Трубная резьба цилиндрическая
Рубка металла
Рубкой называется операция по снятию с заготовки слоя материала, а также разрубание металла (листового, полосового, профильного) на части режущими инструментами (зубилом, крейц- мейселем или канавочником при помощи молотка)
Рубкой выполняют следующие работы: удаление лишних слоев материала с поверхностей заготовок (обрубка литья, сварных швов, прорубание кромок под сварку и пр.); обрубку кромок и заусенцев на кованых и литых заготовках; разрубание на части листового материала; вырубку отверстий в листовом материале; прорубание смазочных канавок и др.
В зависимости от порядка операций рубка может быть черновой и чистовой. При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм. При чистовой рубке за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. Горизонтальную рубку производят в тисках. При этом заднюю грань зубила устанавливают к плоскости губок тисков под углом не более 5°.Вертикальную рубку производят на плите или наковальне.Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
Виды стружек :сливная ,скалвания и надлома
Сливная стружка. Такая стружка образуется при обработке пластичных материалов которые имею высокую вязкость и название сливная не спроста, так как если посмотреть на процесс резания со стороны то создается впечатление, что она прямо струится или другими словами сливается вниз от резца.
|
|
|
Стружка скалывания. Стружка скалывания называется так потому, что она не льется как в первом варианте а отлетает небольшими кусочками (сколами) эти сколы могут быть различных размеров по длине и конфигурации в зависимости от условий обработки. Возникает при обработке легированных сталей достаточно твердых (но не каленых).
Стружка надлома. Такой вид стружкообразования как надлома образуется в процессе обработки хрупких материалов и по своему виду получается очень мелкая и сыпется как металлический «песок» . Эта стружка наиболее удобна при ее удалении из станка, но она имеет большой минус, а именно забивается во все доступные щели в том числе и зазоры между направляющими станка, что приводит к их повышенному износу.
Правка и гибка
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения от формы (коробления, вмятины, изгибы, скручивание), которые возникают при рубке и резке материала, при термической обработке, сварке или в результате неправильного хранения и транспортирования.
|
|
|
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
|
|
|
Механизированная правка металла достигается с использованием различных приспособлений, правильных валков, многовалковых листоправильных и углоправильных станков. Листы пропускают между валками несколько раз, пока на них не исчезнут выпучены или впадины.
Гибкой - называют метод слесарной обработки, при котором геометрическая форма заготовки изменяется в результате пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов и т. д.). Гибкуприменяют для придания необходимой формы листовому, а также материалу круглого, квадратного и прямоугольного сечения. Гибку производят вручную ударами молотка в тисках, в струбцинах, с помощью специальных приспособлений (универсальных гибочных станках).
Резка
Резкой называется операция по разделению материала на части .
Резка отличается от рубки тем, что ударные усилия заменяются нагрузками. Резка бывает ручная и машинная.
Она выполняется двумя способами: со снятием стружки и без снятия
Для резки со снятием стружки используются: ручная ножовка, отрезные ножовочные станки, пилы по металлу, металлорежущие станки (токарные, фрезерные, шлифовальные), автогенная газовая резка, анодно-механическая резка и т.д.
Резка без снятия стружки производится ручными, рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, параллельными (гильотинными) ножницами, штампами и т.д.
|
|
|
Обработка отверстий
Сверлением называется операция по изготовлению отверстий в сплошном металле .
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Сверло — режущий инструмент, предназначенный для сверления отверстий в различных материалах
Виды сверл: Спиральные, перовые ,кольцевые.
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов. Наклон канавок к оси сверла составляет 10–45º. Рабочий конец сверла имеет конусообразную форму. На образующих конуса лежат две симметрично расположенные относительно оси сверла режущие кромки. Хвостовик нужен для закрепления сверла. Спиральные сверла делают с цилиндрическими или коническими хвостовиками.
Перовые сверла отличаются простотой конструкции (представляют собой заострённую пластинку с весьма несовершенной формой рабочей части). В
зависимости от того, какова форма заточки режущих кромок, различают односторонние и двусторонние перовые сверла. Все они имеют плоскую режущую часть с двумя режущими кромками, расположенными симметрично относительно оси сверла и образующими угол резания в 45, 50, 75, 90º. Недостаток таких сверл состоит в том, что отсутствует автоматический отвод стружки при сверлении, что портит режущие кромки и вынуждает часто вынимать сверло из просверливаемого отверстия. Кроме того, перовые сверла в процессе работы теряют направление и уменьшаются в диаметре при переточке.
Кольцевые сверла используются для сквозных отверстии диаметром свыше 80 мм. Ими вырезается только кольцевая полость, а в центре остается стержень, который удаляется после окончания сверления. В дальнейшем стержень можно использовать в качестве заготовки.
Зенкирование –операция по увеличению размера или изменпение формы отверстия ,полученного сверлением ,отливкой или штамповкой .
Зенкер – это специальный инструмент для обработки металларезанием с несколькими лезвиями. Назначение зенкера – получистовая доработка отверстий в заранее просверленных в деталях и заготовках с целью доводки диаметра до нужного значения и улучшения качества полученной поверхности.
Развертывание — это процесс чистовой обработки отверстий, обеспечивающей точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости.
Нарезание резьбы
Резьба нарезается метчиками и плашками на токарных сверлильных станках ,или резьбовыми резцами на токарных станках.
Метрическая резьба , резьба с углом треугольного профиля α = 60. Метрическую резьбу выполняют с крупным и мелким шагами. По стандарту, для каждого наружного диаметра резьбы устанавливается одно значение крупного шага и несколько — для мелких. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно
Примеры обозначения наружной резьбы (на стержне)
М20 — 6g (М— метрическая; 20 — наружный диаметр резьбы с крупным шагом (2,5), не указанном в обозначении; 6 g— поле допуска);
М20 х 1,5 — 6g (M— метрическая; 20 — наружный диаметр резьбы; 1 — размер мелкого шага; 6g— поле допуска);
М20 х1,5 LH— 6g(все то же самое, LH— резьба левая).
Трубная резьба цилиндрическая
Для получения резьбового соединения труб на их концы снаружи нарезают трубную цилиндрической или коническую резьбу.
По сравнению с метрической резьбой трубная резьба имеет значительно меньший шаг и меньшую глубину, что вызвано необходимостью предупредить возможные ослабления стенок.
Размер трубной резьбы, в отличие от метрической, задается по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы.
Примеры обозначения трубной цилиндрической резьбы
(Rc/R) 11/2; (Rc/R)11/2 LH
R - коническая внутренняя резьба. Rc-коническая внутренняя резьба .
Трапецеидальная резьба профиль резьбы — равнобочная трапеция с углом α = 30°. Резьба применяется для передачи осевых усилий и движения в ходовых винтах.
Примеры обозначений однозаходной трапецеидальной резьбы:
Тr 40 х 6 — 8е (Tr - трапецеидальная, 40 — номинальный диаметр резьбы на стержне; 6 — ход; 8е— поле допуска);Tr 40 х 6 LH — 8e(та же резьба, но левая).
Примеры обозначений многозаходной трапецеидальной резьбы :
Тr 40 х 9 (Р3) — 6е (Тr— трапецеидальная, 40 — номинальный диаметр резьбы на стержне, 9 — ход, 3 — шаг в мм, 6е — поле допуска).
Упорная резьба профиль резьбы неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба характеризуется высокой прочностью. Винтовая пара с упорной резьбой обладает высоким КПД. Резьба применяется в грузовых винтах для передачи больших усилий, действующих в одном направлении (в мощных домкратах, прессах и т.д.).
Примеры обозначений упорной резьбы :
S 80 х 16 — 7h (S— упорная; 80 — номинальный диаметр; 16 — шаг; 7h— поле допуска);
S 80 х 16 LH— 7h (для стержня, LН— для отверстия, левая);
S80 х 20 (Р5) — 7h(80 — номинальный диаметр, 20 — ход, 5 — шаг у четырёхзаходной резьбы).
Прямоугольная (квадратная) резьба имеет высокий КПД и дает большой выигрыш в силе, поэтому подобные резьбы применяют для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки:
а) в соединении (типа «болт — гайка») трудно устранить осевое биение;
б) они обладают меньшей прочностью, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной резьбы;
в) их труднее изготовить, чем трапецеидальную.
В ответственных соединениях эти резьбы заменены трапецеидальной.
Так как профиль и шаги этой резьбы не стандартизованы, на чертеже изделия с подобной резьбой приводят все данные, необходимые для ее изготовления.
Клепка металла
Клепкой металла называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками.
Клепка металла применяется для создания неразъемного соединения деталей, а также соединения листового полосового и фасонного металла. Заклепочные соединения применяют при ремонтах воздуховодов и вентиляторов, а также при изготовлении отдельных деталей вентиляционных систем.
Клепка металла подразделяется на холодную, горячую и смешанную. Заклепки изготовляются из мягкой стали и состоят из цилиндрического стержня и головки, называемой закладной.
Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных частей.
Толщина заклепок выбирается расчетом. Длина стержня заклепки между головками не должна превышать пяти диаметров стержня; в случае отсутствия этого соотношения следует заклепочное соединение заменить болтовым. Клепку производят на специальных стальных поддержках, имеющих углубление по форме головки заклепки, чтобы не смять ее при расклепывании.
Чтобы поддержка не отскакивала от головки при нанесения ударов молотком, вес ее должен быть в 4—5 раз больше веса молотка. Молоток по весу выбирают в зависимости от диаметра стержня заклепки.
Для склепывания деталей, кроме слесарного молотка (лучше с квадратным бойком) и стальной поддержки, применяют стальную натяжку для уплотнения и прижимания склепываемых деталей друг к другу и к головке заклепки и стальную обжимку для окончательного формирования замыкающей головки.
Натяжки и обжимки изготовляются из инструментальной стали У8. Их рабочий конец на длине около 15 мм закаливается.
Клепка металла может производиться также и механизированным методом при помощи пневматических молотков и клепальных машин.
Заклепки .
Заклепки – это крепежная система, которая применяется для соединения двух или нескольких деталей. Они вставляются в предварительно сделанные отверстия в заготовках, составленные в одну линию. Крепеж представляет собой круглый стержень, который в результате деформации плотно охватывает стенки отверстий и удерживается в них благодаря силе трения.
Виды заклепок : Обыкновенные, вытяжные с хвостиком, резьбовые.
Обычные легко узнать, поскольку они имеют форму гриба. Их металлический стержень украшен широкой шляпкой. Такие заклепки считаются одними из самых прочных, но сложных в монтаже. Данный тип крепежа может применяться только в том случае, если требуется соединение двух элементов с возможностью установки клепки сквозь них. То есть с одного конца соединения должен оставаться грибок, а с дорогу выходить хотя бы на несколько миллиметров основной стержень крепежа.
Вытяжные клепки применяется в тех случаях, когда необходимо соединить два металлических листа. Они позволяют обеспечить надежную фиксацию заготовок, даже когда имеется доступ только к одной их стороне. Для работы с ними применяется специальный пистолет пневматического или механического типа. Также существуют насадки на шуруповерт, которые также позволяют работать с таким крепежом. Сама заклепка представляет собой длинный металлический стержень, на конце которого имеется алюминиевая гильза трубчатого типа. Также может применяться другой мягкий металл.
Резьбовая заклепка является самой дорогой. Сам крепеж представляет собой полую гильзу, внутри которой нарезана резьба. Гильза непосредственно вставляется в подготовленное отверстие соединяемых деталей, после чего внутрь закручивается стержень. После этого он вырывается в сторону опорной поверхности, с которой закручен. При этом гильза начинает сминаться, как в случае с вытяжной. Как только требуемое качество соединения достигнуто, стержень просто выворачивается.
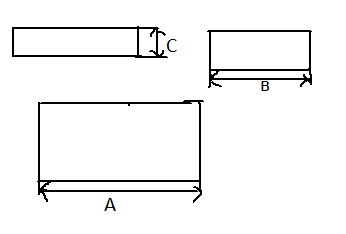
Чертеж «Коробочка»
А=100
В=50
С= 20
S=2
Дата добавления: 2019-07-15; просмотров: 105; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!