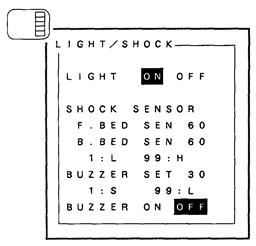

Этот параметр задает включение/выключение лампы флуоресцентного освещения.
< Включение/выключение лампы флуоресцентного освещения >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2]  Всякий раз при нажатии клавиши F5 (клавиша записи), символ/значок в позиции курсора будет выделен, после этого можно задавать функцию.
Всякий раз при нажатии клавиши F5 (клавиша записи), символ/значок в позиции курсора будет выделен, после этого можно задавать функцию.

 Этот параметр задает чувствительность сенсора соударения. Диапазон допустимых значений для задания: от 1 до 99. Чем больше значение, тем выше чувствительность сенсора.
Этот параметр задает чувствительность сенсора соударения. Диапазон допустимых значений для задания: от 1 до 99. Чем больше значение, тем выше чувствительность сенсора.
< Задание чувствительности сенсора соударения >
[1] Установите курсор на нужное место с помощью курсорных клавиш.

[2] Введите или измените значение. Затем нажмите клавишу F5.

[3] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".
 Этот параметр задает интенсивность звукового сигнала.
Этот параметр задает интенсивность звукового сигнала.
Громкость задается в диапазоне от 1 до
99.
Чем больше значение, тем больше будет громкость звукового сигнала.
< Задание интенсивности звукового сигнала >
[1] Переместите курсор на надпись "ON" на дисплее с помощью курсорных клавиш.

[2] Введите или измените значение. Затем нажмите клавишу F5.

[3] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".

 Этот параметр используется для проверки громкости звукового сигнала.
Этот параметр используется для проверки громкости звукового сигнала.
При выборе "ON" , в течение определенного времени будет раздаваться звуковой сигнал. Затем он прекратится автоматически.
Чтобы прервать звучание сигнала, выберите режим "OFF".
< Проверка интенсивности звукового сигнала >
[1] Переместите курсор на надпись "ON" на дисплее с помощью курсорных клавиш.

[2] Нажмите клавишу F5. Затем на дисплее будет выделена надпись "ON" (включен) и зазвучит звуковой сигнал.

[3] Чтобы прервать звучание сигнала, переместите курсор на надпись "OFF" на дисплее с помощью курсорных клавиш. Затем нажмите клавишу F5.

[4] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".


Здесь можно задать время работы пылеотсоса.
< Задание времени работы пылесоса >
[1] Сначала введите время работы пылеотсоса на всасывание. Затем нажмите клавишу F5 (клавиша записи).

 [2] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".
[2] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".
Этот параметр используется для проверки направления вращения двигателя вентилятора на пылеотсосе.
(Если нужны подробности эксплуатации, см.раздел " П. 4. 5) Проверка воздушной системы" в соответствующем руководстве на машину)
< Проверка воздушной системы >
[1] Переместите курсор на надпись "ON" на дисплее с помощью курсорных клавиш.

[2] Нажмите клавишу F5. Затем на дисплее будет выделено сообщение "ON" (включен) и начнется выполнение проверки воздушной системы.

[3] Чтобы прервать выполнение проверки, переместите курсор на надпись "OFF" на дисплее с помощью курсорных клавиш. Затем нажмите клавишу F5.

[4] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning". 

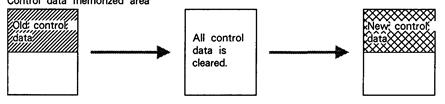
Здесь можно задать, чтобы при считывании данных с дискеты в блок управления новые данные либо сохранялись в памяти после удаления всех прежних, либо просто изменялись без удаления.
При выполнении последовательного вязания, этот параметр задает использовать или нет текущие данные управления для следующего вязания или нет.
Фактически, когда возникает необходимость сохранить в памяти новые данные, прежние данные, сохраненные по способу, указанному выше, будут удалены, после чего в память заносятся новые данные.
 При выборе "YES" /Да:
При выборе "YES" /Да:

 При выборе "NO" /Нет:
При выборе "NO" /Нет:
|
|

Всякий раз при сохранении новых данных управления, данные этого типа (основная программа, подпрограмма 1, ••• и т.д.) будут переписаны, а данные других стандартных типов будут оставлены в памяти без изменений.
При выполнении последовательного вязания, выберите, будут ли использоваться текущие данные управления для следующего изделия или нет.
 При выборе "YES" /Да:
При выборе "YES" /Да:


При вязании различных изделий как показано выше, используются одни и те же данные управления.
При выборе "NO" /Нет:

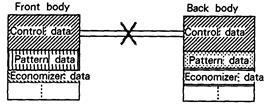
При вязании различных изделий как показано выше, необходимо считать другие данные управления.
< Изменение данных управления>
[1] Переместите курсор в нужное место на дисплее с помощью курсорных клавиш.

[2] Нажмите клавишу F5. Надпись в месте расположения курсора будет выделена, а настройка изменена.

[3] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".

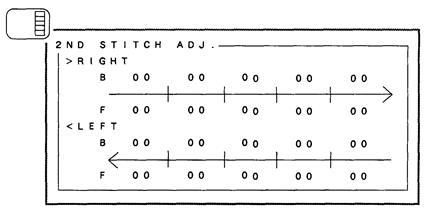
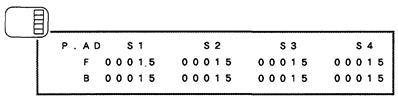
При использовании второго кулирного клина, можно задать разницу между вторым и стандартным кулирном клином (количество шагов).
| > RIGHT/вправо: < LEFT/влево: | здесь отображается направление перемещения каретки | B, F: | задняя и передняя каретки. |
< Задание величины коррекции для второго кулирного клина >
[1] Переместите курсор в нужное место на дисплее с помощью курсорных клавиш.

[2] Введите или измените значение.

[3] По окончании ввода данных, нажмите клавишу F5.

[4] При нажатии клавиши F3, дисплей вернется к странице настройки машины "Machine Tuning".
| Разница между верхним и нижним клирным клином | |
| Класс машины | Разница (плотность переплетения) |
| 7G | 6 |
| 8G | 6 |
| 10G | 5 |
| 12G | 7 |
| 14G | 6 |
По окончании ввода данных, нажмите клавишу F1 (меню выбора). После этого на дисплее появится следующее окно.

Данные о настройках можно сохранить в блоке управления.
(Даже при выключении основного выключателя питания, внутренние настройки будут сохранены).
< Сохранение всех настроек>
[1] Переместите курсор на надпись "ON" на дисплее с помощью курсорных клавиш.

[2] При нажатии клавиши F5, в течение нескольких секунд на дисплее будет мигать сообщение "STORE TUNING DATA?" (Сохранить данные настроек?)
После этого, соответствующие данные будут сохранены.

[3] При нажатии клавиши F1 (меню выбора), дисплей вернется на страницу выбора меню "MENU SELECT".

< Не сохранять настройки (временное изменение) >
Всякий раз, когда вместо клавиши F5 будет нажата клавиша F1 ,настройка не будет сохранена во внутренней памяти блока управления.
4. Страница ручного управления машиной
“Machine manual operation”
На этой странице можно задать команды, управляющие отдельными узлами машины.
| 4. MACHINE MANUAL OPERATION * SET NO. 00. – 0 PRESS START KEY
| ||
 F1 SLCT MENU F1 SLCT MENU
| Переход к странице выбора меню “MENU SELECT”. | |
| F5 STRT | Запуск соответствующей операции. |
< Задание номера операции >
[1] Переместите курсор в нужное место на дисплее с помощью курсорных клавиш.
[2] Всякий раз при нажатии клавиши F5 (старт), начнется выполнение соответствующей операции.

Допустимые номера операций – от 0 до 8. При назначении “0”, активируются все петельные прессы.
| Установка фиксирующего пальца нитеводителя в рабочее положение. Всякий раз при нажатии клавиши F5, будет повторяться включение/выключение фиксирующего пальца нитеводителя. | |
|
| Петельный пресс установлен в рабочее положение для выполнения вязания. | |
| Петельный пресс установлен в рабочее положение для выполнения переноса петель. | ||
| Петельный пресс установлен в нерабочее положение. Необходимо задать номер для петельного пресса от 1 до 8. "0" означает - все петельные прессы. | ||
| Номер петельных прессов показаны справа. |  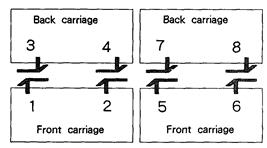
| |
|
| Вспомогательный валик отводится. | |
| Вспомогательный валик прижимается. | ||

| Основной валик вращается в условиях максимального натяжения. | |


Примечание: Все функции в режиме ручного управления машиной ("Machine manual operation") не выполняются, если выключен переключатель клавиатуры, расположенный справа на блоке управления.
Дата добавления: 2019-08-31; просмотров: 156; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!