Изнашивание деталей оборудования пищевой промышленности
Особой разновидности коррозионно-механического изнашивания подвержены рабочие органы машин по переработке сырья, содержащего жирные кислоты. К таким машинам относятся, например, шнек-прессы для производства растительного масла, машины для резки, дробления, размалывания и перемешивания сырья на мясокомбинатах. На эту разновидность изнашивания впервые обратил внимание Г.А. Прейс [3].
Жирные кислоты являются поверхностно-активными веществами из них олеиновая и стеариновая, входящие в большом количестве в состав растительных масел и животных жиров, проявляют высокую активность. Действие поверхностно-активных веществ в свете эффекта Ребиндера рассматривалось в гл.2. Адсорбируясь и проникая в микро- и субмикротрещины металлической поверхности, в особенности при наличии в ней растягивающих напряжений, поверхностно-активные вещества размягчают поверхность, облегчают пластическое течение в тончайшем поверхностном слое; дело может дойти до сильного разупрочнения и разрывов под действием сил трения. Это дополняется коррозионным действием кислот.
Исследование деталей шнек-прессов, использовавшихся для получения из подсолнечных семян масла, показало, что рабочие поверхности деталей, соприкасающиеся только с мезгой и маслом, становятся полированными, хотя их износ значителен. Шероховатость поверхностей понижается с R? = 20...10 мкм до Ra-0,32...0,16 мкм. Изнашивание протекает в виде диспергирования.
|
|
|
Эти примеры можно дополнить другими, взяв оборудование торфодобывающей, угольной, химической промышленности и др.
Геометрия поверхности как функция процесса обработки
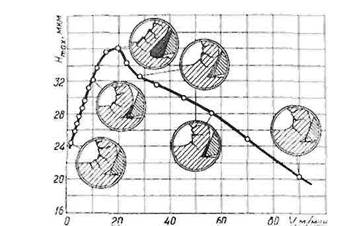
Шероховатость обработанной поверхности обусловлена не только геометрией процесса резания, но и пластическими деформациями материала при этом процессе и вибрацией инструмента. Для пояснения обратимся к анализу процесса точения пластичных материалов с точки зрения качества формируемой поверхности.
При скоростях резания 1...2 м/мин углеродистых конструкционных сталей образуется стружка скалывания (элементная стружка). Она легко отделяется при малом тепловыделении и без заметной пластической деформации обработанной поверхности. Микронеровности незначительны, а форма их впадин близка к форме вершины резца. При увеличении скорости резания до 20...30 м/мин изменяется характер стружкообразования и шероховатость поверхности возрастает. Рост скорости резания сопровождается повышением температуры в зоне резания и значительным давлением (несколько тысяч гигапаскалей). Это давление вызывает пластическое течение как в отделяемом металле, так и в заготовке выше и ниже линии среза (рис.1.11).
|
|
|

Рис.1.11 Образование деформированного слоя при резании пластичного металла: 1-основная структура обрабатываемого металла; 2-зона пластической деформации; 3-стружка; 4 - пластически деформированный, поверхностный; слой; 5 – инструмент.






Дата добавления: 2019-07-15; просмотров: 135; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!