В зависимости от относителыои деформации изгиба
Здесь Е — модуль упругости (для стали Е = 2,1·104 кгс/мм2);γ= α0 — α — угол пружинения, град (α0 — требуемый угол детали, после пружинения; α — угол штампа), Ro — требуемый радиус закругления (после пружинения); R — радиус закругления пуансона (штампа).
На рис. 64 приведена диаграмма, построенная по формулам А. Д. Комарова, Для определения угла пружинения γ по заданному отношению ro / S для разных металлов и сплавов при гибке под углом 90°.
На рис. 65 приведена диаграмма того же автора для определения отношений r 0 / r =α/α0 при весьма больших радиусах изгиба.
Часто встречающимся случаем гибки является штамповка — гибка резиной или полиуретаном прямолинейных и криволинейных бортов деталей. Для изготовления их на требуемый угол необходимо формблоки поднутрять на угол пружинения.
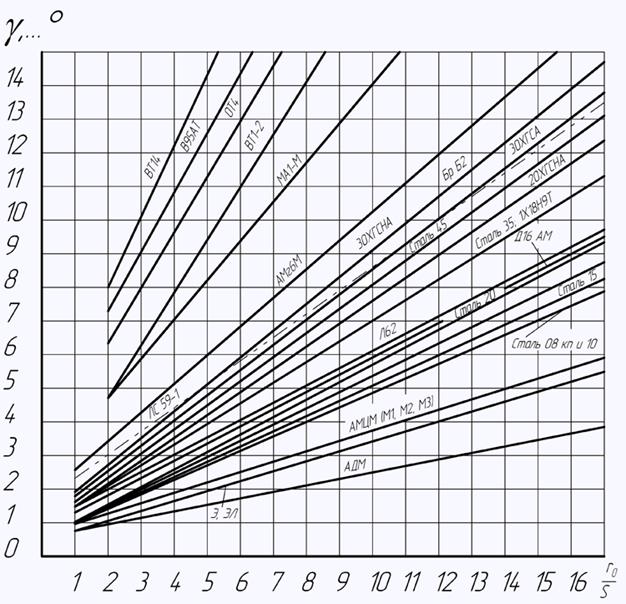
Рис. 64. Диаграмма для определения угла пружинения для различных
металлов и сплавов при гибке на 90°
Рис. 65. Диаграмма для определения радиуса закругления после
Гибки при весьма больших радиусах изгиба
Для компенсации угла пружинеиия при одноугловой гибке следует уменьшить угол пуансона на угол пружинения, а при двухугловой гибке сделать либо поднутрение на пуансоне, разное углу пружинения (рис. 66, а), либо небольшой радиусный выгиб средней полки (рис. 66, б—г).
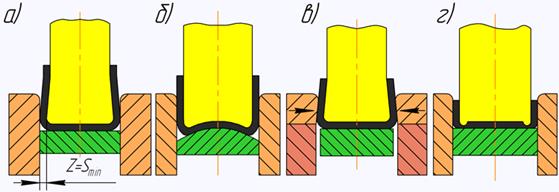
Рис. 66 Способы компенсации угла пружинения
При одноугловой гибке с прижимом поднутрение делается на матрице, а зазор берется равным наименьшей толщине материала.
Дата добавления: 2019-03-09; просмотров: 281; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!