Пример решения расчетно-графической контрольной работы
Задача
Методы контроля качества выбирают по степени ответственности конструкции. Согласно ТУ опора – ответственная конструкция. Швы должны быть прочными и не содержать как внешних, так и внутренних дефектов. Геометрические размеры шва должны соответствовать стандартам. Поэтому следует использовать: визуально-оптический – для выявления внешних дефектов; ультразвуковой и радиационный контроль – для выявления внутренних дефектов
Перед осмотром, швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва промывкой спиртом и травлением 10%-ным раствором азотной кислоты придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры. После использования кислоты нужно не забыть удалить ее спиртом во избежание разъедания металла.
Визуальный контроль сварных соединений выявляет, прежде всего, наружные дефекты - геометрические отклонения шва (высоты, ширины, катета), наружные поры и трещины, подрезы, непровары, наплывы.
Для эффективности контроля используют дополнительное местное освещение и лупу с 5-10 кратным увеличением. Лупа - очень полезный инструмент в данном случае, она помогает выявить многие дефекты, которые нельзя рассмотреть невооруженным глазом - тонкие волосяные трещины, выходящие на поверхность, пережег металла, малозаметные подрезы. Она позволяет также проследить, как ведет себя конкретная трещина в процессе эксплуатации - разрастается или нет.
|
|
|
При внешнем осмотре применяется также измерительный инструмент для замера геометрических параметров сварного соединения и дефектов - штангенциркуль, линейка, различные шаблоны.
Ультразвуковой способ использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие среды с разными акустическими свойствами. Посланная прибором ультразвуковая волна, пройдя металл, отражается от его нижней поверхности и возвращается обратно, фиксируясь датчиком. При наличии внутри металла дефекта, датчик отобразит искажение волны. Различные дефекты отображаются по-разному, что позволяет определенным образом классифицировать их.
Контроль качества сварных соединений с помощью ультразвуковых дефектоскопов в силу удобства его проведения получил очень широкое распространение - гораздо большее, чем магнитная и радиационная дефектоскопия. К его недостаткам относится сложность расшифровки сигнала (качественно сделать контроль сварного соединения способен только специалист, прошедший обучение), ограниченность использования для металлов с крупным зерном (аустенитные стали, чугун и пр.).
|
|
|
Радиационная дефектоскопия основана на способности рентгеновского и гамма-излучения проникать через металлы и фиксировать на фотопленке дефекты, встречающиеся на его пути. Недостатком радиационной дефектоскопии является дороговизна приборов и вредность для людей используемого радиационного излучения.Схема просвечивания сварного соединения наведена на рисунке 2.6
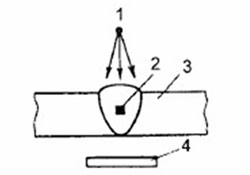
Рисунок 2.5 - Схема просвечивания сварного соединения: 1 – источник излучения, 2 - дефект, 3 - контролируемое изделие, 4 - детектор.
Дата добавления: 2019-02-22; просмотров: 111; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!