Соединение и оконцевание алюминиевых и медных жил кабелей опрессовкой .
СОДЕРЖАНИЕ
| ЛИСТ СОГЛАСОВАНИЯ | 3 | |
| 1 | ОБЩИЕ ТРЕБОВАНИЯ | 4 |
| 2 | ПОРЯДОК ПРОИЗВОДСТВА ВЫПОЛНЕНИЯ РАБОТ | 5 |
| 3 | ПОТРЕБНОСТЬ В МАШИНАХ И МЕХАНИЗМАХ, ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКЕ И МАТЕРИАЛАХ | 23 |
| 4 | СОСТАВ БРИГАДЫ ПО ПРОФЕССИЯМ | 24 |
| 5 | РЕШЕНИЯ ПО ОХРАНЕ ТРУДА, ПРОМЫШЛЕННОЙ И ПОЖАРНОЙ БЕЗОПАСНОСТИ | 24 |
| 6 | СХЕМА ОПЕРАЦИОННОГО КОНТРОЛЯ КАЧЕСТВА ВЫПОЛНЕНИЯ РАБОТ | 27 |
| ЛИСТ ОЗНАКОМЛЕНИЯ | 29 |
ЛИСТ СОГЛАСОВАНИЯ
| № п/п | Должность | Фамилия И.О. | Подпись |
1. Общие требования
|
|
|
Технологическая карта разработана для выполнения работ по монтажу соединительных и концевых муфт с требованиями следующих нормативных документов:
- МДС 12-81.2007 «Методические рекомендации по разработке и оформлению проекта организации строительства и проекта производства работ».
- Технический циркуляр ГЭМ № 9-6-186/78 «Использование арматуры железобетонных фундаментов в качестве заземлителей электрооборудования».
- Технический циркуляр ГЭМ № 9-2-196/80 «Прокладка кабелей на эстакадах и галереях без солнцезащитных устройств».
- ПУЭ (Правила устройства электроустановок), издание седьмое, 1999-2003, Разд. 2; разд. 1. гл 1-7.
- ГОСТ 12.1.030-85. «Электробезопасность. Защитное заземление, зануление», 1985.
- СНиП 3.05.06-85. «Электротехнические устройства», 1985.
- ВСН 139-83. «Инструкция по оконцеванию и ответвлению медных и алюминиевых жил, изолированных проводников и кабелей и соединению их с контактными выводами», 1983.
- И 1.13-07. «Инструкция по оформлению приёмо-сдаточной документации по электромонтажным работам», 2007.
|
|
|
- СНиП 12-03-2001. «Безопасность труда в строительстве», 2001.
- «Инструкция по прокладке кабелей напряжением до 110 кВ», «КЭНДИ», 1992.
- RE001A-00-00P-015 План управления ОЗ, ТБ И ООС
- Инструкция №105 по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах ЗАО КТК
- Инструкция № 107 по организации безопасного проведения земляных работ на объектах КТК
- CPC-65000 Общие требования к электрической части
- CPC-65052 Наземные электрические установки
Карта предназначена для организации труда рабочих электромонтажников по кабельным сетям при монтаже соединительных и концевых муфт силовых кабелей с бумажной и пластмассовой изоляцией напряжением до 10 кВ.
Методы и приемы труда, рекомендуемые в настоящей карте, позволяют осуществить качественное выполнение работ.
Карта может быть использована при проведении операционного контроля качества монтажа муфт, разработке ППР и обучении рабочих.
2. порядок производства выполнения работ
2.1.Подготовка процесса к выполнению
2.1.1 Подготовка рабочего места.
Монтаж кабельной арматуры (соединительных и концевых муфт, а так же концевых заделок) должен производиться с обязательным соблюдением последовательности всех проводимых операций.
|
|
|
 При производстве работ вне помещений в случае наличия атмосферных осадков или сильного ветра рабочее место кабельщика должно быть защищено брезентовой палаткой (рис. 1).
При производстве работ вне помещений в случае наличия атмосферных осадков или сильного ветра рабочее место кабельщика должно быть защищено брезентовой палаткой (рис. 1).
Работа по монтажу кабельной арматуры начинается с очистки рабочего места от земли, сора и пыли. Закапированные концы кабелей необходимо протереть тряпкой, смоченной в бензине, осмотреть со всех сторон и убедиться в отсутствии трещин и пробоев, которые могли бы пропустить влагу в кабель. Также внимательно осматривается и наружной покров кабеля.
Укладка концов соединяемых кабелей производится таким образом, чтобы был оставлен запас для повторной разделки (компенсатор), а при монтаже концевой арматуры кабель выкладывается так, чтобы была возможность его закрепления, намечается место установки концевой заделки или муфты. Конец кабеля обрезается с таким расчетом, чтобы жилы разделываемого кабеля могли быть свободно подключены к дальнему выводу аппарата.
2.1.2 Подготовка к монтажу конца кабаля.
Монтаж различной соединительной и концевой кабельной арматуры состоит из нескольких, одинаковых для всех видов арматуры, фрагментов, к ним относятся:
|
|
|
1. разделка конца кабеля и припаивание заземляющего провода;
2. соединение жил;
3. оконцевание жил;
|
|
4. приготовление заливочного состава;
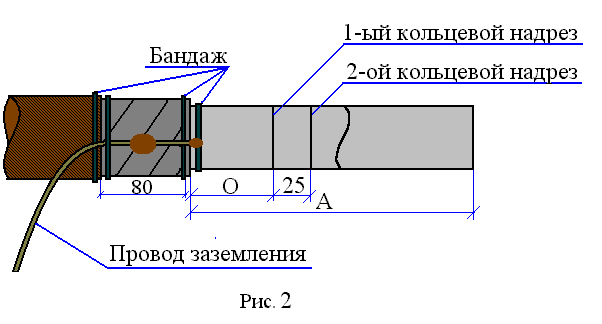
На джутовом покрове, подготовленного к разделке конца кабеля, «А» + 100 мм (приблизительно А=1м), устанавливается бандаж из оцинкованной проволоки (рис. 2). После чего покров обрезается и удаляется. На броне на расстоянии 80 мм ставится бандаж, броня надрезается и удаляется, битумная подушка удаляется и обезжиривается салфеткой смоченной в бензине Б-70. на оболочке, на расстоянии «О», делается 1ый кольцевой надрез, через 25 мм делается 2ой кольцевой надрез. Место припайки заземляющего провода к алюминиевой оболочки облуживается припоем «А» а затем припоем ПОССу-30. Две бронеленты, ближайшие к срезу брони зачищаются и облуживаются припоем ПОССу-30. К облуженным местам на оболочке и броне закрепляется бандажами из оцинкованной проволоки заземляющий провод и припаивается припоем ПОССу-30. С помощью ножа удаляется алюминиевая оболочка до 2го кольцевого надреза. Удаляется поясная изоляция, уплотнительные жгуты и фазная изоляция обезжиривается салфеткой смоченной в бензине Б-70.
2.2.Технология процесса монтажа. Методы и последовательность выполнения технологических операций.
Соединение и оконцевание алюминиевых и медных жил кабелей опрессовкой .
Для выполнения соединений и оконцеваний алюминиевых жил с применением гильз и алюминиевых наконечников, а также медно-алюминиевых наконечников с алюминиевой трубчатой частью необходимо:
· выбрать в зависимости от сечения жилы и её конструкции соединительную гильзу или наконечник, механизм для опрессовки, матрицу и пуансон к нему по данным таблицы1.1-1.4, рисунка 3, а для секторных жил также скругляющие инструменты;
· выполнить временный бандаж у края среза бумажной изоляции. Временный бандаж на жилах с пластмассовой изоляцией не требуется;
· снять изоляцию с жилы на длине равной половине гильзы + 7мм или трубчатой части наконечника + 7мм;
·  скруглить секторные жилы многопроволочные и комбинированные плоскогубцами, а однопроволочные при помощи выбранного механизма и инструментов. При округлении секторной однопроволочной жилы инструментом происходит её удлинение, поэтому после выполнения этой операции торец жилы должен быть опилен до восстановления первоначального размера жилы со снятой изоляцией;
скруглить секторные жилы многопроволочные и комбинированные плоскогубцами, а однопроволочные при помощи выбранного механизма и инструментов. При округлении секторной однопроволочной жилы инструментом происходит её удлинение, поэтому после выполнения этой операции торец жилы должен быть опилен до восстановления первоначального размера жилы со снятой изоляцией;
Таблица 1.1 Основные размеры алюминиевых гильз.
| Маркировка гильз | Размеры, мм | ||
| d | D | L | |
| Гильзы алюминиевые ГОСТ 23469.279 | |||
| 16-5.3 25-7.1 35-8 50-9 70-11 70-12 95-13 120-14 150-16 150-17 185-18 185-19 240-20 240-22 | 10 12 14 16 18 18 20 22 24 24 26 26 28 30 | 5,3 7,1 8 9 11 12 13 14 16 17 18 19 20 22 | 6 63 71 71 80 80 85 100 100 100 100 100 110 120 |
| Гильзы медные ГОСТ 23469. 5-79 | |||
| 16 25 35 50 70 95 120 150 185 240 | 9 11 13 14 16 19 22 25 27 32 | 6 8 10 11 13 15 17 19 21 24 | 30 40 50 50 53 67 67 67 75 75 |
Таблица 1.2 Основные размеры медных гильз.
| Маркировка гильз | Размеры, мм | ||
| d | D | L | |
При соединении и оконцевании алюминиевых жил кабелей с применением гильз и наконечников из специального алюминиевого сплава должна сохраняться та же последовательность технологических операций. Соединительные гильзы и наконечники из специального алюминиевого сплава, а также пресс, обжимные, удерживающие, скругляющие матрицы должны быть выбраны по таблице 1.3. При подготовке к опрессовке гильз или наконечников из специального алюминиевого сплава и жил кварцево-вазелиновой пастой они не смазываются.
Таблица 1.3. Основные размеры кабельных наконечников из специального алюминиевого сплава.
| Гильзы из специального алюминиевого сплава ТУ 3449-007-1125218-96 | ||||
| Маркировка | d1, мм. | D, мм. | L, мм. | |
| 11С 12С 13С 14С 16С 17С 18С 19С 20С 21С 22С | 18 18 20 22 24 24 26 26 28 30 30 | 11 12 13 14 16 17 19 19 20 21 22 | 80 80 85 90 90 90 90 90 90 90 90 | |
Таблица 1.4. Основные размеры кабельных наконечников из алюминиевого трубчатого прутка.
| Маркировка наконечника | Размеры, мм | |||||||
| d1 | d | I | В | Д | L* | I1 | S | |
| Наконечники алюминиевые трубчатые алюминиевые из прутка ГОСТ 9581-80 | ||||||||
| 70-10-11 95-12-13 120-12-14 150-12-16 185-16-18 240-20-20 | 11 13 14 16 18 21 | 18 20 22 24 26 28 | 28 28 28 34 38 40 | - - - - - - | 10,5 13 13 13 17 21 | 86/81 89/83 96/90 107/100 116/-126/- | - - - - - - | - - - - - -- |
| Наконечники из специального алюминиевого сплава ТУ 3449-008-1125398-96 | ||||||||
| 10-11C 12-13С 12-14С 12-16С 12-18С | 11 13 14 16 18 | 18 20 22 24 26 | 40 42 42 45 45 | 25 30 33 36 39 | 10,5 13 13 13 13 | 86 89 96 107 117 | 32 32 32 42 47 | 6,5 6,0 6,5 6,5 7,0 |
*В таблице размер L в числителе проставлен для наконечников алюминиевых трубчатых, а в знаменателе для наконечников алюминиевых из прутка.
Таблица 1.5. Основные размеры кабельных наконечников медных и медно-алюминиевых для опрессовки.
|
|

| Маркировка наконечника | Размеры, мм | |||||
| d1 | d | I | B | D | L | |
| Наконечники медные ГОСТ 7386 -80 | ||||||
| 16-6-6 25-8-8 35-8-10 50-10-11 70-10-13 95-12-15 120-12-17 150-16-19 185-16-21 240-16-24 | 6 8 10 11 13 15 17 19 21 24 | 9 11 13 14 16 19 22 25 27 32 | 14 20 24 24 26 32 32 34 38 38 | 14 16 20 22 24 28 34 36 40 48 | 6,4 8,4 8,4 10,5 10,5 13 13 17 17 17 | 40 50 63 63 65 75 81 90 95 105 |
Соединение и оконцевание алюминиевых жил кабелей винтовым способом.
|
|

Для выполнения соединения алюминиевых жил кабелей с применением винтовых гильз с секторной полостью (рис. 5, 6) необходимо:
- снять изоляцию с концов жил кабеля, предварительно закрепив бумажную изоляцию временным бандажом;
- выбрать в зависимости от сечения и конструкции жилы гильзу по табл. 1.6; 1.7
|
|

- протереть внутреннюю поверхность соединительной гильзы ветошью, намотанной на стержень и смоченной неэтилированным бензином;
Таблица 1.6. Гильзы соединительные с секторной полостью из специального алюминиевого сплава ТУ 3449-11-11253218-96
| Обозначение гильз | Сечение соединяемых жил, мм2 | Размеры мм | |||||
| Гильзы | Винтов | ||||||
| L1 | L2 | d1 | d2 | d3 | S | ||
| ГВКП-1-ф 16,5/28 | 70,95.120 | 105 | 47 | 16.5 | 28 | 14 | 17 |
| ГВКП-1-ф22,5/38 | 150,185.240 | 121 | 59 | 22,5 | 38 | 20 | 22 |
Таблица 1.7. Гильзы соединительные с круглой полостью из специального
алюминиевого сплава ТУ 3449-014-17471614-00
| Сечение,мм2 | L1 | L2 | d1 | d2 | S |
| 70-120 | 100 | 42 | 18 | 27,5 | 17 |
| 150-240 | 115 | 48,5 | 26 | 37 | 17 |
· зачистить поверхность оголенных участков жил, предварительно защитив фазную изоляцию от попадания металлических опилок при помощи чистой ветоши;
- протереть оголенные участки жил ветошью, смоченной в неэтилированном бензине;
· отложить от торца жилы размер, равный половине длины гильзы, и нанести риску, устанавливающую зону размещения гильзы на жиле;
* Специальное зажимное приспособление для фиксации положения гильзы (наконечника) должно поставляться предприятием-изготовителем гильз (наконечников). Это приспособление рекомендуется использовать при работе с винтовыми гильзами и следует применять при работе с винтовыми наконечниками.
· предварительно совместить секторы соединяемых жил, для чего необходимо во встречном направлении вручную осторожно изогнуть жилы (избегая при этом деформации изоляции);
· затем каждую из жил последовательно следует закрепить и развернуть ее до полного совмещения секторов (придерживая рукой жилу второго кабеля), после чего концы жилы кабеля следует ввести в гильзы, совместив риски на них с торцами гильзы;
· после выполнения операций следует произвести окончательную затяжку винтов до срыва головок (при этом положение гильзы должно быть зафиксировано. Вначале затягиваются винты 1 и 2, а затем 3 и 4 (рис. 5).
В случае образования в местах срыва головок винтов выступов их необходимо удалить напильником, защитив предварительно от опилок изоляцию жилы.
После выполнения контактных соединений жил кабелей необходимо тщательно протереть ветошью, смоченной в неэтилированном бензине, поверхности гильз и прилегающие к ним участки жил до полного удаления опилок.
Для выполнения оконцевания алюминиевых жил кабелей с применением винтовых наконечников необходимо:
· выбрать в зависимости от конструкции и сечения жилы наконечник;
· подготовить наконечник и концы жил кабеля;
· ввести конец жилы в полость наконечника. При этом вершина сектора сечения жилы должна совпадать с осями сжимных винтов;
· произвести (плавно, без рывков) затяжку винтов до срыва головок. Вначале затягивается верхний винт, затем нижний.
Соединение и оконцевание алюминиевых и медных жил кабелей с применением пайки.
Способ пайки используется для соединения и оконцевания алюминиевых и медных жил кабелей сечением 16-240 мм2. Пайка основана на способности расплавленных припоев соединяться с нагретыми металлами.
Припои делятся на две группы: мягкие и твердые. К мягким относятся припои с температурой плавления до 400°С; к твердым — с температурой плавления выше 400°С.
Алюминиевые жилы паяют твердыми припоями, медные — мягкими с применением флюса, массовый состав которого 50 % канифоли.
Соединение жил пайкой выполняться по следующей технологии.
Припой расплавляется горелкой или паяльной лампой в медных гильзах с предварительно уложенными в них облуженными концами алюминиевых или медных жил. Для предварительного лужения алюминиевых жил, используется оловянно-медно-цинковый припой А. Медные жилы перед соединением лудяться только припоем ПОССу.
При соединении алюминиевых жил путем расплавления припоя в медных гильзах необходимо выполнить следующее:
· снять изоляцию с концов жил на длине:
50 мм для сечения жил 16-35 мм2;
60 мм для сечения жил 50-95 мм2;
70 мм для сечения жил 120-240 мм2;
· наложить бандаж из ниток у места среза бумажной изоляции (для пластмассовой изоляции бандаж не требуется);
· ослабить повив проволок в многопроволочных жилах, используя универсальные плоскогубцы;
· протереть жилы ветошью, смоченной в неэтилированном бензине, удалив пропиточный состав;
· подобрать в зависимости от сечения соединяемых жил медную гильзу;
· обжать секторные жилы так, чтобы они могли войти в выбранную стальную форму или медную гильзу, используя пресс с соответствующими скругляющими матрицами;
|
|

- снять с оголенных концов многопроволочных жил повивы проволок с помощью бокорезов, выполнив одну ступень на жилах 16-35 мм2, две ступени на жилах сечением 50-95 мм2 и три на жилах 120-240мм2 (см. рис 7).
Жилы перед облуживанием необходимо разогреть горелкой до температуры плавления припоя, после чего нагретую поверхность жил, включая их торцы, натереть палочкой припоя не вводя её в пламя горелки.
- нанести на поверхность жил, подготовленных к пайке в медных гильзах паяльный жир или флюс (раствор канифоли в спирте).
· уложить облуженные концы жил в медные гильзы таким образом, чтобы стык многопроволочных жил со ступенчатой разделкой находился в середине гильзы, а жилы со скошенными торцами должны иметь между ними зазор около 2 мм в середине формы или гильзы;
· уплотнить место входа жил в гильзу подмоткой из асбестового шнура;
· установить гильзу в горизонтальное положение для обеспечения возможности полного заполнения припоем;
· надеть на жилы защитные экраны из листовой стали 0,8 мм;
· нагреть гильзу горелкой с введенными в нее облуженными концами жил. Нагрев следует начинать с нижней гильзы;
· одновременно в пламя горелки ввести палочку припоя А (или припоя ПОССу при соединении жил в гильзах), расплав которого должен заполнить форму заподлицо с её краями;
· расплавленный припой следует перемешать мешалкой и удалить шлаки;
· затем прекратить нагрев и уплотнить припой легким постукиванием по гильзе;
· продолжительность пайки не должна превышать 1,5 мин. Учитывая, что в процессе остывания припой дает усадку, необходимо восполнить ее добавлением расплавленного припоя;
· излишки неостывшего припоя необходимо осторожно удалить, протирая ветошью соединение;
· после остывания соединения удаляются экраны;
· соединение перед его изолированием должно быть зачищено и тщательно протерто ветошью, смоченной в растворителе.
Соединение медных жил пайкой должно осуществляться по той же технологии, что и соединение алюминиевых жил в медных гильзах. Разница лишь в том что медные жилы на стадии подготовки их к пайке обрезаются под прямым углом и облуживаются только припоем ПОССу. Пайка медных жил, как и алюминиевых в медных гильзах, выполняется припоем ПОССу с применением флюса.
Для оконцевания алюминиевых и медных жил кабелей следует применять медные наконечники специально сконструированные под пайку, при оконцевании указанными наконечниками жил с применением пайки требуется выполнить следующие технологические операции:
· снять с концов жил изоляцию на длине, равной длине трубчатой части наконечника +10 мм. Основные размеры наконечников приведены в таблице 1.4, 1.5;
· скруглить секторные жилы прессом с соответствующими инструментами;
· удалить с поверхности жил кабеля с бумажной изоляцией пропиточный состав ветошью, смоченной растворителем (бензином, уайт-спиритом);
· обрезать жилы под углом 55° в шаблоне и зачистить их до металлического блеска;
· облудить внутреннюю поверхность наконечника и жилу: алюминиевую сначала припоем А, а затем припоем ПОССу; медную только припоем с применением флюса (паяльного жира или раствора канифоли в спирте);
· надеть наконечник на жилу так, чтобы при этом плоская его часть должна быть параллельна поверхности контакта, с которым должен соединяться наконечник;
· уплотнить место ввода жилы в наконечник шнуровым асбестом;
· прогреть газовой горелкой место пайки и обильно смочить наконечник и выступающий из него конец жилы паяльным жиром. Далее прогревая наконечник пламенем горелки (или паяльной лампы) и расплавляя палочку припоя ПОССу заполнить пустоты между концом и наконечником до образования сплошного наплыва припоя у торца жилы. При заполнении хвостовика наконечника припоем необходимо постукивать по нему, чтобы припой проникал в зазоры между проволоками жилы и наконечником;
· сразу после пайки быстро протереть наконечник чистой ветошью, смоченной бензином или уайт-спиритом, и удаляя лишний припой придать трубчатой торцевой части наконечника с жилой округлую форму;
· после остывания припоя удалить асбестовый шнур и при необходимости зачистить острые края и заусенцы.
2.2.1 Монтаж эпоксидной соединительной муфты типа «СЭ».
Методы и последовательность выполнения технологических операций.
Проверить, в соответствие с комплектовочной ведомостью, наличие вложенных в заводской комплект материалов.
Получить необходимые материалы не входящие в заводской комплект. Взять необходимый инструмент и приспособления.
По прибытии на место работы установить при необходимости палатку. Подготовить рабочее место. Разложить инструменты и приспособления.
|
|

Выложенные концы кабеля укладываются на подставку для удобства монтажа муфты. Концы кабеля отрезаются по центру монтируемой муфты. Места временной установки полумуфт обворачиваются бумагой или ветошью. Внутренняя поверхность полумуфт протирается чистой ветошью. На один конец одевается одна полумуфта, на второй конец кабеля одевается вторая полумуфта и соединительное кольцо. Концы разделываются так, как описано выше (Рис.2). Размер оболочки «О» равен 100 мм. На разделанные концы кабеля надеваются резиновые уплотнительные кольца и закрепляются металлическими хомутами на оболочке кабеля на расстоянии 10 мм от среза оболочки (рис. 8).
Жилы кабеля выгибаются. Изолирование места соединения выполняется лентой ЛЭТСАР в два слоя с натягом и 50% перекрытием, заходя на фазную изоляцию жил по 20-30 мм с каждой стороны. Удаляются с каждой жилы расцветочная бумага, жилы обезжириваются. На прямолинейных участках соединённых жил, с каждой стороны соединения, устанавливаются распорные звёздочки, жилы сжимаются и распорные звёздочки закрепляются суровыми нитками или специальными пряжками.
Участки металлических оболочек находящиеся между срезом брони или шланга «Шв» и резиновым уплотнительным кольцом зашарошиваются ножовочным полотном. Лентой ПВХ на броне или шланге «Шв», начинается от среза, наматывается кольцевая подмотка шириной 20 мм и толщиной позволяющей плотно посадить на неё горловину полумуфты. Удаляется поясок металлической оболочки между 1ым и 2ым кольцевыми надрезами.
На расстоянии 5 мм от среза оболочки на поясной изоляции ставится бандаж из суровых ниток. Полупроводящая бумага (чёрная бумага) удаляется до этого бандажа. На срезе поясной изоляции ставится второй бандаж из суровых ниток. Все элементы разделённых концов кабеля протираются насухо чистой салфеткой смоченной в бензине Б-70. Полумуфты сдвигают, горловины фиксируют на кольцевых подмотках. Установленный корпус муфты герметизируют на кабеле с помощью полиэтиленовой плёнки и ленты ПВХ. Приготовленный, как описано выше, эпоксидный компаунд заливают в муфту через литниковые отверстия по лотку до полного заполнения корпуса. На концы заземляющего провода надевают трубки ХВТ и соединяют их опрессовкой в медной гильзе. Место соединения изолируется лентой ПВХ.
Рабочее место убирается, на муфте закрепляется бирка с указанием на ней марки кабеля, сечения жил, напряжение, № кабельной линии, дата монтажа и фамилия кабельщика. На следующий день, если необходимо, муфту следует долить, снять с подставки и уложить на место.
Примечания: 1. Все процессы работы должны выполняться чистыми руками и чистыми инструментами.
2. Протирание рук и инструмента должно производиться бензином Б-70 или ацетоном.
2.2.2 Монтаж свинцовой соединительной муфты типа «СС». Методы и последовательность производства технологических операций.
Проверить, в соответствие с комплектовочной ведомостью, наличие вложенных в заводской комплект материалов.
Получить необходимые материалы не входящие в заводской комплект. Взять необходимый инструмент и приспособления.
По прибытии на место работы установить при необходимости палатку. Подготовить рабочее место. Разложить инструменты и приспособления.
Выложенные концы кабеля укладываются на подставку для удобства монтажа муфты. Концы кабеля отрезаются по центру монтируемой муфты. Места временной установки свинцовой трубы на кабале обворачиваются бумагой или ветошью. Один конец свинцовой трубы обсаживается до диаметра позволяющего надеть трубу на кабель и установить на обвёрнутую поверхность. Внутренняя поверхность свинцовой трубы протирается чистой ветошью. Труба устанавливается на подготовленное место. Концы кабеля разделываются так, как описано выше (Рис.2). Размер «О» равен 70 мм. Алюминиевая оболочка кабеля на расстоянии 40 мм от первого кольцевого надреза по всей поверхности облуживается припоем «А» и сверху этой «полуды» наносить слой припоя ПОССу. Заземляющий проводник не припаивается. Жилы кабеля изгибаются и соединяются (рис. 9).  Изолирование мест соединения комплектом бумажных роликов и рулонов производится в следующей последовательности:
Изолирование мест соединения комплектом бумажных роликов и рулонов производится в следующей последовательности:
· оголённый участок жилы между срезом фазной изоляции и местом соединения выматывается роликами шириной 5 мм до уровня фазной изоляции с каждой стороны соединения (рис. 11). Ролики разогреты до температуры 70-80о С.
· роликами шириной 10 мм выматываются ранее обмотанные участки с заходом 30-40 мм на фазную изоляцию до толщины равной диаметру соединения с каждой стороны. Этими же роликами наматывается ещё 6-7 слоёв над местом соединения и по ранее выполненной намотке.
· рулонную подмотку по намотанным ранее роликам выполняют специально подготовленным рулоном: специальным шаблоном из цилиндрической части рулона выдавливается конус длиной 40 мм. Рулон прикладывается к обмотанному роликами участку так, чтобы торец рулона с внутренним конусом совпадал с началом подмотки, конец подмотки роликами отмечается на рулоне, и в этом месте часть рулона с выдвинутым конусом отрезается ножницами НС-2. Шаблон (рис. 10) с конусом 20 мм сдвигают внутренние слои рулона со стороны отреза (рис.11).
Дата добавления: 2019-02-22; просмотров: 453; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!