О результатах наладки электрозащитной установки
_______________________________________________________________ проведена наладка
(организация, производившая наладку)
вновь построенной установки ______________________________________________________
в г. ____________________ по адресу _______________________________________________
Протяженность защищаемых сооружений ___________________________________________
Тип электрода сравнения _________________________________________________________
Дата проведения работ ___________________________________________________________
В результате пусконаладочных работ выбран режим работы установки.
Сила тока в цепи ______ А, напряжение ________ В, сопротивление ____________ цепи ________ Ом, при котором зафиксированы следующие потенциалы на опорных (контрольных) пунктах ________________ по отношению к земле:
(сооружение)
| Номера пунктов | Место | Потенциал сооружения относительно земли, В | Примечание | |
| измерений | измерений | без защиты | с включенной защитой | |
Замечание ______________________________________________________________________
_______________________________________________________________________________
Выводы ________________________________________________________________________
Подписи:
Справка
О влиянии электрозащитной установки на смежные подземные металлические сооружения в зоне действия этих установок, не включенных в совместную защиту
Месторасположение установки ____________________________________________________
Тип установки __________________________________________________________________
Параметры электрозащитной установки _____________________________________________
Дата проведения работ ___________________________________________________________
Влияние электрозащитной установки на смежные сооружения:
| Вид сооружения | Потенциал сооружения относительно земли, В | |
| до отключения | после включения | |
Выводы ________________________________________________________________________
_______________________________________________________________________________
Представитель заказчика _________________________________________________________
Представитель ОЭТС ____________________________________________________________
Представитель владельца смежных подземных сооружений ____________________________
Приложение 15
ФОРМА ПАСПОРТА ТРУБОПРОВОДА
(оформляется в жесткой обложке: 210х297 мм)
Страница 1
ПАСПОРТ ТРУБОПРОВОДА РЕГИСТРАЦИОННЫЙ № _______
Страница 2
Наименование и адрес предприятия — владельца трубопровода _________________________
_______________________________________________________________________________
Назначение трубопровода _________________________________________________________
Рабочая среда ___________________________________________________________________
Рабочие параметры среды:
давление, МПа (кгс/см2) ______________________________________________________
температура, °С _____________________________________________________________
Расчетный срок службы, лет1 ______________________________________________________
Расчетный ресурс, ч 1 ____________________________________________________________
Расчетное число пусков 1 (заполняется для трубопроводов I и II категорий) _______________
Перечень схем, чертежей, свидетельств и других документов на изготовление и монтаж трубопровода, представляемых при регистрации ________________________________________
_______________________________________________________________________________
_______________________________________________________________________________
| М.П. ___ ____________ 199 ____ г. | Подпись главного инженера предприятия (владельца трубопровода) |
____________
1 Заполняется по данным проектной организации.
Страница 3
Лицо, ответственное за исправное состояние и безопасную эксплуатацию трубопровода
| Номер и дата приказа о назначении | Должность, фамилия, имя, отчество | Дата проверки знания Правил Госгортехнадзора России | Подпись ответственного лица |
Страницы 4-12
Записи администрации о ремонте и реконструкции трубопровода
| Дата записи | Перечень работ, проверенных при ремонте и реконструкции трубопровода; дата их проведения | Подпись ответственного лица |
Страницы 13-25
Записи результатов освидетельствования трубопроводов
| Дата освидетельствования | Результаты освидетельствования | Срок следующего освидетельствования |
Страница 26
Трубопровод зарегистрирован за № ____ в __________________________________________
_________________________________________________________ г.____________________
(наименование регистрирующего органа)
В паспорте пронумеровано ___________ страниц и всего ________листов, в том числе чертежей (схем) на _______ листах
_______________________________________________________________________________
(должность регистрирующего лица и его подпись)
| М.П. | ___ ____________ 19 ___ г. |
Приложение 16
ФОРМА
РАПОРТА СЛЕСАРЯ ПО ОБСЛУЖИВАНИЮ ТЕПЛОВЫХ СЕТЕЙ
(лицевая сторона)
Эксплуатационный район № ______________
Дата __________________________________
Рапорт
| Номер магистрали, участок от камеры № до камеры № | Задание мастера | Состояние трассы и камер, обнаруженные при обходе дефекты и неисправности | Выполнение задания мастера, принятые меры по устранению обнаруженных дефектов и неисправностей | Отметка мастера о выполнении распоряжения |
Старший слесарь бригады __________________________
Слесарь бригады __________________________________
Слесарь бригады __________________________________
(оборотная сторона)
Параметры теплоносителя в контрольных точках
Дата ________________________
| Номера камер и | Давление в трубопроводе МПа (кгс·см2) | Температура в трубопроводе, °С | ||
| контрольных точек | в подающем | в обратном | в подающем | в обратном |
Старший слесарь бригады _________________________
Приложение 17
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ
ИНСТРУМЕНТА СЛЕСАРЯ ПО ОБСЛУЖИВАНИЮ ТЕПЛОВЫХ СЕТЕЙ
| Наименование | Тип, номер или размер | Количество, шт. |
| 1. Молоток слесарный с круглым бойком | Тип А № 3 | 1 |
| 2. Крейцмейсель слесарный | AxL = 12х200 мм | 1 |
| 3. Зубило слесарное | L = 200 мм | 1 |
| 4. Ключ рычажный | № 1 | 1 |
| 5. Ключ гаечный разводной | Зев 46 мм | 1 |
| 6. Ключи двусторонние гаечные | Зев 17-19; 22-24; 30-32 | 3 |
| 7. Оправка для набивки сальников | — | 2 |
| 8. Рулетка металлическая | L = 1 м | 1 |
| 9. Рулетка тесемочная | L = 10 м | 1 |
Приложение 18
ПРИМЕРНЫЙ ЗАПАС ПРИСПОСОБЛЕНИЙ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТА, ПОДЛЕЖАЩИЙ ХРАНЕНИЮ В ДЕЖУРНОМ ПОМЕЩЕНИИ ЭКСПЛУАТАЦИОННОГО РАЙОНА ОЭТС
| Наименование | Тип, номер или размер | Количество, шт. |
| Ключи гаечные | От 17/19 до 75/80 мм | 2 комплекта |
| Ключи газовые | № 2 | 2 |
| Ключи газовые | № 4 | 1 |
| Ключи специальные разные (торцевые, накладные) | 3-5 | |
| Ключи штурвальные для задвижек | № 2 | 1 |
| Молотки слесарные | № 2 | 3 |
| Кувалды | 2 | |
| Зубила слесарные | 5 | |
| Крейцмейсели слесарные | 2 | |
| Ножовочный станок для металла | L=300 мм | 2 |
| Полотна ножовочные | L = 300 мм | 50 |
| Наборы плашек и метчиков с воротками | М 10-М 12 | 2 |
| Ручные ножницы по металлу | L = 300 мм | 2 |
| Напильники драчевые и личные плоские | 150-250 мм | 5 |
| Напильники личные (круглые) | 150-250 ми | 5 |
| Крючки для открывания крышек камер | 3 | |
| Фонари электрические аккумуляторные | 2 | |
| Фонари электрические батарейные | 4 | |
| Кернеры слесарные | 5 | |
| Паяльные лампы | 2 | |
| Ломы | 2 | |
| Лопаты | 2 | |
| Плотницкие топоры | 3 | |
| Поперечные пилы | 2 | |
| Метры стальные | 1 | |
| Кронциркули | 1 | |
| Набор шаблонов для проверки сварных швов | 5 | |
| Манометры на рабочее давление в подающем и обратном трубопроводах | 10 | |
| Манометры контрольные на те же давления | 2 | |
| Термометры технические | 0-150°С | 2 |
| Щетки металлические | 5 | |
| Разметочные шаблоны для фланцев и прокладок разных размеров | По одному на каждый диаметр труб |
Приложение 19
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО O Ц EHKE ИНТЕНСИВНОСТИ ПРОЦЕССА ВНУТРЕННЕЙ КОРРОЗИИ В ТЕПЛОВЫХ СЕТЯХ С ПОМОЩЬЮ МЕТОДА "ИНДИКАТОРОВ КОРРОЗИИ" 1
____________
1 Методика оценки интенсивности внутренней коррозии, включая оценочную таблицу, в настоящее время перерабатывается ВТИ.
1. В качестве индикаторов внутренней коррозии применяются стальные плоские пластины толщиной 2-3 мм круглой формы, изготовленные из материала труб или из малоуглеродистой стали Ст. 3. Пластины изготавливаются диаметром 40-60 мм. В центре пластин сверлится отверстие диаметром 12-15 мм для их крепления (рис. 1). На каждом индикаторе выбивается номер.
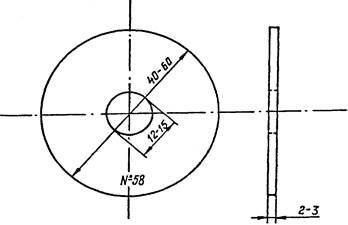
Рис. 1. Индикатор внутренней коррозии
2. Для установки индикаторов коррозии в контрольных точках трубопровода ввариваются фланцевые штуцера dy = 80-100 мм, закрывающиеся глухими фланцами, на которых перпендикулярно плоскости по центру привариваются стальные стержни с резьбой на конце. На стержнях крепятся индикаторы коррозии, как это показано на рис. 2. Для периодического выпуска воздуха к глухому фланцу приваривается штуцер диаметром 1/2", на который устанавливается вентиль.
3. Индикаторы обмеряются с помощью штангенциркуля, после чего для каждого индикатора вычисляется площадь активной поверхности (контактирующей с сетевой водой) по формуле
S = 2p R (R + d) = 6,28 R (R + d) мм2, (1)
где R — радиус круглой пластины, мм;
d — толщина пластины.
Внутренняя поверхность пластины в расчетах не учитывается.
4. После обмера образцы очищаются от продуктов коррозии и обезжириваются следующим образом:
а) промываются в 0,5%-ном растворе соляной кислоты, ингибированной уротропином (3 г уротропина на 1 л раствора);

Рис. 2. Установка индикаторов коррозии в контрольной точке тепловой сети:
1 - глухой фланец; 2 - фланцевый штуцер; 3 - стержень; 4 - индикаторные пластины;
5 - труба; 6 - паронитовая прокладка; 7 - фиксирующие втулки (Ст. 3); 8 - зажимная гайка;
9 - штуцер d = 1/2" с вентилем для выпуска воздуха
б) промываются в 0,5%-ном растворе щелочи, нагретой до 60-70°С;
в) промываются в струе воды;
г) просушиваются в сушильном шкафу в течение 1 ч при температуре 105°С и затем охлаждаются при комнатной температуре;
д) обезжириваются последовательно промывкой в спирте и серном эфире. Вместо серного эфира можно применять четыреххлористый углерод или другой растворитель (бензин и др.);
е) повторно просушиваются в течение 1/2 ч в сушильном шкафу при 105°С и охлаждаются в эксикаторе с хлористым кальцием до комнатной температуры.
5. После обработки индикаторы взвешиваются на весах Т-4 с точностью 0,1 г. Результаты обмера, вычислений и взвешивания заносятся в журнал.
6. Подготовленные индикаторы завертываются в фильтровальную бумагу (каждый в отдельности), на обертке надписывается номер пластины, значение активной поверхности индикатора, масса пластины в граммах.
7. Устанавливаются индикаторы коррозии в контрольных точках сети персоналом ПЗК совместно со слесарем, обслуживающим теплопроводы под руководством мастера участка в сроки, установленные планом, утвержденным главным инженером ОЭТС.
При установке положение индикаторов коррозии на стержне (см. рис. 2) фиксируется промежуточными стальными втулками и закрепляется зажимной гайкой. В каждой точке устанавливается по три индикаторных пластины.
Глухой фланец с насаженными на стержень пластинами осторожно устанавливается на фланцевый штуцер и крепится с помощью болтов.
8. После установки индикаторов в журнал учета и обработки индикаторов внутренней коррозии заносятся:
дата установки индикатора;
точка установки;
номер индикаторной пластины, значение активной поверхности пластины, масса пластины;
место установки (порядковый номер) пластины на стержне (считая от глухого фланца).
9. После наполнения тепловой сети водой и в процессе эксплуатации через штуцер с вентилями в контрольных точках должен периодически спускаться воздух.
10. Индикаторные пластины извлекаются после останова тепловой сети на ремонт. Снятие глухого фланца, извлечение его из штуцера и снятие со стержня пластин должно производиться осторожно с тем, чтобы не повредить пластины с имеющимися на них продуктами коррозии.
Снятые образцы завертываются в бумагу (каждый в отдельности), на которой записывается дата снятия, точка установки, положение пластины на стержне (считая от глухого фланца).
11. Индикаторные пластины подвергаются лабораторной обработке:
а) подсушиваются в эксикаторе с хлористым кальцием в течение 2-4 сут при комнатной температуре;
б) очищаются от продуктов коррозии деревянным скребком;
в) промываются в 5%-ном растворе ингибированной уротропином соляной кислоты при комнатной температуре, а затем в струе воды с одновременным протиранием поверхности металла мягкой резиной до полного удаления продуктов коррозии;
г) высушиваются в термостате при температуре 105°С в течение 1 ч;
д) охлаждаются в эксикаторе и взвешиваются на аналитических весах.
В журнал записывается масса индикаторной пластины после обработки, а также описывается внешний вид пластины, отмечается состояние ее поверхности, наличие пленочной, точечной или язвенной коррозии, глубина и диаметр каверн и другие характерные данные.
12. Интенсивность процесса коррозии определяется по среднесуточной потере массы, средней для трех индикаторных пластин, отнесенной к их средней активной поверхности, по формуле
 г/(м2·сут), (2)
г/(м2·сут), (2)
| m1cp — | средняя масса трех пластин до установки их в контрольной точке тепловой сети, г; |
| m2cp — | средняя масса пластин после извлечения их из трубопровода и очистки от продуктов коррозии, г; |
| Dm — | потеря массы некоррелированной пластины (средняя из трех) при кислотной обработке, г; |
| Scp — | средняя активная поверхность индикаторных пластин, мм2; |
| Т — | продолжительность пребывания индикаторов в трубопроводе, сут. |
Средняя скорость (проницаемость) коррозии определяется по формуле
П = 0,047 kp мм/год. (3)
Интенсивность процесса коррозии оценивается по средней скорости коррозии по таблице:
| Скорость коррозии, мм/год | Оценка коррозионного процесса |
| От 0 до 0,02 вкл. | Незначительный |
| Св. 0,02 до 0,04 вкл. | Слабый |
| Св. 0,04 до 0,05 вкл. | Средний |
| Св. 0,05 до 0,2 вкл. | Сильный |
| Св. 0,2 | Аварийный |
Приложение 20
ПЕРЕЧЕНЬ РАБОТ,
Дата добавления: 2019-08-31; просмотров: 457; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!