Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как правильно варить швы: вертикальные, горизонтальные, потолочные
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.
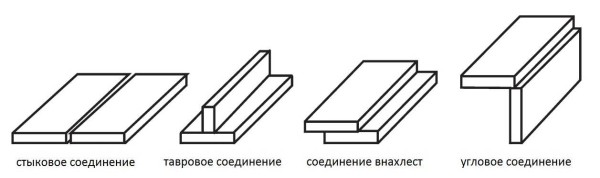
Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
|
|
|
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
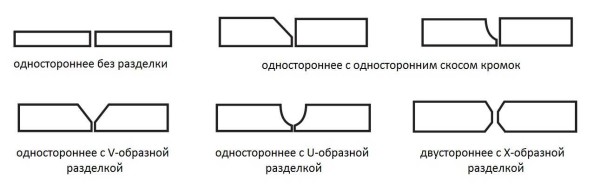
Типы подготовки деталей при сваривании встык
§ При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
|
|
|
§ При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.

Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Дата добавления: 2019-09-08; просмотров: 73; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!