Прессование металлических порошков
Прессование металлических порошков представляет собой технологическую операцию, в результате которой под действием приложенного усилия из бесформенного сыпучего порошка получается прочное тело – прессовка по форме и размерам близкая форме и размерам готового изделия.
Сложность явлений, сопровождающих уплотнение порошка и многообразие требований к свойствам готовых изделий вызывают необходимость проведения специальных операций по подготовке порошка к формованию.
Основными операциями при подготовке порошков к прессованию являются:
– отжиг;
– классификация (рассев);
– смешивание.
Отжиг. Этот вид обработки порошков применяют с целью повышения их пластичности, улучшения прессуемости и формуемости. При отжиге снимается наклеп, происходит восстановление оксидов, оставшихся при получении порошка или образовавшихся в результате окисления металла при хранении порошка.
Классификация. Под классификацией понимают разделение порошков по величине частиц на фракции, используемые затем либо непосредственно для формования, либо для составления смеси, содержащей требуемый процент частиц нужного размера.
Классификация порошков осуществляется обычно в аппаратах, применяемых в химическом производстве и обогатительном деле. В практике порошковой металлургии чаще всего применяют ситовую классификацию порошков.
Смешивание порошков. Смешивание является одной из важных операций при изготовлении материалов и изделий из порошков. Оно заключается в приготовлении однородной механической смеси из порошков различного химического и гранулометрического состава. Задачи смешивания – превращение совокупности частиц твердых компонентов в макрооднородную смесь.
|
|
|
Результат смешивания определяется формой и величиной частиц, числом смешиваемых компонентов и соотношением их количеств, коэффициентом трения между частицами, способностью частиц к слипанию и другими факторами.
Наиболее распространенным является механическое смешивание компонентов в шаровых мельницах, аналогичных применяемым при размоле, и смесителях различных типов.
Для улучшения прессуемости и грануляции порошков при смешивании в смеситель вводят пластифицирующие добавки (растворы в органических жидкостях парафина, воска, каучука и др.), которые обволакивают частицы и при прессовании создают дополнительную прочность прессовок, облегчая их трение между стенками пресс-формы и самими частицами. Кроме присадок, улучшающих процесс прессования, в смесь могут вводится добавки, формирующие те или иные свойства прессовок. Например, поризаторы, обеспечивающие высокую пористость изделий.
|
|
|
Общие закономерности процесса прессования
Прессование представляет собой формирование металлического порошка путём приложения давления к порошку, находящемуся в закрытой форме или оболочке. Основные закономерности процесса прессования рассмотрены на примере формования простейшей заготовки в стальной прессформе. (рисунок 5).

Рисунок 5 – Схема прессования заготовки в стальной прессформе
1 – матрица; 2 – порошок; 3 – нижний пуансон (подставка); 4 – верхний пуансон
При формовании в собранную и установленную на плиту пресса прессформу засыпается порция порошковой смеси и устанавливается пуансон, через который от пресса на порошковую смесь передается соответствующее давление и под действием усилия начальный объём сыпучей порошковой смеси уменьшается, происходит деформирование её и формируется брикет, называемый прессовкой, заданной формы и размеров. После выдержки при заданном давлении нагрузка снимается и спрессованная заготовка выталкивается из пресс-формы. Прессование в закрытых пресс-формах может быть односторонним, когда усилие прессования прикладывается к одной из торцовых поверхностей будущей прессовки или двухсторонним – при приложении усилия прессования с двух сторон.
|
|
|
Основные способы прессования
Разработанные способы прессования порошков позволяют получать продукцию, начиная от готовых изделий и кончая заготовками любой формы и размеров.
Основными способами формования изделий из металлических порошков являются:
– прессование в пресс-формах;
– изостатическое прессование;
– прокатка порошков;
– мундштучное прессование;
– шликерное формование;
– динамическое прессование.
Прессование в пресс-формах наиболее распространено в связи с тем, что оно обеспечивает получение деталей, которые практически не подвергаются механической обработке.
Прессование в пресс-формах может быть односторонним и двухсторонним. Одностороннее прессование применяется при изготовлении изделий простой конфигурации, у которых отношение длины или высоты к диаметру или толщине не превышает 3.
При горячем прессовании используются графитовые пресс-формы или пресс-формы из жаропрочных сталей. В этом случае процесс прессования обычно совмещается со спеканием, так как применяемые температуры горячего прессования составляют 0,5 – 0,8 от Тпл. основного компонента смеси.
|
|
|
Изостатическое прессование. Изостатическим называют прессование в эластичной оболочке под действием всестороннего сжатия. Если сжимающее усилие создается жидкостью, прессование называют гидростатическим, а если газом – газостатическим.
При гидростатическом прессовании порошок засыпается в резиновую оболочку, помещают её в рабочую камеру гидростата, в которой создают требуемое давление жидкостью (рисунок 6) с помощью насоса высокого давления.

Рисунок 6 – Схема гидростатического прессования порошков
1 – корпус камеры гидростата; 2 – крышка; 3 – манометр; 4 – эластичная оболочка; 5 – порошковая шихта; 6 – жидкость; 7 – подача жидкости от насоса высокого давления
В качестве жидкости может использоваться масло, вода, глицерин. Равенство и равномерность сжимающих усилий во всех направлениях приводит к тому, что боковое давление равно единице. Плотность различных участков получаемой прессовки практически одинаково.
Порошок, находящийся в оболочке, до приложения к нему давления подвергают вибрации для обеспечения равномерной плотности засыпки и дегазации, так как воздух, имеющийся в порах засыпки, будет препятствовать уплотнению.
Гидростатическим прессованием получают цилиндры, трубы, шары и другие изделия.
К недостаткам гидростатического прессования следует отнести трудности получения брикетов размерами близкими к заданным и необходимость применения механической обработки при изготовлении изделий точных форм и размеров, а также низкую производительность процесса.
Газостатическое прессование пока не получило широкого распространения из-за сложности конструкций прессующих устройств.
Прокатка порошков. Прокатка металлических порошков представляет собой формование в прокатном стане. Сущность метода прокатки заключается в подаче порошка в зазор между двумя вращающимися навстречу один другому валками (рисунок 7).

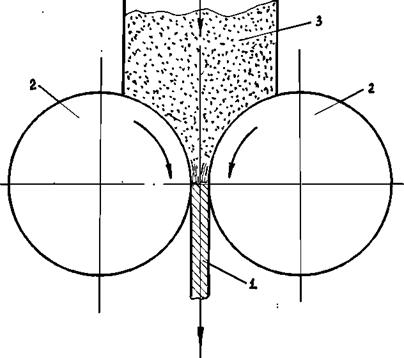
Рисунок 7 – Схема прокатки металлических порошков
1 – порошок; 2 – валки; 3 – порошок; 4 – бункер
Силами внешнего трения порошок увлекается в зазор и уплотняется в изделие достаточной прочности, обеспечивающей транспортировку его на спекание. Поступление порошка в валки может быть свободным, когда он поступает в очаг деформации под действием собственной массы, и под давлением, когда порошок в валки подаётся принудительно, с помощью специальных устройств.
Порошок можно прокатывать в холодном или горячем состоянии. Прокатка при комнатной температуре наиболее проста, но менее эффективна, чем прокатка подогретого порошка.
Заготовки после прокатки обычно спекают в печах непрерывного действия в защитной атмосфере.
Прокатка металлических порошков применяется для получения заготовок конструкционных, электротехнических, фрикционных и антифрикционных изделий (лента, листы, проволока и др.), а также в производстве фильтров и других пористых изделий для очистки разных сред.
Мундштучное прессование. Мундштучным прессованием называют формование заготовок путем продавливания смеси порошка с пластификатором через отверстие в матрице.
При мундштучном прессовании можно продавливать через мундштук либо смесь порошка со связкой, либо предварительно спрессованную заготовку, которую перед продавливанием подогревают.
В качестве пластификатора применяют парафин, поливиниловый спирт, крахмал, бакелит.
Мундштучное прессование эффективно при производстве прутков, труб, уголков и других больших по длине изделий из плохо прессуемых материалов, в том числе тугоплавких металлов и соединений, твердых сплавов и других.
Шликерное формование является способом изготовления изделий путём заливки шликера, представляющего собой однородную концентрированную взвесь порошка в жидкости, в пористую форму с последующей сушкой. При этом процесс формования совершается без приложения внешнего давления. Иногда этот процесс формования называют шликерным литьём.
Для приготовления шликера используют очень мелкие порошки, взвесь которых в жидкости (растворы на основе воды и спирта) однородна и устойчива в течение длительного времени. Шликер содержит некоторое количество добавок (кислоты, щелочи, различные соли), препятствующих скапливанию частиц и улучшающих смачивание частиц порошка и стенок формы жидкостью.
Форму для шликерного формования изготавливают из гипса, пористой керамики, нержавеющей стали и других подобных материалов.
Заготовку получают путем заливки шликера во влагопоглощающую форму, жидкость из которой удаляется через поры. Механизм формования заключается в направленном осаждении твердых частиц на стенках формы под действием направленных потоков жидкости. Потоки возникают в результате впитывания жидкости в поры формы под влиянием разрежения или под воздействием центробежных сил при центробежном шликерном формовании.
Полученная заготовка извлекается из формы и подвергается сушке и спеканию. Для облегчения удаления заготовки внутреннюю поверхность формы покрывают тонким слоем специального вещества (мыло, графит, бумага, тальк), препятствующего схватыванию с формируемым материалом.
Методом шликерного формования изготавливают изделия сложных форм (трубы, тигли, турбинные лопатки и др.), которые трудно получить традиционными методами прессования, особенно в случае уплотнения хрупких порошкообразных материалов.
Динамическое формование представляет собой процесс прессования с использованием импульсных нагрузок или вибрации. Отличительной чертой такого формования является высокая скорость приложения нагрузки к уплотняемому порошку. В связи с этим его часто называют высокоскоростным.
Спекание
Спекание порошковых материалов представляет собой тепловую обработку свободно насыпанного порошка или спрессованных заготовок при температуре 0,7 – 0,9 абсолютной температуры плавления металла порошка или температуры плавления основного металла в многокомпонентной системе порошков. Это одна из важнейших технологических операций, результатом которой является превращение непрочной заготовки в прочное спеченное тело со свойствами, приближающимися к свойствам литого материала.
При спекании происходит удаление газов, адсорбированных на поверхности частиц, возгонка различных примесей, снятие остаточных напряжений на контактных участках между частицами и в самих частицах, восстановление оксидов и растворение их, перестройка поверхностного слоя в результате диффузии и переноса металла в виде пара с одних мест в другие, качественное изменение межчастичных контактов и формы пор.
Существуют две основные разновидности процесса спекания. Это твердофазное или спекание без образования жидкой фазы и жидкофазное, при котором легкоплавкие компоненты смеси порошков расплавляются.
Горячее прессование
Горячим прессованием называют одновременное прессование и спекание порошков. Совмещение прессования и спекания в одной операции позволяет реализовать наблюдаемое при повышении температуры увеличение текучести материалов и получать фактически беспористые изделия и изделия из большого класса материалов, для которых применение других методов затруднительно или даже невозможно (например, карбидов, боридов и других сверхтвёрдых материалов).
Наиболее существенными достоинствами горячего прессования следует считать максимально быстрое уплотнение материала и получение изделия с минимальной пористостью при сравнительно малых удельных давлениях прессования.
В отличие от холодного прессования выдержка под давлением при горячем прессованием значительно увеличивается, что необходимо для прохождения процесса спекания, время которого при наличии внешнего давления в свою очередь значительно сокращается.
Температуру горячего прессования выбирают в зависимости от природы спекаемого материала, и она составляет 0,5 – 0,9 Тпл. основного компонента.
Горячее прессование широко применяют в тех случаях, где требуется получить высокие механические и физические свойства (высокую прочность и твердость, хорошую электропроводность и точные габаритные размеры). Горячее прессование часто является единственным методом изготовления крупных и плотных заготовок из некоторых тугоплавких металлов и материалов.
Однако, несмотря на большие достоинства, горячее прессование уступает раздельному процессу прессования и спекания по производительности и по энергетическим затратам из-за сложности оборудования. К недостаткам горячего прессования следует отнести и трудность автоматизации процесса.
Заготовительное производство. Литейное производство
Заготовительное производство
Выбор метода и способа получения заготовки
Необходимость экономии материальных ресурсов предъявляет высокие требования к рациональному выбору заготовок, к уровню их технологичности, в значительной мере определяющей затраты на технологическую подготовку производства, себестоимость, надёжность и долговечность изделий.
Правильно выбрать способ получения заготовки – означает определить рациональный технологический процесс её получения с учётом материала детали, требований к точности её изготовления, технических условий, эксплуатационных характеристик и серийности выпуска.
Машиностроение располагает большим количеством способов получения деталей. Это многообразие, с одной стороны, позволяет существенно повысить эксплуатационные характеристики машин за счёт использования свойств исходного материала, с другой – создаёт трудности при выборе рационального, экономичного способа получения детали.
Особенно важно правильно выбрать вид заготовки, назначить наиболее рациональный технологический процесс её изготовления в условиях автоматизированного производства, когда размеры детали при механической обработке получаются «автоматически» на предварительно настроенных агрегатных станках или станках с числовым программным управлением (ЧПУ). В этом случае недостаточные припуски так же вредны, как и излишние, а неравномерная твёрдость материала или большие уклоны на заготовке могут вызвать значительные колебания в допусках размеров готовой детали.
Поэтому очень важен экономически и технологически обоснованный выбор вида заготовки для данного производства.
Максимальное приближение геометрических форм и размеров заготовки к размерам и форме готовой детали – главная задача заготовительного производства.
Заданные конструктором геометрия, размеры и марка материала детали во многом определяют технологию изготовления. Таким образом, выбор вида заготовки происходит в процессе конструирования, так как при расчёте деталей на прочность, износостойкость или при учете других показателей эксплуатационных характеристик конструктор исходит из физико-механических свойств применяемого материала с учётом влияния способа получения заготовки.
Факторы, влияющие на себестоимость производства в машиностроении, делятся на три группы:
1-я группа – конструктивные факторы, т.е. конструктивное решение самой детали, обеспечивающее приемлемость её для изготовления обработкой давлением, литьем, сваркой; выбор марки материала и технологических условий;
2-я группа – производственные факторы, т.е. характер и культура производства, технологическая оснащенность, организационные и технологические уровни производства;
3-я группа – технологические факторы, характеризующие способ формообразования заготовок, выбор самой заготовки, оборудования и технологического процесса получения детали.
То, насколько полно в заготовке учтено влияние факторов первой и второй групп, позволяет судить о технологичности заготовки.
Под технологичностью заготовки принято понимать, насколько данная заготовка соответствует требованиям производства и обеспечивает долговечность и надежность работы детали при эксплуатации.
Выпуск технологичной заготовки в заданных масштабах производства обеспечивает минимальные производственные затраты, себестоимость, трудоемкость и материалоемкость.
Третья группа факторов важна, когда детали могут быть получены одним или несколькими способами литья или обработки давлением, например, фланцы, тройники, шестерни. Однако при литье структура металла, а следовательно, и механические свойства, ниже, чем при обработке металлов давлением. Также, особенно при литье в кокиль или под давлением, выше вероятность возникновения литейных напряжений и наличия пористости.
При штамповке, создавая направленную структуру, можно увеличить эксплуатационные свойства детали. В то же время заданный параметр шероховатости поверхности и точность размеров могут быть обеспечены в обоих случаях.
Таким образом, при выборе способов получения заготовки в первую очередь следует учитывать основные факторы (себестоимость и требования к качеству), ориентироваться на то, что в конкретном случае является определяющим.
В качестве другого примера можно рассмотреть крупногабаритные детали значительной массы, требующие для своего изготовления уникального оборудования большой мощности. Такие детали целесообразно изготавливать сварными. Это позволяет сократить длительность цикла изготовления, повысить качество металла за счет применения слитков меньшей массы с меньшим количеством литейных дефектов, но при этом уменьшается коэффициент использования металла, увеличивается трудоемкость.
Оптимальное решение при выборе заготовок может быть найдено только при условии комплексного анализа влияния на себестоимость всех факторов, при обязательном условии положительного влияния способа получения заготовки на качество изделия.
В себестоимости изготовления детали значительную долю составляют затраты на материал (около 60 %). Поэтому пути снижения себестоимости целесообразно искать в снижении расхода материала.
Технологичность детали с определенной степенью приближения оценивается следующими показателями:
– коэффициент выхода годного (  ) ;
) ;
– весовой точности (  ) ;
) ;
– использования металла (  ).
).
– характеризует расход металла в заготовительном цехе, размер брака, технологических отходов, определяется по формуле:

где:  – масса исходного металла;
– масса исходного металла;  – масса заготавливаемого металла.
– масса заготавливаемого металла.
– отражает степень приближения формы и размеров заготовки к форме и размерам детали, т.е. характеризует объем механической обработки, определяется по формуле:

где:  – масса готовой детали.
– масса готовой детали.
– отражает общий расход металла на изготавливаемую деталь, определяется по формуле:
Общие принципы выбора заготовки
Наиболее широко для получения заготовок в машиностроении применяют следующие методы: литье, обработка металла давлением и сварка, а также комбинация этих методов.
Каждый из методов содержит большое число способов получения заготовок.
Метод – это группа технологических процессов, в основе которых лежит единый принцип формообразования.
Литье – получение заготовок путем заливки расплавленного металла заданного химического состава в литейную форму, полость которой имеет конфигурацию заготовки.
Обработка давлением – технологические процессы, которые основаны на пластическом формоизменении металла.
Сварка – технологический процесс получения неразъемных соединений из металлов и сплавов в результате образования атомно-молекулярных связей между частицами соединяемых заготовок.
При выборе метода необходимо ориентироваться в первую очередь на материал и требования к нему с точки зрения обеспечения служебных свойств изделия (литье – чугун, стали с обозначением Л).
Особо ответственные детали, к которым предъявляются высокие требования по размеру зерна, направлению волокон, а также по уровню механических свойств, всегда следует изготавливать из заготовок, полученной обработкой давлением.
Выбор способа получения заготовки сложная задача.
Способ получения заготовки должен быть экономичным, обеспечивающим высокое качество детали, производительным, нетрудоемким.
Основные факторы, влияющие на выбор способа получения заготовки.
Характер производства.
Для мелкосерийного и единичного производства характерно использование в качестве заготовок горячекатаного проката, отливок, полученных в песчано-глинистых формах, поковок, полученных ковкой.
Это обуславливает большие припуски, значительный объем последующей механической обработки, повышение трудоемкости.
В условиях крупносерийного и массового производств рентабельны способы получения заготовок: горячая объемная штамповка; литье в кокиль, под давлением, в оболочковые формы по выплавляемым моделям.
Применение этих способов позволяет значительно сократить припуски, снизить трудоемкость изготовления детали.
Повышение точности формообразующих процессов, выбор наиболее точных и прогрессивных способов получения заготовок на базе увеличения серийности производства является одним из важнейших резервов повышения технического уровня производства.
Материалы и требования, предъявляемые к качеству детали
Материалы должны обладать необходимым запасом определенных технологических свойств – ковкостью, штампуемостью, жидкотекучестью, свариваемостью, обрабатываемостью.
Для деформируемых материалов необходимым технологическим свойством является технологическая пластичность. Особо жесткие требования по технологической пластичности предъявляются к сплавам, из которых детали получают холодной обработкой давлением – выдавливанием, вытяжкой, гибкой, формовкой.
Если металл обладает низкой жидкотекучестью, высокой склонностью к усадке, то не рекомендуется применять литье в кокиль, под давлением, так как из-за низкой податливости металлической формы могут возникнуть литейные напряжения, коробление отливки, трещины. Целесообразно применять оболочковое литье и литье в песчано-глинистые формы.
Для ответственных, тяжело нагруженных деталей (валы, шестерни, зубатые колеса), для которых предъявляются определенные требования к качеству металла и к физико-механическим свойствам – целесообразно использовать поковки, так как в процессе деформирования создается мелкозернистая, направленная волокнистая структура, значительно повышающая физико-механические свойства материала.
Размеры, масса и конфигурация детали.
Удельная стоимость отливок и поковок растет с уменьшением их массы. Закономерность общая для всех способов получения заготовок и деталей, так как трудоемкость формообразования определяют общей площадью поверхностей, подлежащих обработке.
Размеры детали часто играют решающую роль. При литье по выплавляемым моделям, в кокиль, под давлением размеры отливки ограничены технологическими возможностями оборудования и инструмента.
Способом горячей объемной штамповки возможно получение поковок до 1000 кг.
Качество поверхности заготовок, обеспечение заданной точности.
Использование точных способов обеспечивает достаточную чистоту поверхности и высокую точность заготовок.
Совершенствование ковки и штамповки обеспечивают параметры шероховатости и точность размеров, соответствующих механической обработке и даже финишных операций.
Калибровка, холодное выдавливание обеспечивают получение готовых деталей (заклепки, гайки, болты).
Возможности имеющегося оборудования.
Учитывают при изготовлении заготовок способами центробежного литья, литья под давлением, горячей объемной штамповкой. Иногда это является определяющим моментом.
Например, наличие в кузнечном цехе ротационно-ковочных машин позволяет получить ступенчатые заготовки практически без механической обработки. То же – при наличии механических прессов двойного действия или гидравлических многоступенчатых прессов.
Мощность кузнечно-штамповочного оборудования определяет номенклатуру изготовления деталей.
Литейное производство
Теория и практика технологии литейного производства на современном этапе позволяет получать изделия с высокими эксплуатационными свойствами. Отливки надежно работают в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения. Они используются в изготовлении строительных конструкций, металлургических агрегатов, морских судов, деталей бытового оборудования, художественных и ювелирных изделий.
Современное состояние литейного производства определяется совершенствованием традиционных и появлением новых способов литья, непрерывно повышающимся уровнем механизации и автоматизации технологических процессов, специализацией и централизацией производства, созданием научных основ проектирования литейных машин и механизмов.
Важнейшим направлением повышения эффективности является улучшение качества, надежности, точности и шероховатости отливок с максимальным приближением их к форме готовых изделий путем внедрения новых технологических процессов и улучшения качества литейных сплавов, устранение вредного воздействия на окружающую среду и улучшения условий труда.
Литье является наиболее распространенным методом формообразования.
Преимуществами литья являются:
- изготовление заготовок с наибольшими коэффициентами использования металла и весовой точности,
- изготовление отливок практически неограниченных габаритов и массы,
- получение заготовок из сплавов, неподдающихся пластической деформации и трудно обрабатываемых резанием (магниты).
Классификация литых заготовок.
По условиям эксплуатации, независимо от способа изготовления, различают отливки:
– общего назначения – отливки для деталей, не рассчитываемых на прочность
– ответственного назначения – отливки для деталей, рассчитываемых на прочность и работающих при статических нагрузках;
– особо ответственного назначения - отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках.
В зависимости от способа изготовления, массы, конфигурации поверхностей, габаритного размера, толщины стенок, количества стержней, назначения и особых технических требований отливки делят на 6 групп сложности.
Первая группа характеризуется гладкими и прямолинейными наружными поверхностями с наличием невысоких усиливающих ребер, буртов, фланцев, отверстий. Внутренние поверхности простой формы. Типовые детали – крышки, рукоятки, диски, фланцы, муфты, колеса вагонеток, маховики для вентилей и т.д.
Шестая группа – отливки с особо сложными закрытыми коробчатыми и цилиндрическими формами. На наружных криволинейных поверхностях под различными углами пересекаются ребра, кронштейны и фланцы. Внутренние полости имеют особо сложные конфигурации с затрудненными выходами на поверхность отливки. Типовыедетали – станины специальных МРС, сложные корпуса центробежных насосов, детали воздуходувок, рабочие колеса гидротурбин.
В зависимости от способа изготовления их габаритных размеров и типа сплавов ГОСТ 26645-85 устанавливает 22 класса точности.
Литейные сплавы
Требования к материалам, используемым для получения отливок:
Состав материалов должен обеспечивать получение в отливке заданных физико-механических и физико-химических свойств; свойства и структура должны быть стабильными в течение всего срока эксплуатации отливки.
Материалы должны обладать хорошими литейными свойствами (высокой жидкотекучестью, небольшой усадкой, низкой склонностью к образованию трещин и поглощению газов, герметичностью), хорошо свариваться, легко обрабатываться режущим инструментом. Они не должны быть токсичными и вредными для производства. Необходимо, чтобы они обеспечивали технологичность в условиях производства и были экономичными.
Литейные свойства сплавов
Получение качественных отливок без раковин, трещин и других дефектов зависит от литейных свойств сплавов, которые проявляются при заполнении формы, кристаллизации и охлаждении отливок в форме. К основным литейным свойствам сплавов относят: жидкотекучесть, усадку сплавов, склонность к образованию трещин, газопоглощение, ликвацию.
Жидкотекучесть – способность расплавленного металла течь по каналам литейной формы, заполнять ее полости и четко воспроизводить контуры отливки.
При высокой жидкотекучести сплавы заполняют все элементы литейной формы.
Жидкотекучесть зависит от многих факторов: от температурного интервала кристаллизации, вязкости и поверхностного натяжения расплава, температуры заливки и формы, свойств формы и т.д.
Чистые металлы и сплавы, затвердевающие при постоянной температуре, обладают лучшей жидкотекучестью, чем сплавы, затвердевающие в интервале температур (твердые растворы). Чем выше вязкость, тем меньше жидкотекучесть. С увеличением поверхностного натяжения жидкотекучесть понижается. С повышением температуры заливки расплавленного металла и формы жидкотекучесть улучшается. Увеличение теплопроводности материала формы снижает жидкотекучесть. Так , песчаная форма отводит теплоту медленнее, и расплавленный металл заполняет ее лучше, чем металлическую форму. Наличие неметаллических включений снижает жидкотекучесть. Так же влияет химический состав сплава (с увеличением содержания серы, кислорода, хрома жидкотекучесть снижается; с увеличением содержания фосфора, кремния, алюминия, углерода жидкотекучесть увеличивается).
Усадка – свойство металлов и сплавов уменьшать объем при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки.
Различают объемную и линейную усадку.
В результате объемной усадки появляются усадочные раковины и усадочная пористость в массивных частях отливки.
Для предупреждения образования усадочных раковин устанавливают прибыли – дополнительные резервуары с расплавленным металлом, а также наружные или внутренние холодильники.
Линейная усадка определяет размерную точность полученных отливок, поэтому она учитывается при разработке технологии литья и изготовления модельной оснастки.
Линейная усадка составляет: для серого чугуна – 0,8…1,3 %; для углеродистых сталей – 2…2,4 %; для алюминиевых сплавов – 0,9…1,45 %; для медных сплавов – 1,4…2,3 %.
Газопоглощение – способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Степень растворимости газов зависит от состояния сплава: с повышением температуры твердого сплава увеличивается незначительно; возрастает при плавлении; резко повышается при перегреве расплава. При затвердевании и последующем охлаждении растворимость газов уменьшается, в результате их выделения в отливке могут образоваться газовые раковины и поры.
Растворимость газов зависит от химического состава сплава, температуры заливки, вязкости сплава и свойств литейной формы.
Ликвация – неоднородность химического состава сплава в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод.
Различают ликвацию зональную,когда различные части отливки имеют различный химический состав, и дендритную, когдахимическая неоднородность наблюдается в каждом зерне.
Литейные сплавы
1. Чугун является наиболее распространенным материалом для получения фасонных отливок. Чугунные отливки составляют около 80 % всех отливок.
Широкое распространение чугун получил благодаря хорошим технологическим свойствам и относительной дешевизне. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов). Область применения чугунов расширяется вследствие непрерывного повышения его прочностных и технологических характеристик. Используют серые, высокопрочные, ковкие и легированные чугуны.
2. Сталь как литейный материал применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление. Стальное литье составляет: в тепловозах – 40…50 % от массы машины; в энергетическом и тяжелом машиностроении (колеса гидравлических турбин с массой 85 тонн, иногда несколько сотен тонн) – до 60 %.
Стальные отливки после соответствующей термической обработки не уступают по механическим свойствам поковкам.
Используются: углеродистые стали 15Л…55Л; легированные стали 25ГСЛ, 30ХГСЛ, 110Г13Л; нержавеющие стали 10Х13Л, 12Х18Н9ТЛ и др.
Среди литейных материалов из сплавов цветных металлов широкое применение нашли медные и алюминиевые сплавы.
1. Медные сплавы – бронзы и латуни.
Латуни – наиболее распространенные медные сплавы. Для изготовления различной аппаратуры для морских судостроения, работающей при температуре 300 ºС, втулок и сепараторов подшипников, нажимных винтов и гаек прокатных станов, червячных винтов применяют сложнолегированные латуни. Обладают хорошей износостойкостью, антифрикционными свойствами, коррозионной стойкостью.
Из оловянных бронз (БрО3Ц7С5Н1) изготавливают арматуру, шестерни, подшипники, втулки.
Безоловянные бронзы по некоторым свойствам превосходят оловянные. Они обладают более высокими механическими свойствами, антифрикционными свойствами, коррозионной стойкостью. Однако литейные свойства их хуже. Применяют для изготовления гребных винтов крупных судов, тяжело нагруженных шестерен и зубчатых колес, корпусов насосов, деталей химической и пищевой промышленности.
2. Алюминиевые сплавы.
Отливки из алюминиевых сплавов составляют около 70 % цветного литья. Они обладают высокой удельной прочностью, высокими литейными свойствами, коррозионной стойкостью в атмосферных условиях.
Наиболее высокими литейными свойствами обладают сплавы системы алюминий – кремний (Al-Si) – силумины АЛ2, АЛ9. Они широко применяются в машиностроении, автомобильной и авиационной промышленности, электротехнической промышленности.
Также используются сплавы систем: алюминий – медь, алюминий – медь – кремний, алюминий – магний.
3. Магниевые сплавы обладают высокими механическими свойствами, но их литейный свойства невысоки. Сплавы системы магний – алюминий – цинк – марганец применяют в приборостроении, в авиационной промышленности, в текстильном машиностроении.
Способы изготовления отливок. Изготовление отливок в песчаных формах
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья) для многократного использования.
Изготовление отливок в песчаных формах
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
Литейная форма для получения отливок в песчаных формах представлена на рис.5.2.
Литейная форма обычно состоит из верхней 1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11.
Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки).
Литейную форму заливают расплавленным металлом через литниковую систему.
Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы.
Основными элементами являются: литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы.
Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
Рис. 5.2. Литейная форма
Разновидности литниковых систем представлены на рис. 5.3.
Рис. 5.3. Разновидности литниковых систем
Различают литниковые системы с питателями, расположенными в горизонтальной и вертикальной плоскостях.
По способу подвода расплава в рабочую полость формы литниковые системы делят на: нижнюю, верхнюю, боковую.
Нижняя лиитниковая система (рис.5.3.б) – широко используется для литья сплавов, легко окисляющихся и насыщающихся газами (алюминий), обеспечивает спокойный подвод расплава к рабочей полости формы и постепенное заполнение ее поступающим снизу, без открытой струи металлом. При этом усложняется конструкция литниковой системы, увеличивается расход металла на нее, создается неблагоприятное распределение температур в залитой форме ввиду сильного разогрева ее нижней части.
Возможно образование усадочных дефектов и внутренних напряжений. При такой системе ограничена возможность получения высоких тонкостенных отливок (при литье алюминиевых сплавов форма не заполняется металлом, если отношение высоты отливки к толщине ее стенки превышает  ,
,  ).
).
Нижний подвод через большое количество питателей часто используется при изготовлении сложных по форме, крупных отливок из чугуна.
Верхняя литниковая система (рис.5.3.в).
Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки.
Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Верхнюю литниковую систему применяют для невысоких (в положении заливки) отливок, небольшой массы и несложной формы, изготовленных из сплавов не склонных к сильному окислению в расплавленном состоянии (чугуны, углеродистые конструкционные стали, латуни).
Боковая литниковая система (рис.5.3.а).
Подвод металла осуществляется в среднюю часть отливки (по разъему формы).
Такую систему применяют при получении отливок из различных сплавов, малых и средних по массе деталей, плоскость симметрии которых совпадает с плоскостью разъема формы. Является промежуточной между верхней и нижней, и следовательно сочетает в себе некоторые их достоинства и недостатки.
Иногда при подводе металла снизу и сверху используют массивные коллекторы.
Приготовление формовочных и стержневых смесей
Для приготовления смесей используются природные и искусственные материалы.
Песок – основной компонент формовочных и стержневых смесей.
Обычно используется кварцевый или цирконовый песок из кремнезема
 .
.
Глина является связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью. Широко применяют бентонитовые или каолиновые глины.
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Противопригарные краски представляют собой водные суспензии этих материалов с добавками связующих.
Смеси должны обладать рядом свойств.
Прочность – способность смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации.
Поверхностная прочность (осыпаемость) – сопротивление истирающему действию струи металла при заливке,
Пластичность – способность воспринимать очертание модели и сохранять полученную форму,
Податливость – способность смеси сокращаться в объеме под действием усадки сплава.
Текучесть – способность смеси обтекать модели при формовке, заполнять полость стержневого ящика.
Термохимическая устойчивость или непригарность – способность выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия.
Негигроскопичность – способность после сушки не поглощать влагу из воздуха.
Долговечность – способность сохранять свои свойства при многократном использовании.
По характеру использования различают облицовочные, наполнительные и единые смеси.
Облицовочная – используется для изготовления рабочего слоя формы. Содержит повышенное количество исходных формовочных материалов и имеет высокие физико- механические свойства.
Наполнительная – используется для наполнения формы после нанесения на модель облицовочной смеси. Приготавливается путем переработки оборотной смеси с малым количеством исходных формовочных материалов.
Облицовочная и наполнительная смеси необходимы для изготовления крупных и сложных отливок.
Единая – применяется одновременно в качестве облицовочной и наполнительной. Используют при машинной формовке и на автоматических линиях в серийном и массовом производстве. Изготавливается из наиболее
Изготовление отливок в песчаных формах
Приготовление расплава
Приготовление литейных сплавов связано с плавлением различных материалов. Для получения заданного химического состава и определенных свойств, в сплав в жидком или твердом состоянии вводят специальные легирующие элементы: хром, никель, марганец, титан и др.
Для плавления чугуна и стали, в качестве исходных материалов применяют литейные или передельные доменные чугуны, чугунный и стальной лом, отходы собственного производства, а также для понижения температуры плавления и образования шлаков – флюсы (известняк).
Чугуны, в основном, выплавляют в вагранках. В последнее время развивается плавка в электрических печах, а также дуплекс-процесс, в особенности, вариант вагранка – индукционная печь.
Плавку стали ведут в электродуговых, индукционных и плазменно-индукционных печах.
Для плавления цветных металлов используют как первичные, полученные на металлургических заводах, так и вторичные, после переплавки цветного лома, металлы и сплавы, а также – флюсы (хлористые и фтористые соли).
Для плавления применяют индукционные печи промышленной частоты, электрические печи сопротивления. Плавку тугоплавких металлов и сплавов ведут в вакууме или в среде защитных газов.
Сборка и заливка литейной формы
Сборка литейной формы включает: установку нижней полуформы; установку стержней, устойчивое положение которых обеспечивается стержневыми знаками; контроль отклонения размеров основных полостей формы; установку верхней полуформы по центрирующим штырям.
Заливка форм расплавленным металлом осуществляется из ковшей чайникового, барабанного и других типов. Важное значение имеет температура расплавленного металла. Целесообразно назначать ее на 100…150 0C выше температуры плавления: низкая температура увеличивает опасность незаполнения формы, захвата воздуха, ухудшения питания отливок; при высокой температуре металл больше насыщен газами, сильнее окисляется, возможен пригар на поверхности отливки.
Заливку ведут непрерывно до полного заполнения литниковой чаши.
Охлаждение, выбивка и очистка отливок
Охлаждение отливок до температуры выбивки длится от нескольких минут (для небольших тонкостенных отливок) до нескольких суток и недель (для крупных толстостенных отливок). Для сокращения продолжительности охлаждения используют методы принудительного охлаждения:
а) обдувают воздухом,
б) при формовке укладывают змеевики, по которым пропускают воздух или воду.
Выбивка отливки – процесс удаления затвердевшей и охлажденной до определенной температуры отливки из литейной формы, при этом литейная форма разрушается. Осуществляют на специальных выбивных установках. Форма выталкивается из опоки выталкивателем на виброжелоб, по которому направляется на выбивную решетку, где отливки освобождаются от формовочной смеси. Выбивку стержней осуществляют вибрационно-пневматическими и гидравлическими устройствами.
Обрубка отливок – процесс удаления с отливки прибылей, литников, выпоров и заливов по месту сопряжения полуформ.
Осуществляется пневматическими зубилами, ленточными и дисковыми пилами, при помощи газовой резки и на прессах.
После обрубки отливки зачищают, удаляя мелкие заливы, остатки выпоров и литников. Выполняют зачистку маятниковыми и стационарными шлифовальными кругами, пневматическими зубилами.
Очистка отливок – процесс удаления пригара, остатков формовочной и стержневой смесей с наружных и внутренних поверхностей отливок.
Осуществляется в галтовочных барабанах периодического или непрерывного действия (для мелких отливок), в гидропескоструйных и дробеметных камерах, а также химической или электрохимической обработкой.
Специальные способы литья
В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие.
Эти способы позволяют получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключают ее, что обеспечивает высокую производительность труда. Каждый специальный способ литья имеет свои особенности, определяющие области применения.
Литье в оболочковые формы
Литье в оболочковые формы - процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей.
Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов.
Технологические операции формовки при литье в оболочковые формы представлены на рис.6.1.
Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C.
Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 (рис. 6.1. а) и поворачивают на 180 0 (рис. 6.1.б). Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис. 6.1. в), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой 4 снимается с бункера и прокаливается в печи при температуре 300…350 ?C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей 5 (рис.6.1.г). Аналогичным образом получают вторую полуформу.
Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
Рис 6.1. Технологические операции формовки при литье в оболочковые формы
Собранные формы небольших размеров с горизонтальной плоскостью разъема укладывают на слой песка. Формы с вертикальной плоскостью разъема 6 и крупные формы для предохранения от коробления и преждевременного разрушения устанавливают в контейнеры 7 и засыпают чугунной дробью 8 (рис.6.1.д).
Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, малую шероховатость поверхностей, снижает расход формовочных материалов (высокая прочность оболочек позволяет изготавливать формы тонкостенными) и объем механической обработки, является высокопроизводительным процессом.
В оболочковых формах изготавливают отливки массой 0,2…100 кг с толщиной стенки 3…15 мм из всех литейных сплавов для приборов, автомобилей, металлорежущих станков.
Литье по выплавляемым моделям
Литье по выплавляемым моделям – процесс получения отливок из расплавленного металла в формах, рабочая полость которых образуется благодаря удалению (вытеканию) легкоплавкого материала модели при ее предварительном нагревании.
Технологические операции процесса литья по выплавляемым моделям представлены на рис. 6.2.
Выплавляемые модели изготавливают в пресс-формах 1 (рис. 6.2.а) из модельных составов, включающих парафин, воск, стеарин, жирные кислоты. Состав хорошо заполняет полость пресс-формы, дает четкий отпечаток. После затвердевания модельного состава пресс-форма раскрывается и модель 2 (рис. 6.2.б) выталкивается в холодную воду.
Затем модели собираются в модельные блоки 3 (рис. 6.2.в) с общей литниковой системой припаиванием, приклеиванием или механическим креплением. В один блок объединяют 2…100 моделей.
Формы изготавливают многократным погружением модельного блока 3 в специальную жидкую огнеупорную смесь 5, налитую в емкость 4 (рис.6.2.г) с последующей обсыпкой кварцевым песком. Затем модельные блоки сушат на воздухе или в среде аммиака. Обычно наносят 3…5 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют, погружая в горячую воду или с помощью нагретого пара. После удаления модельного состава тонкостенные литейные формы устанавливаются в опоке, засыпаются кварцевым песком, а затем прокаливают в печи в течение 6…8 часов при температуре 850…950 0C для удаления остатков модельного состава, испарения воды (рис. 6.2.д)
Рис.6.2. Технологические операции процесса литья по выплавляемым моделям
Заливку форм по выплавляемым моделям производят сразу же после прокалки в нагретом состоянии. Заливка может быть свободной, под действием центробежных сил, в вакууме и т.д.
После затвердевания залитого металла и охлаждения отливок форма разрушается, отливки отделяют от литников механическими методами, направляют на химическую очистку, промывают и подвергают термической обработке.
Литье по выплавляемым моделям обеспечивает получение точных и сложных отливок из различных сплавов массой 0,02…15 кг с толщиной стенки 0,5…5 мм.
Недостатком является сложность и длительность процесса производства отливок, применение специальной дорогостоящей оснастки.
Литьем по выплавляемым моделям изготавливают детали для приборостроительной, авиационной и другой отраслевой промышленности. Используют при литье жаропрочных труднообрабатываемых сплавов (лопатки турбин), коррозионно-стойких сталей, углеродистых сталей в массовом производстве (автомобильная промышленность).
Технологический процесс автоматизирован и механизирован.
Литье в металлические формы
Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали.
Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях.
Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
Схема получения отливок в кокиле представлена на рис. 6.3.
Рабочую поверхность кокиля с вертикальной плоскостью разъема, состоящую из поддона 1, двух симметричных полуформ 2 и 3 и металлического стержня 4, предварительно нагретую до 150…180 ºC покрывают из пульверизатора 5 слоем огнеупорного покрытия (рис. 6.3.а) толщиной 0,3…0,8 мм. Покрытие предохраняет рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой.
Покрытия приготовляют из огнеупорных материалов (тальк, мел, графит), связующего материала (жидкое стекло) и воды.
Рис. 6.3 Технологические операции изготовления отливки в кокиль
Затем с помощью манипулятора устанавливают песчаный стержень 6, с помощью которого в отливке выполняется полость (рис.6.3.б).
Половинки кокиля соединяют и заливают расплав. После затвердевания отливки 7 (рис. 6.3.в) и охлаждения ее до температуры выбивки кокиль раскрывают (рис.6.3.г) и протягивают вниз металлический стержень 4. Отливка 7 удаляется манипулятором из кокиля (рис.6.3.д).
Отливки простой конфигурации изготовляют в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом. При изготовлении сложных отливок применяют кокили с комбинированным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном), сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы.
Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины.
Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
Литье под давлением
Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением.
Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
На машинах с горизонтальной холодной камерой прессования (рис. 7.1) расплавленный металл заливают в камеру прессования 4 (рис. 7.1.а). Затем металл плунжером 5, под давлением 40…100 МПа, подается в полость пресс-формы (рис.7.1.б), состоящей из неподвижной 3 и подвижной 1 полуформ. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается, стержень 2 извлекается (рис. 7.1.в) и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы.
Рис.7.1. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования
Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
На машинах с горячей камерой прессования (рис. 7.2) камера прессования 2 расположена в обогреваемом тигле 1 с расплавленным металлом. При верхнем положении плунжера 3 металл через отверстие 4 заполняет камеру прессования. При движении плунжера вниз отверстие перекрывается, сплав под давлением 10…30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями 6.
Получают отливки из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг.
Рис.7.2. Схема изготовления отливки на машинах с горячей камерой прессования
При литье под давлением температура заливки сплава выбирается на 10…20 0C выше температуры плавления.
Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, за счет тщательного полирования рабочей полости пресс-формы, без механической обработки или с минимальными припусками, с высокой производительностью процесса.
Недостатки: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки.
Изготовление отливок электрошлаковым литьем
Сущность процесса электрошлакового литья заключается в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе).
При этом операции расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени.
Схема изготовления отливок электрошлаковым литьем представлена на рис. 7.3.
Рис.7.3. Схема изготовления отливок электрошлаковым литьем
В качестве расходуемого электрода используется прокат. В кристаллизатор 6 заливают расплавленный шлак 4 (фторид кальция или смесь на его основе), обладающий высоким электро- сопротивлением. При пропускании тока через электрод 7 и затравку 1 выделяется значительное количество теплоты, и шлаковые ванна нагревается до 1700 ºC, происходит оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну 3. Она в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов отливку 2. Внутренняя полость образуется металлической вставкой 5.
Расплавленный шлак способствует удалению кислорода, снижению содержания серы и неметаллических включений, поэтому получают отливки с высокими механическими и эксплуатационными свойствами.
Изготавливаются отливки ответственного назначения массой до 300 тонн: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых двигателей, корпуса сосудов сверхвысокого давления, ротора турбогенераторов.
Изготовление отливок непрерывным литьем
При непрерывном литье (рис. 7.4) расплавленный металл из металлоприемника 1 через графитовую насадку 2 поступает в водоохлаждаемый кристаллизатор 3 и затвердевает в виде отливки 4, которая вытягивается специальным устройством 5. Длинные отливки разрезают на заготовки требуемой длины.
Используют при получении отливок с параллельными образующими из чугуна, медных, алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок.
Рис. 7.4. Схема непрерывного литья (а) и разновидности получаемых отливок (б)
Особенности изготовления отливок из различных сплавов
Чугун. Преобладающее количество отливок из серого чугуна изготовляют в песчаных формах. Отливки получают, как правило, без применения прибылей.
При изготовлении отливок из серого чугуна в кокилях, в связи с повышенной скоростью охлаждения при затвердевании, начинает выделяться цементит – появление отбеливания. Для предупреждения отбела на рабочую поверхность кокиля наносят малотеплопроводные покрытия. Кокили перед работой их нагревают, а чугун подвергают модифицированию. Для устранения отбела отливки подвергают отжигу.
Отливки типа тел вращения (трубы, гильзы, втулки) получают центробежным литьем.
Отливки из высокопрочного чугуна преимущественно изготовляют в песчаных формах, в оболочковых формах, литьем в кокиль, центробежным литьем. Достаточно высокая усадка чугуна вызывает необходимость создания условий направленного затвердевания отливок для предупреждения образования усадочных дефектов в массивных частях отливки путем установки прибылей и использования холодильников.
Расплавленный чугун в полость формы подводят через сужающуюся литниковую систему и, как правило, через прибыль.
Особенностью получения отливок из ковкого чугуна является то, что исходный материал – белый чугун имеет пониженную жидкотекучесть, что требует повышенной температуры заливки при изготовлении тонкостенных отливок. Для сокращения продолжительности отжига чугун модифицируют алюминием, бором, висмутом. Отливки изготавливают в песчаных формах, а также в оболочковых формах и кокилях.
Стальные отливки
Углеродистые и легированные стали – 15Л, 12Х18Н9ТЛ, 30ХГСЛ, 10Х13Л, 110Г13Л – литейные стали.
Литейные стали имеют пониженную жидкотекучесть, высокую усадку до 2,5%, склонны к образованию трещин.
Стальные отливки изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем.
Для предупреждения усадочных раковин и пористости в отливках на массивные части устанавливают прибыли
Технологичность конструкций литых форм
Конструкция литой детали должна обеспечивать высокий уровень механических и эксплуатационных характеристик при заданной массе, конфигурации, точности размеров и шероховатости поверхности.
При проектировании отливки должны учитываться литейные свойства сплавов, а также технологии изготовления модельного комплекта, литейной формы, стержней, очистка и обрубка отливок, а также их дальнейшая обработка. Необходимо стремиться к уменьшению массы и упрощению конфигурации.
Основные положения к выбору способа литья
При выборе способа литья для получения заготовки в первую очередь должен быть рассмотрен вопрос экономии металла. Металлоемкость можно снизить конструктивными и технологическими мероприятиями. Часто закладывается неоправданно большой запас прочности деталей, работающих при незначительных нагрузках. За счет изменения конструкции, образования выемок, изменения толщины стенок, применения коробчатых или тавровых сечений можно достичь значительной экономии металла. При анализе требований, предъявляемых в процессе эксплуатации, возможна замена дорогостоящих материалов.
При выборе способа получения отливки необходимо оценить все положительные и отрицательные стороны возможных технологических процессов, провести сравнительный анализ.
При сравнении различных способов литья необходимо учитывать различные факторы.
- Технологические свойства сплава. При пониженной жидкотекучести нежелательно применять литье в металлические формы. При высокой склонности к усадке нежелательно применять литье в металлические формы, так как возможно образование трещин из-за низкой податливости формы, а также литье под давлением из-за сложности пресс-формы.
- Возможности способов для получения отливок без дефектов литейного происхождения и для обеспечения равномерной мелкозернистой структуры, высоких механических свойств.
- Технологичность конструкции детали применительно к каждому рассматриваемому способу. Сложные по конфигурации отливки получают литьем под давлением, по выплавляемым моделям, в песчаных формах. Литьем в кокиль получают отливки с простой наружной конфигурацией, а центробежным литьем – отливки типа тел вращения. Наиболее тонкостенные отливки получают литьем по выплавляемым моделям и литьем под давлением. Специальные способы литья применяют для получения мелких и средних отливок, при литье в песчаные формы габариты и масса отливок не ограничены.
Следует выбирать способ, обеспечивающий заданную точность размеров и шероховатость поверхности. Высокое качество поверхности дает возможность сохранить при механической обработке литейную корку, имеющую повышенную твердость и износостойкость, снизить себестоимость готовых деталей за счет экономии металла.
Специальные способы литья целесообразно применять в крупносерийном и массовом производствах
Необходимо учитывать возможности имеющегося оборудования, уровень литейной технологии и технологии механической обработки.
Наиболее точным показателем, определяющим эффективность применения того или иного способа, является себестоимость.
Технология обработки давлением. Общие сведения
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии.
Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Высокая производительность обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих процессов.
Классификация процессов обработки давлением
Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом.
По назначению процессы обработки металлов давлением группируют следующим образом:
– для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование;
– для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка.
Основными схемами деформирования объемной заготовки являются:
– сжатие между плоскостями инструмента – ковка;
– ротационное обжатие вращающимися валками – прокатка;
– затекание металла в полость инструмента – штамповка;
– выдавливание металла из полости инструмента – прессование;
– вытягивание металла из полости инструмента – волочение.
Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения. Губкиным С.И. предложено различать виды деформации и, соответственно, виды обработки давлением.
Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации.
Неполная горячая деформация характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
При неполной холодной деформации рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается.
При холодной деформации разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата.
Холодная и горячая деформации не связаны с деформацией с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией.
Схемы напряженного и деформированного состояний
Схемы напряженного состояния графически отображают наличие и направление главных напряжений в рассматриваемой точке тела.
Напряжения в точке изображаются как напряжения на трех бесконечно малых гранях куба, соответственно перпендикулярных главным осям.
Возможны девять схем напряженного состояния (рис. 9.1.а). Напряженное состояние в точке может быть линейным, плоским или объемным.
Рис. 9.1. Схемы напряженного (а) и деформированного (б) состояний:
I – линейное напряженное состояние; II – плоское; III – объемное
Схемы с напряжениями одного знака называют одноименными, а с напряжениями разных знаков – разноименными. Условно растягивающие напряжения считают положительными, с сжимающие – отрицательными.
Схема напряженного состояния оказывает влияние на пластичность металла. На значение главных напряжений оказывают существенное влияние силы трения, возникающие в месте контакта заготовки с инструментом, и форма инструмента. В условиях всестороннего неравномерного сжатия при прессовании, ковке, штамповке сжимающие напряжения препятствуют нарушению межкристаллических связей, способствуют развитию внутрикристаллических сдвигов, что благоприятно сказывается на процессах обработки металлов давлением. В реальных процессах обработки давлением в большинстве случаев встречаются схемы всестороннего сжатия и состояния с одним растягивающим и двумя сжимающими напряжениями.
Схема деформированного состояния графически отображает наличие и направление деформации по трем взаимно перпендикулярным направлениям.
Возможны три схемы деформированного состояния (рис. 9.1.б).
При схеме Д I уменьшаются размеры тела по высоте, за счет этого увеличиваются два других размера (осадка, прокатка).
При схеме Д II происходит уменьшение одного размера, чаще высоты, другой размер (длина) увеличивается, а третий (ширина) не изменяется. Например, прокатка широкого листа, когда его ширина в процессе прокатки практически не изменяется. Это схема плоской деформации.
Наиболее рациональной с точки зрения производительности процесса обработки давлением является схема Д III: размеры тела уменьшаются по двум направлениям, и увеличивается третий размер (прессование, волочение).
Совокупность схем главных напряжений и главных деформаций характеризуют пластичность металла. Напряженное состояние при прессовании металла характеризуется такой же схемой напряженного состояния, как при ковке, а схема главных деформаций характеризуется двумя деформациями сжатия и одной – растяжения. При ковке и штамповке растягивающие напряжения играют большую роль, поэтому пластичность металла меньше.
Закономерности обработки давлением. Характеристики деформаций
Процессам обработки металлов давлением присущи определенные закономерности.
Закон постоянства объема. Пластическая деформация практически не влияет на плотность металла, поэтому действует закон постоянства объема: объем тела при его пластической деформации остается неизменным:

где:
 – высота;
– высота;
 – ширина;
– ширина;
 – длина – размеры тела до деформации;
– длина – размеры тела до деформации;
 – высота;
– высота;
 – ширина;
– ширина;
 – высота – размеры тела после деформации.
– высота – размеры тела после деформации.
Закон применяется для расчетов объема и размеров исходной заготовки, необходимой для получения поковки с заданными размерами, а также переходов и изменения размеров заготовки в процессе деформирования.
Закон подобия. При осуществлении в одинаковых условиях одних и тех же процессов пластического деформирования геометрически подобных тел из одинакового материала отношение усилий деформирования равно квадрату, а отношение затраченных работ – кубу отношений соответствующих линейных размеров. Этот закон, основанный на принципе моделирования, используется для приближенного определения усилий деформирования и затрачиваемой работы.
Закон наименьшего сопротивления. В случае возможности перемещения точек деформируемого тела в различных направлениях, каждая точка перемещается в направлении наименьшего сопротивления.
Прокат и его производство
Прокатка – это способ обработки пластическим деформированием – наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила  и касательная сила трения
и касательная сила трения  (рис. 10.1).
(рис. 10.1).

Рис. 10.1. Схема сил, действующих при прокатке
Угол  – угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
– угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением  ,
,
где:  – втягивающая сила - проекция силы трения на горизонтальную ось;
– втягивающая сила - проекция силы трения на горизонтальную ось;  – выталкивающая сила – проекция нормальной реакции валков на горизонтальную ось.
– выталкивающая сила – проекция нормальной реакции валков на горизонтальную ось.
При этом условии результирующая сила будет направлена в сторону движения металла.
Условие захвата металла можно выразить: 
Выразив силу трения через нормальную силу и коэффициент трения  :
:  , и, подставив это выражение в условие захвата, получим:
, и, подставив это выражение в условие захвата, получим:
 или
или  .
.
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали = 20…25 0, при горячей прокатке листов и полос из цветных металлов – = 12…15 0, при холодной прокатке листов – = 2…10 0.
Степень деформации характеризуется показателями:
– абсолютное обжатие:  (
(  – начальная и конечная высоты заготовки);
– начальная и конечная высоты заготовки);
относительное обжатие: 
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки).

где:  – первоначальные длина и площадь поперечного сечения,
– первоначальные длина и площадь поперечного сечения,  – те же величины после прокатки.
– те же величины после прокатки.
Вытяжка обычно составляет 1,1…1,6 за проход, но может быть и больше.
Способы прокатки
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за счет залечивания литейных дефектов, пористости, микротрещин. Это придает заготовкам из проката высокую прочность и герметичность при небольшой их толщине.
Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рис.10.2).
Рис. 10.2. Схемы основных видов прокатки:
а – продольная; б – поперечная; в – поперечно – винтовая
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рис.10.2 а). Заготовка втягивается в зазор между валками за сч¨т сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат.
Поперечная прокатка (рис. 10.2.б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном.
В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни.
Поперечно – винтовая прокатка (рис. 10.2.в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает ещ¨ и поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых трубных заготовок.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рис. 10.3. В зависимости от прокатываемого профиля валки могут быть гладкими (рис.10.3.а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рис. 10.3.б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручьев образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
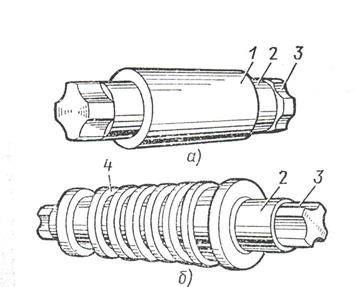
Рис. 10.3. Прокатные валки: а – гладкий ; б – калиброванный
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким коэффициентом трения, = 0,003…0,005, что обеспечивает большой срок службы.
Технологический процесс прокатки
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки.
Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до определенной толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается теплоотдача, поэтому горячая обработка затруднена).
Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката.
Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката.
Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева.
Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…1150 0С, а заканчивается при температуре 950…9000С.
Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению.
При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы.
Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый прокат подвергают конечному контролю.
Процесс прокатки осуществляют на специальных прокатных станах.
Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.).
Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана (линии рабочих клетей).
Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную клеть, муфты, шпиндели. Схема главной линии прокатного стана представлена на рис. 10.4.
Рис.10.4. Схема главной линии прокатного стана
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель;
5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кварто-стан) и универсальные (рис.10.5).
В двухвалковых клетях (рис.10.5.а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рис. 10.5.б) движется в одну сторону между нижним и верхним, а в обратную – между средним и верхним валками.
В четырехвалковых клетях (рис. 10.5.в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия.
Универсальные клети (рис.10.5.г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними.
Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10…12 0. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность работы с перекосом 1…2 0. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10…12 0.
Рис. 10.5. Рабочие клети прокатных станов
В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана.
Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 30 0.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
· слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
· рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного движения полосы);
· манипуляторы, предназначенные для правильной задачи полосы в калибр;
· кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Правка проката
Изделия, полученные прокаткой, часто требуют правки. Иногда правку выполняют в горячем состоянии, например, при производстве толстых листов. Но обычно в холодном состоянии, так как последующее охлаждение после горячей правки может вызвать дополнительное изменение формы.
Процесс правки заключается в однократном или многократном пластическом изгибе искривленных участков полосы, каждый раз в обратном направлении.
Правку можно выполнять и растяжением полосы, если напряжения растяжения будут превышать предел текучести материала.
Роликоправильные машины с параллельно расположенными роликами предназначены для правки листа и сортового проката (рис. 10.6)
Рис.10.6. Схема правки проката на роликоправильных машинах с параллельно расположенными роликами
Процесс правки заключается в прохождении полосы между двумя рядами последовательно расположенных роликов, установленных в шахматном порядке таким образом, что при движении полосы, ее искривление устраняется. Диаметр роликов – 25…370 мм, шаг – 30…400 мм, количество роликов: для тонких листов – 19…29, для толстых – 7…9.
Правильные машины с косо расположенными гиперболоидальными роликами предназначены для правки труб и круглых прутков (рис.10.7).
Рис. 10.7. Схема правки проката на машинах с косо расположенными гиперболоидальными роликами
Ролики выполняют в виде однополостного гиперболоида и располагают под некоторым углом друг к другу. Выправляемый металл, кроме поступательного движения, совершает вращательное, что вызывает многократные перегибы полосы роликами и обеспечивает осесимметричную правку.
Растяжные правильные машины используют для правки тонких листов (менее 0,3 мм), трудно поддающихся правке на роликоправильных машинах.
Разрезка и заготовительная обработка проката
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью инструмента и др.
Разрезка пилами применяется для относительно крупных заготовок, в основном из цветных металлов. Заготовка характеризуется высокой точностью по длине, хорошим качеством среза, перпендикулярностью торца к оси. Основными недостатками являются низкая производительность и значительные потери металла на рез.
Применяются пилы зубчатые и гладкие (трения).
Разрезка на эксцентриковых пресс-ножницах применяется для стального проката круглого или квадратного сечения до 300 мм. Является наиболее производительным и дешевым процессом разделки проката на заготовки. Основными недостатками являются косой рез и смятие концов заготовки.
Заготовки из высокоуглеродистых и легированных сталей целесообразно подогреть до 450…650 0С.
Применяют ножи с плоской режущей кромкой и с ручьями.
Разрезка на токарных полуавтоматах отрезными резцами.
Электроискровая и анодно-механическая резка обеспечивает максимальную точность размеров. Применяется для особо прочных металлов.
Разрезка на прессах-хладоломах применяется для заготовок крупного сечения. На заготовке предварительно делается надрез пилой или газовым резаком.
Газопламенная разрезка смесью ацитилена и кислорода.
Плазменно-дуговая разрезка применяется для высоколегированных тугоплавких сталей и сплавов. Вдоль электрической дуги по каналу плазмотрона пропускается газ (аргон), который сжимает дугу и выходит из сопла в виде плазмы с температурой 10000…30000 0 С.
Продукция прокатного производства
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм) и жесть (менее 0,2 мм). Толстолистовой прокат получают в горячем состоянии, другие виды листового проката – в холодном состоянии.
Прокатку листов и полос проводят в гладких валках.
Среди сортового проката различают:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки;
- простые сортовые профили (круг, квадрат, шестигранник, полоса, лента);
- фасонные сортовые профили:
- профили общего назначения (уголок, швеллер, тавр, двутавр);
- профили отраслевого назначения (железнодорожные рельсы, автомобильный обод);
- профили специального назначения (профиль для рессор, напильников).
Трубный прокат получают на специальных трубопрокатных станах. Различают бесшовные горячекатаные трубы диаметром 25…550 мм и сварные диаметром 5…2500 мм.
Трубы являются продуктом вторичного передела круглой и плоской заготовки.
Общая схема процесса производства бесшовных труб предусматривает две операции: 1– получение толстостенной гильзы (прошивка); 2 – получение из гильзы готовой трубы (раскатка).
Первая операция выполняется на специальных прошивочных станах в результате поперечно-винтовой прокатки. Вторую операцию выполняют на трубопрокатных раскатных станах различных конструкций: пилигримовых, автоматических и др.
Схема прокатка труб на пилигримовом стане представлена на рис. 11.1.
Рис.11.1. Схема прокатки труб на пилигримовом стане
В толстостенную гильзу 1 вводят оправку (дорн) 2 подающего механизма, длина которой больше длины гильзы. Гильза перемещается к валкам 3, калибр которых разделяется на две части: рабочую и холостую. Рабочая часть валка имеет рабочий и калибрующий участки. Процесс работы заключается в периодической подаче на определенную длину гильзы вместе с оправкой в зазор между валками в момент совпадения холостой части обоих валков (рис.11.1.а). Затем выполняется процесс прокатки, и гильза перемещается в направлении вращения валков, т.е. обратном ходу прокатываемой трубы (рис. 11.1.б). При этом рабочий участок обжимает гильзу по диаметру и толщине стенки, а калибрующий участок обеспечивает выравнивание диаметра и толщины стенки. После выхода из рабочей части оправка с гильзой продвигаются вперед, поворачиваясь на 900 вокруг продольной оси. По окончании прокатки валки разводят, и подающий механизм обратным ходом вытягивает оправку из трубы.
Сварные трубы изготавливают на трубосварочных агрегатах различными способами: печной сваркой, контактной электросваркой и др. из полос – штрипсов. Процесс получения трубы состоит из получения заготовки в виде свернутой полосы и сварки ее в трубу.
Особое место занимают станы спиральной сварки. Трубы получают завивкой полосы по спирали на цилиндрических оправках с непрерывной сваркой спирального шва автоматической сварочной головкой (рис.11.2). Формовка осуществляется путем пластического изгиба в плоскости, расположенной под углом к продольной оси.

Рис.11.2. Схема спиральной сварки
Ковка
Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными ударами молота или однократным давлением пресса.
Формообразование при ковке происходит за счет пластического течения металла в направлениях, перпендикулярных к движению деформирующего инструмента. При свободной ковке течение металла ограничено частично, трением на контактной поверхности деформируемый металл – поверхность инструмента: бойков плоских или фигурных, подкладных штампов.
Ковкой получают разнообразные поковки массой до 300 т.
Первичной заготовкой для поковок являются:
- слитки, для изготовления массивных крупногабаритных поковок;
- прокат сортовой горячекатаный простого профиля (круг, квадрат).
Ковка может производиться в горячем и холодном состоянии.
Холодной ковке поддаются драгоценные металлы – золото, серебро; а также медь. Технологический процесс холодной ковки состоит из двух чередующихся операций: деформации металла и рекристаллизационного отжига. В современных условиях холодная ковка встречается редко, в основном в ювелирном производстве.
Горячая ковка применяется для изготовления различных изделий, а также инструментов: чеканов, зубил, молотков и т.п.
Материалом для горячей ковки являются малоуглеродистые стали, углеродистые инструментальные и некоторые легированные стали. Каждая марка стали имеет определенный интервал температур начала и конца ковки, зависящий от состава и структуры обрабатываемого металла. Температурные интервалы начала и конца ковки для углеродистых сталей приведены в табл. 12.1.
Таблица 12.1
Дата добавления: 2019-07-15; просмотров: 3306; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!