Компоненты программно-методического комплекса (ПМК) проектирования токарных операций
Информационное обеспечение
При проектировании технологического процесса значительная роль отводиться работе с базами данных. Именно в них сведены основные данные необходимые для проектирования, от актуальности и наполнения этих баз зависит качество спроектированного технологического процесса.
Для проектирования технологического процесса, состоящего из токарных операций, необходимы следующие основные базы данных:
оборудования (станков);
режущего инструмента;
измерительного инструмента;
вспомогательного инструмента;
приспособлений;
обрабатываемого материала;
способов установки и крепления детали;
точностных и чистовых характеристик обрабатываемых поверхностей.
База данных станков включает в себя сведения, приведенные в таблице 1.8 База содержит не только данные необходимые при составлении технологического процесса, но и справочные и обучающие.
Таблица 1.8 - Структура базы данных по оборудованию для проектирования техпроцесса обработки
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| TypeStanok | Alfa | 30 | - | Тип станка | |
| Model | Alfa | 30 | - | Модель станка | |
| MaxDiamNadStan | Integer | >0 | Максимальный диаметр обрабатываемой детали над станиной, мм | ||
| MaxDiamNadSup | Integer | >0 | Максимальный диаметр обрабатываемой детали над суппортом, мм | ||
| MegCentr | Integer | >0 | Межцентровое расстояние, мм | ||
| PredPod | Alfa | 50 | Пределы подач | ||
| NumStup | Integer | >=0 | Число ступеней | ||
| PowerP | Float | >0 | Мощность главного привода, кВт | ||
| MinChastVrach | Float | >0 | Минимальная частота вращения, об/мин | ||
| MaxChastVrach | Float | >0 | Максимальная частота вращения, об/мин | ||
| TMax | Float | >0 | Максимальный припуск обрабатываемый на станке, мм | ||
| Nu | Float | >0 | КПД станка, доли | ||
| Pxct | Float | >0 | Максимальная сила подачи суппорта, Н | ||
| Vid | TGraphic | Внешний вид станка | |||
| Kinem | TGraphic | Кинематика обработки детали | |||
| Tochn | Alfa | 20 | Чистовой или черновой обработки | ||
| Kod | Autoincrement | * | Код станка в базе данных | ||
| Rezcederg | Alfa | 60 | Параметры резцедержателя | ||
| MaxMass | float | >0 | Максимальная масса детали |
|
|
|
База данных по режущему инструменту содержит информацию, необходимую для расчета режимной части техпроцесса. Информация о режущем инструменте, используемая в ходе проектирования техпроцесса, приведена в таблице 1.9.
Таблица 1.9 - Структура базы данных режущего инструмента (резцы)
|
|
|
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| Name | Alfa | 30 | Наименование | ||
| RazmDerg | Alfa | 30 | Размер державки | ||
| MatReg | Alfa | 30 | Материал режущей части | ||
| PeredDeg | float | >0 | Передний угол g, рад | ||
| MainDeg | float | >0 | Главный угол в плане, рад | ||
| VspomDeg | float | >0 | Вспомогательный угол в плане, рад. | ||
| RadVer | float | >0 | Радиус вершины резца, мм | ||
| Tst | integer | >0 | Период стойкости инструмента, мин. | ||
| MatDerg | alfa | 30 | Материал державки | ||
| Vid | TGraphics | Внешний вид инструмента | |||
| Kod | Autoincrement | Код инструмента в базе данных |
Эта структура базы данных только по резцам. На токарном оборудовании обработка производится не только резцами, но и:
сверлами;
метчиками;
развертками;
зенкерами;
плашками.
Кроме резания на токарном оборудовании производится так же шлифовка, полировка, накатка, раскатка. Для этих инструментов необходимо использовать базы данных, составленные для каждого инструмента индивидуально.
База данных по измерительному инструменту используется для осуществления контрольно-измерительных операций во время обработки. База содержит сведения, приведенные в таблице 1.10
|
|
|
Таблица 1.10 - Структура базы данных измерительного инструмента
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| Name | alfa | 30 | * | Наименование инструмента | |
| PredIzm | Integer | >0 | Пределы измерения | ||
| TochIzm | Integer | >0 | Точность измерения | ||
| Kod | Autoincrement | * | Код инструмента в базе данных | ||
База данных по обрабатываемому материалу используется для расчетов режимов резания и определения группы стружки. Структура базы данных приведена в таблице 1.11
Таблица 1.11 - Структура базы данных обрабатываемого материала
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| Marka | alfa | 30 | * | Марка материала | |
| GrStr | alfa | 2 | Группа стружки | ||
| Proch | float | >0 | Предел прочности, МПа | ||
| Tek | float | Предел текучести, МПа | |||
| KoefObrab | float | >0 | Коэффициент обрабатываемости | ||
| Kod | Autoincrement | * | Код материала в базе данных |
Вспомогательный инструмент используется для установки режущего инструмента на станок, как переходник. Структура базы данных по вспомогательному инструменту представлена в таблице 1.12.
|
|
|
Таблица 1.12 - Структура базы данных по вспомогательному режущему осевому инструменту
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| Name | alfa | 30 | * | Обозначение вспомогательного инструмента | |
| Diam | integer | >0 | Диаметр отверстия для хвостовика, мм | ||
| Dlina | float | >0 | Длина вспомогательного интсрумента, мм | ||
| KonusM | float | >0 | Конус Морзе, рад | ||
| Kod | Autoincrement | Код инструмента в базе данных |
При проектировании технологического процесса обработки детали, когда составляется план и выбирается метод обработки, одновременно с выбором станка надо установить, какое приспособление необходимо для выполнения на данном станке намеченной операции. Приспособление используется для установки и обработки детали на станке [10]. Пример структуры базы данных для 3-х кулачкового патрона приведена в таблице 1.13.
Таблица 1.13 - Структура базы данных для 3-х кулачкового патрона
| Имя поля | Тип данных | Размер | Ключ | Ограничение на данные | Назначение |
| Name | alfa | 30 | * | Наименование приспособления | |
| MaxDiamZakr | Integer | >0 | Максимальный диаметр закрепления, мм | ||
| GabRazm | alfa | 30 | Габаритные размеры приспособления | ||
| MaxUsZakr | integer | >0 | Максимальное усилие закрепления, Н | ||
| TypePriv | alfa | 30 | Тип привода | ||
| Kod | autoincrement | Код приспособления в базе данных |
Вспомогательными базами данных, необходимыми для работы программно - методического комплекса, являются:
база данных классификатора;
база данных комплексных деталей;
тексты обработки поверхностей, переходов;
база данных типовых технологических процессов для комплексных деталей;
база данных комментариев;
база данных наименований видов работ.
нормативов вспомогательных работ на токарные операции;
нормативов резания;
нормативов на вспомогательные работы;
база данных условий обработки;
база исходных данных индивидуальных деталей;
Так же новым оригинальным технологическим решением является использование таблиц соответствий, содержащих условия принятия технологических решений и сами решения, оформленные в виде файлов базы данных. При помощи них задается выбор:
припусков на операцию;
плана обработки поверхностей;
припусков на операцию.
Для хранения неиспользуемых техпроцессов и индивидуальных деталей предполагается использовать архивы:
готовых техпроцессов;
незавершенных техпроцессов;
готовых индивидуальных деталей;
незавершенных готовых деталей.
Программное обеспечение
Программное обеспечение - совокупность программ, представленных в заданной форме, вместе с необходимой программной документацией.
Определим задачи, встающие перед проектировщиком программно - методического комплекса для проектирования техпроцессов.
Во-первых, необходимо предусмотреть средства для хранения и манипулирования информацией, требуемой в процессе проектирования техпроцессов. Для этого необходимо создать полноценную базу данных. В нее входят как набор таблиц с данными, так и программные средства для администрирования базы.
Во-вторых, требуется разработка собственно самих средств проектирования техпроцессов. Эти средства можно разделить на три категории: средства автоматического проектирования типовых техпроцессов, средства полуавтоматического проектирования оригинальных техпроцессов и средства ручного редактирования спроектированных техпроцессов.
Третье - то без чего трудно обойтись практически любой программе - средства ввода-вывода. Сюда можно отнести как средства ввода-вывода текущего состояния комплекса, так и средства фиксации результатов проектирования в виде файлов, содержащих маршруты техпроцессов. Кроме того, средства для обмена данными с внешними базами данных.
Детальная декомпозиция целей проектирования программно - методического комплекса в виде иерархического дерева - графа целей - представлена на рисунке 1.2.
Учитывая мировой опыт проектирования сложных программных продуктов, используем модульный подход для реализации программного комплекса. Модульная структура облегчает расширение системы и адаптирование в соответствии с требованиями пользователя [11]. Разобьем программно-методический комплекс на структурные модули, каждый из которых выполняет свой комплекс функций.
Результат работы программного комплекса и качество спроектированного техпроцесса зависит, в большей степени, от качества и наполнения баз данных. Модуль работы с базами данных должен обеспечивать выполнение следующих функций:
ввод информации в БД;
редактирование баз данных;
просмотр баз данных;
контроль корректности вводимых данных;
возможность сортировки данных по уникальному и составному ключу;
быстрый поиск в базах данных;
резервная архивация баз данных.
Первым этапом работы с программно-методическим комплексом при разработке техпроцесса является выбор комплексной детали, для описания индивидуальной детали.
Эту функцию должен выполнять модуль ввода исходных данных.
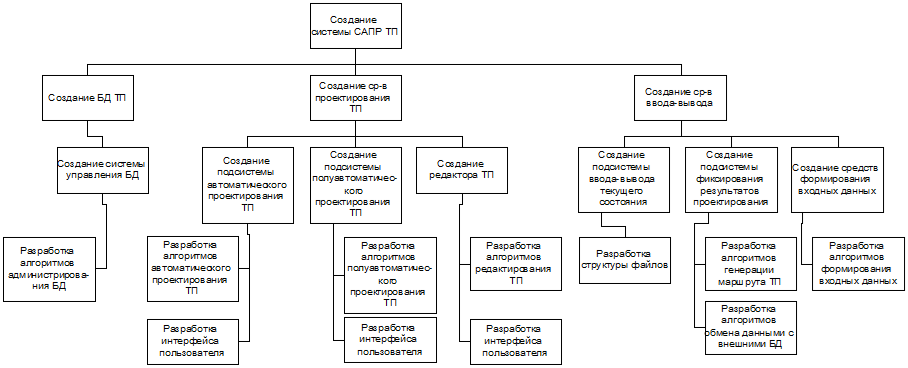
Рисунок 1.2 - Декомпозиция целей проектирования ПМК
Модуль ввода исходных данных должен выполнять следующие функции:
выбор класса комплексной детали на основании технологического классификатора;
ввод информации об индивидуальной детали;
контроль ввода данных;
сохранение вводимых данных по индивидуальной детали в архив;
автосохранение вводимых данных, для аварийного восстановления;
чтение информации об индивидуальной детали из архива, из файла.
Второй этап - обработка введенной информации. Основные функции расчетного модуля:
выбор плана обработки;
выбор способа установки детали;
выбор оборудования;
выбор режущего инструмента;
выбор приспособления;
выбор вспомогательного инструмента;
выбор измерительного инструмента;
логический выбор технологических переходов по таблицам соответствий и генерирование текста технологического процесса;
оптимизация (по подаче, скорости, глубине резания) по производительности и выбор режимов резания;
расчет норм времени (ТО, ТВ);
расчет себестоимости технологической операции;
выбор оптимального оборудования по себестоимости.
На каждом этапе проектирования должны быть реализованы следующие функции:
предоставление возможности технологу в диалоге самому принимать решения или контролировать их автоматический выбор;
контроль возможных некорректностей выбора взаимоисключающих решений;
предоставление возможности технологу редактировать и исправлять текст техпроцесса.
Заключительный этап работы программно-методического комплекса - выдача технологического процесса на печать в форме принятой на предприятии. Основные функции модуля выдачи техпроцесса:
передача текста техпроцесса в текстовый редактор Microsoft Word;
передача текста техпроцесса в табличный редактор Microsoft Excel;
прямой вывод текста техпроцесса на печать;
сохранение полученного техпроцесса в файл;
передача техпроцесса в архив.
Так же ПМК должен быть оснащен сервисным модулем, поскольку он используется для обучения студентов основам проектирования техпроцессов. Основные функции сервисного модуля:
предоставление контекстно-зависимой помощи, по ходу проектирования техпроцесса;
выдача мультимедийной информации, такой как динамика обработки деталей, внешний вид станков и т.д.;
регистрация входа пользователей по паролю;
разделение прав доступа;
изменение системных настроек программно-методического комплекса;
управление экранными окнами ПМК.
Для обеспечения оптимального и устойчивого режима работы разработанного программно - методического комплекса необходимо наличие перечисленных ниже программных продуктов:
операционная система - Windows 98/NT/2000;
наличие Borland Database Engine;
для пользователей - просмотрщик чертежей в формате AutoCAD2000;
для администраторов, наполняющих базы данных - CAD система AutoCAD 2000.
Дата добавления: 2019-07-15; просмотров: 183; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!