ТЕХНОЛОГИЯ КИРПИЧА, ИЗГОТОВЛЯЕМОГО СПОСОБОМ ПОЛУСУХОГО ПРЕССОВАНИЯ
КЛАССИФИКАЦИЯ И ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИИ
КЛАССИФИКАЦИЯ КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Керамические изделия обладают различны ми свойствами, которые определяются составом исходного сырья, способами его переработки, а также условиями обжига—газовой средой, температурой и длительностью. Материал (т.е. тело), из которого состоят керамические изделия, в технологии керамики именуют керамическим черепком.
Строительные керамические изделия классифицируют по структуре керамического черепка и по их конструктивному назначению в отдельных элементах зданий и сооружений.
По структуре черепка различают изделия с пористым и со спекшимся черепком, а также изделия грубой и тонкой керамики. Пористыми в технологии керамики условно считают изделия, у которых водопоглощение черепка превышает 5%, обычно такой черепок пропускает воду. Спекшимся считают черепок с водопоглощением ниже 5%; как правило, он водонепроницаем.
У изделий грубой керамики черепок имеет в изломе зернистое строение (макронеоднородный). Большинство строительных керамических изделий — строительный кирпич, черепица, канализационные трубы и др. — являются изделиями грубой керамики.
У изделий тонкой керамики излом черепка имеет макрооднородное строение. Он может быть пористым, как, например, у фаянсовых облицовочных глазурованных плиток, и спекшимся (плитки для полов, кислотостойкий кирпич, фарфоровые изделия). Изделия со спекшимся черепком с водопоглощением ниже 1 % называют каменными керамическими. Если при этом черепок обладает еще и просвечиваемостью, то его называют фарфором.
|
|
|
По конструктивному назначению различают следующие группы керамических строительных материалов иизделий:
стеновые изделия—кирпич, керамические камни и панели из них;
фасадные изделия—лицевой кирпич, различного рода плитки; архитектура-художественные детали, наборные панно;
изделия для внутренней облицовки стен—глазурованные плитки и фасонные детали к ним (карнизы, уголки, пояски);
плитки для облицовки пола;
изделия для перекрытий (балки, панели, специальные камни);
кровельные изделия—черепица;
санитарно-строительные изделия—умывальные столы, унитазы, ванны;
дорожные изделия—клинкерный кирпич;
изделия для подземных коммуникаций — канализационные и дренажные трубы;
теплоизоляционные изделия (керамзитокерамические панели, ячеистая керамика, диатомитовые и шамотные легковесные изделия);
заполнители бетонов (керамзит, аглопорит).
ОБЩИЕ СВОЙСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
|
|
|
К керамическим материалам предъявляются различные требования соответственно тем воздействиям, которые они испытывают при использовании их в строительстве. В связи с этим необходимо знать основные свойства керамического материала и пути их регулирования в процессе изготовления различных керамических изделий.
Водопоглощение керамических материалов характеризует количественную величину их пористости и соответственно степень спекания, которая в свою очередь влияет на многие рабочие свойства изделий строительной керамики: морозостойкость, паро- и воздухопроницаемость, сцепление с раствором, загрязняемость и др. Диапазон этого показателя для изделий строительной керамики в зависимости от их вида и назначения довольно велик—от 1—30%.
Предел прочности при сжатии Rcж керамических материалов зависит от их состава и структуры и уменьшается с увеличением размера образца. Наиболее важное значение Rсж имеет для изделий стеновой керамики, которые воспринимают большие нагрузки в зданиях и сооружениях. По этому показателю стеновые изделия маркируют, принимая за марку среднюю величину по результатам испытания пяти образцов.
Для изделий строительной керамики Rсж находится в пределах 7,5—70 МПа.
|
|
|
 |
Между прочностью керамического материала Rcж и его объемной массой g прослеживается зависимость, имеющая вид кубической параболы:
а между прочностью пустотелых изделий R`сж и их объемной массой (брутто) g` отмечается зависимость вида квадратичной параболы (рис. 66)

Предел прочности при сжатии пустотелых изделий определяют с учетом их «рабочего» положения в стене.

Общую разрушающую нагрузку делят на площадь брутто.
Предел прочности при изгибе керамических материалов Rиз зависит от тех же факторов, что и Rcж, с той лишь разницей, что здесь структура материала оказывает более резкое влияние на его сопротивляемость изгибу. Так, например, кирпич полусухого прессования имеет меньшую величину предела прочности при изгибе, чем кирпич пластического формования, изготовленный из тех же глин, хотя Rcж последнего ниже, чем у кирпича полусухого формования.
Предел прочности при изгибе регламентируется ГОСТами для кирпича, поскольку в стене он испытывает не только сжимающие, но и изгибающие нагрузки, вследствие неровностей своей поверхности. Этот показатель регламентируется и для некоторых других керамических изделий. По нему также судят об относительной прочности испытуемого материала и используют его как косвенный показатель для характеристики некоторых других свойств глинистого сырья и обожженных изделий (связность, связующая способность, термостойкость)
|
|
|
Для керамических материалов Rиз находится в пределах 0,7—5 МП а.
Морозостойкостью называют способность материала в насыщенном водой состоянии выдерживать многократное попеременное замораживание и оттаивание без признаков разрушения и без значительного понижения прочности. Показателем морозостойкости является количество теплосмен, которое выдерживает материал без признаков разрушения.
Обстоятельные исследования по влиянию грануло-метрии пор на морозостойкость керамических материалов выявили следующие положения:
все поры в керамическом материале (с точки зрения морозостойкости) могут быть разделены на три категории: опасные, безопасные и резервные;
опасные поры заполняются водой при насыщении на холоду. В них она удерживается при извлечении материала из воды и замерзает при температуре от —15 до —20° С. Диаметр этих пор от 200 до 1 мк для глиняного кирпича пластического прессования, от 200 до 0,1 мк для глиняного кирпича полусухого прессования;
безопасные поры при насыщении на холоду водой не заполняются, либо заполнившая их вода не замерзает при указанных температурах. Это обычно мелкие поры. Заполняющая их вода становится по существу пристеночной адсорбированной влагой, имеющей свойства почти твердого тела и температуру замерзания существенно ниже (—20° С);
резервные поры при насыщении на холоду полностью заполняются водой, но из них при извлечении образца из насыщающего сосуда вода частично вытекает вследствие малых капиллярных сил. Это крупные поры диаметром более 200 мк.
Согласно этим исследованиям, керамический материал будет морозостойким, если в нем объем резервных пор достаточен для компенсации прироста объема замерзающей воды в опасных порах.
Алгебраически это условие выражают (в %) формулой

где С—структурная характеристика материала; Vр и Vоп– объем пор соответственно резервных (размером более 200 мк) и опасных.
Экспериментальная кривая зависимости морозостойкости полнотелого кирпича от его структурной характеристики (рис. 67) показывает, что при С<9% кирпич
является неморозостойким. Пустотелые изделия морозостойки при С>6.
Морозостойкость определяет долговечность керамических материалов при их службе в условиях воздействия на них внешней среды. Поэтому требования морозостойкости регламентированы ГОСТами для стеновых фасадных, кровельных и некоторых других изделии строительной керамики.
|
|
|

Теплопроводность керамических материалов зависит от их объемной массы (рис. 68, а), состава, вида и размера пор и резко возрастает с увеличением их влажности (рис. 68, б), так как теплопроводность воды [l=0,58 Вт/(м-град)] выше теплопроводности воздуха

[l=0,029 Вт/(м-град)] в 20 раз. Замерзание воды в порах материала ведет к дальнейшему резкому возрастанию его теплопроводности, поскольку теплопроводность льда [l=2,33 Вт/(м-град)] больше теплопроводности абсолютно плотного керамического черепка l= =1,163 Вт/(м-град) примерно в 2 раза, больше теплопроводности воды в 4 раза и больше теплопроводности воздуха в 80 раз.
Паропроницаемость действующими Гостами и ТУ не регламентирована. Однако в некоторых случаях она влияет на долговечность строительных конструкций.
Низкая паропроницаемость стеновых материалов может явиться причиной потения внутренней поверхности стен, особенно в зданиях с повышенной влажностью воздуха. По экспериментальным данным, коэффициент паропро-ницаемости плиток полусухого прессования с водопоглощением 8,5; 6,5 и 0,25% соответственно равен 0,155; 0,0525; 0,029 г/(м.ч.Па).
|
|
|
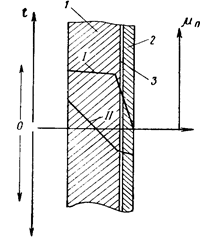
В многослойных стенах неодинаковая газопроницаемость отдельных слоев стены может вызвать накопление влаги в ее толще, последующее ее замерзание и отслаивание части стены (рис. 69). По этой причине не вполне надежна сквозная фасадная облицовка стен глазурованными плитками, обладающими низкой газопроницаемостью [52].
. ВИДЫ И ХАРАКТЕРИСТИКИ СТЕНОВЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
К стеновым керамическим изделиям относят глиняный строительный кирпич и керамические камни.
Согласно ГОСТ 530—71, кирпич глиняный обыкновенный представляет собой искусственный камень, имеющий форму параллелепипеда размером 250Х120Х65 мм, изготовленный из глины с добавками или без них и обожженный. Допускается также изготовление полуторного кирпича толщиной 88 мм с технологическими пустотами и массой не более 4 кг. Практически его изготовляют очень редко.
Все керамические изделия конструктивного назначения, имеющие размеры больше кирпича, называют керамическими камнями.
Кирпич является одним из наиболее древних искусственных строительных изделий. Его «возраст» составляет примерно 5000 лет, и до сего времени он продолжает сохранять значение одного из основных стеновых материалов. Его доля в общем балансе стеновых материалов составляет около 40%.

Рис. 70. Виды керамических стеновых изделий
а — обыкновенный кирпич; б — дырчатый кирпич с круглыми пустотами; в—щелевой камень; г—готовый камень НИИСтройкерамики с ромбовидными пустотами для панелей; д — щелевой камень ВНИИСТРОМа для панелей

ТЕХНОЛОГИЯ КИРПИЧА, ИЗГОТОВЛЯЕМОГО СПОСОБОМ ПОЛУСУХОГО ПРЕССОВАНИЯ
Основным признаком полусухого прессования керамических изделий является формование их из порошков путем компрессионного прессования под значительным Удельным давлением 15—40 МПа.
Технологический процесс изготовления изделий этим способом включает следующие группы операций: карьерные работы, приготовление пресс-порошка, прессование, сушку и обжиг изделий. Карьерные работы не имеют в этом случае какой-либо специфики и выполняются соответственно горно-эксплуатационным условиям месторождения глин.
Приготовление пресс-порошка.
Керамическими пресс-порошками называют высококонцентрированные (мало влажные) дисперсные глинистые системы, не обладающие связностью. Отсутствие связности обусловливавливает наиболее характерное свойство порошков—их сыпучесть, т. е. псевдотекучесть в исходном состоянии. Ее характеризуют скоростью истечения порошка под действием собственной массы через отверстие определенного диаметра. Глиняные порошки должны иметь заданный зерновой (грапулометрический) состав и влажность, должны обладать однородной пофракционной влажностью и содержать минимальное количество пылевидной фракции. Все эти характеристики влияют на прессусмость порошка — его способность к максимальному уплотнению при минимальном давлении с образованием при этом изделий, обладающих однородной плотностью, минимальным упругим расширением и отсутствием трещин расслаивания.
Керамические порошки готовят сушнлыю-помольным и шликерным способами.
При сушильно-помольном способе глину подвергают последовательно грубому дроблению, сушке, помолу просеву и увлажнению. Дробят глину на дезинтеграторных вальцах, а сушат в сушильных барабанах прямотоком, так как при противотоке возникает опасность сильного перегрева глины, частичной ее дегидратации, и большой потери пластических свойств. Температура газов t1, поступающих в барабан, составляет обычно 600—800°С. Снижение t1 обеспечивает более однородную пофракционную влажность, но уменьшает производительность барабана. Повышение t1 сверх указанного предела нецелесообразно, так как оно приводит к дегидратации мелкой фракции глины и обусловливает быстрый выход из строя входной секции барабана. Нормальная температура отходящих газов t2 должна быть 110—120 °С. Резкое повышение t2 свидетельствует о перересушке глины. Температура глины, выгружаемой из сушильного барабана, составляет 60—80 °С. Конечная влажность 9—11%.
При прохождении глины через барабан изменяется ее гранулометрический состав. Мелкие фракции, быстро высыхая, истираются до пылевидного состояния, а крупные куски, распариваясь, слипаются и окатываются в крупные комья. Это обусловливает большую влажностную неоднородность высушенной глины, затрудняющую работу помольных машин. Так, при средней влажности 8,5—12% влажность наиболее крупных кусков достигает 15,5—19%. К тому же и в пределах одного куска отмечается значительный перепад влажности. Некоторое повышение равномерности сушки достигается устройством цепных завес в сушильных барабанах, которые частично измельчают глину, создавая тем самым условия для более равномерной ее сушки. Но даже и с наличием цепных завес сушильный барабан нельзя считать достаточно совершенным в технологическом отношении агрегатом.
Для помола глины в производстве кирпича применяют корзинчатые дезинтеграторы. Они работают устойчиво при влажности глины не выше 10%. При более высоком влажности глина налипает па кожух и на пальцы дезинтеграторов. При наличии в глине каменистых включений пальцы корзин быстро изнашиваются и их необходимо менять через 200—300 ч работы.
Тонина помола зависит от частоты вращения корзин дезинтегратора, расстояния между пальцами и влажности глины. Выход мелких фракций возрастает с увеличением частоты вращения корзин и уменьшением расстояния между пальцами. С повышением влажности глины возрастает количество крупных фракций. Так, например, при влажности 10% сумма крупных фракций (остаток на сите 25 отв. на 1 см2) составляет 96%, а при влажности 6% — всего лишь 66%.
Из дезинтеграторов получают рыхлый порошок малой объемной массы, что затрудняет прессование из него изделий.
Просеивают глину для отделения крупных зерен порошка. Для этого используют струнные сита, барабанные грохоты (бураты), качающиеся и вибрационные сита. На струнных ситах можно отделять только очень крупные куски глины, так как расстояние между сильно натянутыми струнами значительно изменяется вследствии их изгибания.
При подготовке пресс-порошков не всегда удается после помола получить порошок с влажностью, необходимой и достаточной для прессования. Чтобы обеспечить производительную работу помольных машин и необходимую тонину помола, приходится иногда сушить и молоть глину при влажности несколько ниже прессовочной, а затем порошок вновь увлажнять. Такое увлажнение осуществляют распылением воды в глиномешалках или паром в специальных аппаратах.
Основное требование, которое предъявляют к увлажняющему аппарату, сводится к тому, чтобы при увлажнении порошка глины не образовались комочки переувлажненного материала, так называемой «изюм». Для этого воду подают в тонко распыленном состоянии, а весь материал при этом перемешивают. Хорошие результаты получаются при увлажнении глины во взвешенном состоянии, т. е. в момент, когда она выходит из бункера в смеситель. При увлажнении глиняного порошка паром качество кирпича намного улучшается: не появляются трещины расслаивания, возрастают прочность и морозостойкость.
Во всех возможных случаях необходимо избегать повторного увлажнения глиняного порошка, так как добиться при этом равномерной влажности его весьма трудно по следующим причинам: в высушенном порошке крупные зерна являются влажными, а мелкие—более сухими. Влажная поверхность имеет всегда более низкую температуру, чем сухая. Поэтому пар в первую очередь конденсируется на более холодной влажной поверхности крупных кусочков глины. Мелкая ее фракция, наиболее сухая, или совсем не увлажняется, или увлажняется в меньшей мере, в результате чего пофракционная влажность порошка не только не выравнивается, но иногда даже возрастает.
Для выравнивания влажности подвергают порошок вылеживанию в бункерах. Однако этот процесс протекает довольно медленно. В течение суток практически выравнивание влажности достигается в пределах одного зерна, а между отдельными зернами оно еще не наступает вследствие относительно небольшой контактной поверхности между ними. Кроме того, увлажнение поверхности зерен порошка снижает его сыпучесть, что в последующем затрудняет его хранение в бункерах и транспортирование. Поэтому процесс вылеживания порошка следует считать полезным, улучшающим его прессовочные свойства, но нужно стремиться осуществлять этот процесс по возможности без предварительного увлажнения порошка.
Оптимальная влажность порошка зависит от приложенного прессового давления. Экстремум на кривой «объемная масса прессовки — влажность» соответствует оптимальной влажности при данном давлении. Пониженная (против оптимальной) влажность обусловит сухой контакт частиц порошка, повышенное внутреннее трение и пониженную плотность прессовки, а превышение оптимальной влажности—образование водных пленок между прессуемыми частицами и исключит их непосредственное контактирование, что в конечном счете также понизит плотность прессовки.
При шликерном способе подготовки пресс-порошка глину в глиноболтушках распускают горячей водой в шликер влажностью 40—45%. Затем его под давлением 0,25 МПа накачивают для отделения каменистых включений в дуговые сита, откуда очищенным он сливается в открытые шламбассейны вместимостью 2500 или 6000 м3, оборудованные крановыми мешалками. В них также поступает для барботажа компрессорный воздух. Из шламбассейна шликер насосом подают в распылительную сушилку, откуда порошок с влажностью 10% поступает через контрольное сито в расходные бункера.
Шликерный способ имеет большие преимущества перед сушильно-помольным. При нем в одном агрегате— распылительной сушилке — совмещаются процессы сушки и грануляции глины, резко улучшаются условия производственного комфорта, процесс может быть автоматизирован.
Пресс-порошок, полученный в распылительных сушилках, обладает большой влажностной однородностью, практически не содержит пылевидной фракции, по гранулометрическому составу приближается к монофракционному, из него при прессовании легко удаляется воздух, вследствие чего порошок равномерно пропрессовывается при более низких давлениях. Свойства его стабильны благодаря полной автоматизации процесса.
Новые заводы полусухого прессования кирпича строятся только на основе шликерного способа подготовки пресс-порошка.
Дата добавления: 2019-07-15; просмотров: 265; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!