Технология изоляции стыков термоусаживающимися манжетами ТЕРМА-СТМП 1420
Технология подготовки поверхности
Со стальной поверхности трубы удалить заусеницы, острые кромки грата, используя шлифмашинку, напильник.
При отсутствии кромок заводского покрытия (при изоляции катушек, захлестав) с помощью острого ножа, шлифмашинки срезать и зачистить кромки заводского покрытия по всему периметру под углом к поверхности трубы не более 30°.
Используя газовую горелку либо установку индукционного нагрева осуществить нагрев стальной поверхности до температуры не менее 60С, а в зимнее время не менее 90ºС для удаления адсорбирующего слоя влаги. Проверку температуры поверхности производить термометром не менее чем по 3-м точкам поверхности.
При нагреве газовой горелкой необходимо начинать с нижней части трубы равномерно прогревая участок, подлежащий изоляции.
Контроль температуры производить с помощью контактного термометра.
Для пескоструйной очистки следует использовать порошок абразивный (купер-шлак) или сухой, просеянный песок (преимущественно речной), обеспечивающие достижение степени очистки поверхности трубы 2 (по ГОСТ 9.402 -80) или Sa 2 ½ (по ISO 8501-1). Фракционный состав должен быть 0,2-3,0мм, из них масса зерен размером 0,5-2,5мм должна составлять не менее 75% общей массы; влажность абразива– не более 1%. После очистки труба должна иметь светло-серый цвет без следов ржавчины и окалины. Шероховатость очищенной стальной поверхности (Rz) должна составлять 40-90 мкм.
|
|
|
Для удаления с очищенной поверхности пыли, продуктов очистки рекомендуется использовать чистую ветошь. При наличии жировых и масляных загрязнений использовать ветошь, смоченную в уайт-спирите.
Заводское покрытие, прилегающее к зоне изолируемого участка, должно быть очищено от загрязнений, и иметь шероховатую поверхность на расстояние не менее 100 мм. Для зачистки заводского покрытия использовать пескоструйную установку, а при необходимости наждачную бумагу или шлифмашинку. После зачистки кромок и участков покрытия осуществляется его протирка ветошью, а при наличии жировых и масляных загрязнений с помощью ветоши, смоченной в уайт-спирите. Угол скоса заводского покрытия должен составлять 30°.
Перед нанесением праймера, подготовленную поверхность (сталь и полиэтилен) повторно нагревают пламенем газовой горелки до температуры 90+5 ° С. Поверхность (сталь и полиэтилен) должна быть данной температуры в момент нанесения манжеты. Пропановые горелки должны обеспечивать, нагрев поверхности не коптящим пламенем длиной 300-500 мм и «контактным пятном» диаметром 150-200мм. Прогретая поверхность должна быть без копоти, что достигается правильной регулировкой пламени горелок. При возникновении копоти необходимо ее удалить ветошью и повторно нагреть поверхность.
|
|
|
Приготовление и нанесение праймера
Емкости с компонентами эпоксидного праймера должны храниться в оригинальной (заводской) упаковке при температуре от +5 до +40°С в местах, исключающих попадание влаги и прямых солнечных лучей. Смешивание компонентов праймера следует осуществлять при температуре компонентов не ниже +15°С, для чего их обязательно нужно выдержать в течении не менее 24-х часов в теплом помещении.
Непосредственно перед нанесением праймера на подготовленную поверхность стыка емкость с компонентом Б перелить в емкость с компонентом А и тщательно перемешать шпателем до получения однородной массы.
Праймер должен быть полностью нанесен на поверхность стыка не позднее 5 минут после его приготовления. НАНОСИТЬ ЭПОКСИДНЫЙ ПРАЙМЕР НА БАЗОВУЮ ПОЛИЭТИЛЕНОВУЮ ИЗОЛЯЦИЮ ЗАПРЕЩЯЕТСЯ!
Подготовленный праймер нанести поролоновыми валиками равномерным слоем на стальную поверхность стыка. Выливать праймер из емкости при его нанесении на трубу следует небольшими порциями, равномерно распределяя его по всей поверхности. Особое внимание обращать на равномерность нанесения праймера в нижней части трубы и зоне сварного шва стыка труб.
|
|
|
При этом необходимо нагреть также заводское покрытие с обеих сторон от сварного шва на расстоянии около 100-150 мм, до температуры 90 ± 5ºС. Использованные емкости выбрасывать на месте проведения работ ЗАПРЕЩАЕТСЯ. Утилизацию производить согласно действующих правил на утилизацию промышленных отходов.
Температура праймированной стальной поверхности после полного нанесения праймера должна оставаться в пределах 90+5°С и не должна снижаться во время монтажа манжеты.
Установка манжеты
По ширине ленты необходимо обрезать 2 угла с размерами 50мм по ширине и 15-25мм по длине ленты. Если лента поставляется в рулоне необходимо отрезать требуемый размер в зависимости от ø изолируемой трубы в соответствии с рекомендациями.
Перед нанесением снять с манжеты антиадгезионную пленку (При ее наличии). Манжету монтировать вокруг трубы полиэтиленовым слоем наверх, а клеевым слоем – к трубе. Нахлест концов манжеты друг на друга должен быть не менее 100 мм и располагаться на уровне 10 или 14 часов по образующей трубы (рис.1).
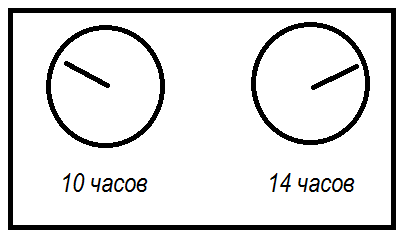
Рисунок.1
Конец манжеты с обрезанными углами прогреть пламенем горелки со стороны клеевого слоя, не допуская усадки полиэтилена, а затем прижать ленту к праймированной поверхности трубы, располагая маркировочную надпись на манжете над сварным швом. Манжета должна перекрывать заводское покрытие трубы с обеих сторон от сварного шва не менее чем на 50мм. Следует следить за тем, чтобы будущий нахлест концов манжеты и замковая пластина не располагались над продольным или спиральным сварным швом трубы.
|
|
|
Второй оператор должен держать манжету таким образом, чтобы она провисающей частью не касалась земли, воды или снежного покрова. Обернуть полотно манжеты вокруг изолируемого стыка. Второй конец манжеты прогреть горелкой со стороны клеевого слоя и прижать к первому концу на трубе с нахлестом не менее 100 мм.
Установка замковой ленты
Замковая лента ТЕРМА-ЛКА устанавливается на нахлест термоусаживающейся ленты полиэтиленовым слоем наверх, а середина нахлеста проходит по середине замковой ленты. Перед ее установкой прогревается легкоплавкий слой под полиэтиленом замковой ленты.
Установленная на стык замковая лента прогревается пламенем горелки до выступания контуров нахлеста и вытекания клея термоусаживающейся ленты.
Далее произвести прикатку замковой ленты роликом или рукой в термостойкой перчатке для удаления пузырей и гофр термоусаживающейся пленки.
Термоусадка ленты начинается после установки замковой ленты горелкой (горелками). Усадку ленты осуществляют одновременно с двух диаметрально противоположных сторон трубы, движением горелок по диаметру трубы снизу-вверх без нагрева замковой ленты от сварного шва в одну сторону, затем в другую сторону.
Усадку манжеты осуществляют без нагрева замковой ленты.
Воздух из-под манжеты выводится разглаживающими движениями силиконовым роликом или рукой в термостойкой перчатке.
В процессе усадки периодически проверять расплавление адгезива пальцем. После укладки манжеты, не дав ей остыть и потерять мягкость, прокатить манжету маленьким роликом для удаления из-под неё воздуха. Обратить особое внимание на зону сварного шва и переходов к линейному покрытию. В случае необходимости может понадобиться дополнительный нагрев для удаления воздуха
Схемы установки манжеты представлены на рис. 1-9.
Требования к изоляции стыка
¾ манжета должна плотно охватывать изолируемую поверхность металла и заводского покрытия трубы и иметь поверхность без пузырей, гофр, складок, а также без следов прожога полиэтилена;
¾ через изоляцию должен проступать профиль сварного стыка трубы, нахлеста
манжеты;
¾ адгезив должен выступать за кромку манжеты на заводском покрытии с обеих сторон от стыка на всем диаметре трубы;
¾ манжета покрывает заводское покрытие не менее чем на 50 мм с обеих сторон от стыка.
¾ сплошность покрытия должна быть проконтролирована дефектоскопом с напряжением 5 кВ/мм толщины покрытия, плюс 5 кВ на воздушный зазор
¾ нет отслоившихся краев замковой ленты. Запрещается нагревать замковую
ленту после усадки манжеты.
¾ произвести замер адгезионной прочности в местах вызывающих сомнения.
Материальные и людские ресурсы, необходимые для устройства изоляции стыков труб термоусаживающимися манжетами и для ремонта базовой изоляции приведены в табл. 1 и 2.
Таблица 1.Состав бригады по изоляции стыков термоусаживающимися манжетами.
| ПРОФЕССИЯ | Разряд | Количество, чел. |
| Машинист - трубоукладчика | 6 | 1 |
| Машинист компрессора | 5 | 1 |
| Водитель | кат. С | 1 |
| Монтажник наружных трубопроводов | 4 | 4 |
| Машинист АПС (индукционный подогрев) | 5 | 1 |
| Оператор абразивной установки | 4 | 2 |
| Изолировщик | 3-4 3 | 2 2 |
| ИТОГО: | 12 |
Таблица 2. Потребность в машинах, механизмах, оборудовании и инвентаре.
| НАИМЕНОВАНИЕ | Количество, шт. |
| Трубоукладчик LIEBHERR RL 64 | 1 |
| Установка индукционного нагрева ARGOHEAT - 130 | 1 |
| Автомобиль бортовой с КМУ | 1 |
| Кольцевая горелка и шланг длиной 20 м | 1 |
| Горелка пропановая для усадки муфт и шланг длиной 10-15 м | 4 |
| Баллон пропановый | 2 |
| Редуктор пропановый | 2 |
| Ролик фторопластовый сферический | 2 |
| Пескоструйная установка и шланг длиной 18-20 м | 1 |
| Емкость для песка 1 м3 | 1 |
| Компрессор на 6-7 атм. | 1 |
| Ролик фторопластовый цилиндрический | 2 |
| Шлифмашинка с круглой металлической щеткой | 2 |
| Шпатель металлический шириной 50-100 мм | 2 |
| Щётка для нанесения праймера с разовыми поролоновыми накладками | 4 |
| Напильник | 2 |
| Разовая ёмкость для смешивания праймера 0,2 л | 2 |
| Контактный термометр с диапазоном измер. 0-150°С | 1 |
| Магнитный толщиномер «Elcometer 456 FB» | 1 |
| Адгезиметр типа АМЦ2-20 | 1 |
| Искровой дефектоскоп типа "Buckleys PD 130" | 1 |
| Пирометр | 1 |
| Шаблон 300 | 1 |
| Термостат | 1 |
| Термостойкие перчатки, рукавицы, защитный шлем, очки | 8 комплектов |
2.3 Рекомендации по установке манжет на сварочные стыки труба+СДТ (с покрытием на основе термореактивного материала)
Стыковка изделий с покрытием на основе термореактивного материала и заводским полиэтиленовым покрытием труб осуществляется в соответствии с письмом ООО «ГазпромВНИИГАЗ» от 12.10.2010 г. №21-11433 на основе следующих рекомендаций:
- Подготовить участки изоляционного покрытия, прилегающие к изолированному стыку: очистить от загрязнения и создать шероховатость покрытия абразиво-струйным или механическим способом на расстоянии 75-100 мм от кромки покрытия;
- При предварительном подогреве и при усадке манжеты участки заводского покрытия на основе термореактивного материала, прилегающие к изолированному стыку укрывать асбестовым одеялом или термостойкой тканью (шириной не менее 250 мм) с минимальной теплостойкостью 1000 °С, в три слоя, для исключения контакта поверхности полиуретанового покрытия с открытым пламенем горелки;
― Наносить праймер также на термореактивное покрытие на расстоянии не менее 50 мм от кромки;
― Не производить сушку праймера с использованием газовых горелок;
Адгезия термоусаживающейся манжеты к термореактивному покрытию должна быть не менее 40 Н/см (4 кг/см).
Дата добавления: 2019-02-22; просмотров: 2665; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!