Допуски расположения поверхностей
Nbsp;
В. М. ВОЛКОВ, А. В. БОРОДИН, В. В. ИВАНОВ
ВЫБОР СТЕПЕНИ ТОЧНОСТИ ЗУБЧАТОЙ ПЕРЕДАЧИ И
РАЗРАБОТКА ЧЕРТЕЖА КОЛЕСА С ПРИМЕНЕНИЕМ САПР
ЧАСТЬ 1
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Омский государственный университет путей сообщения
В. М. Волков, А. В. Бородин, В. В. Иванов
ВЫБОР СТЕПЕНИ ТОЧНОСТИ ЗУБЧАТОЙ ПЕРЕДАЧИ И
РАЗРАБОТКА ЧЕРТЕЖА КОЛЕСА С ПРИМЕНЕНИЕМ САПР
Часть 1
| Утверждено редакционно-издательским советом университета в качестве методических указаний к выполнению расчетно-графической работы по дисциплинам «Взаимозаменяемость» и «Метрология, стандартизация и сертификация» для студентов механического и теплоэнергетического факультетов |
УДК 621.88.084:621.713.24
ББК 34.417.2
В76
Выбор степени точности зубчатой передачи и разработка чертежа колеса с применением САПР. Часть 1: Методические указания к выполнению расчетно-графической работы / В. М. Волков, А. В. Бородин, В. В. Иванов; Омский гос. ун-т путей сообщения. Омск, 2010. 28 с.
Приведены сведения о зубчатых передачах, даны рекомендации по конструированию зубчатых колес, выбору точности посадочных и свободных размеров, назначению параметров шероховатости, расчету допусков формы и расположения поверхностей. Представлена последовательность заполнения таблицы на чертеже зубчатого колеса с выбором данных для контроля параметров колеса при его изготовлении.
|
|
|
Предназначены для студентов второго и третьего курсов механического и теплоэнергетического факультетов очной формы обучения.
Библиогр.: 8 назв. Табл. 12. Рис. 8.
Рецензенты: доктор техн. наук, профессор В. А. Нехаев;
канд. техн. наук, доцент В. Б. Масягин.
__________________________
| Ó Омский гос. университет | |
|
|
ОГЛАВЛЕНИЕ
Введение. 5
1. Степени точности и виды сопряжений зубчатых передач и колес. 6
2. Обозначение точности зубчатых передач и колес. 7
3. Основные размеры зубчатого колеса. 8
4. Выбор степени точности и вида сопряжения. 11
5. Точность размеров. 15
6. Шероховатость поверхностей. 16
7. Допуски формы и расположения поверхностей. 19
7.1. Базирование. 19
7.2. Допуски формы поверхностей. 20
7.3. Допуски расположения поверхностей. 20
8. Таблица чертежа зубчатого колеса. 22
8.1. Основные данные. 23
8.2. Данные для контроля. 23
8.2.1. Постоянная хорда зуба  и высота до постоянной хорды
и высота до постоянной хорды  .... 24
.... 24
|
|
|
8.2.2. Длина общей нормали W... 24
8.3. Справочные данные. 26
9. Технические требования. 26
Библиографический список. 27
ВВЕДЕНИЕ
Зубчатые передачи предназначены для передачи крутящего момента от одного вала к другому при заданном передаточном отношении и для передачи движения между параллельными (цилиндрические зубчатые передачи), пересекающимися (конические зубчатые передачи) и скрещивающимися осями (червячные передачи).
В настоящее время в машиностроении наибольшее распространение получили передачи зубчатые цилиндрические, конические и червячные с модулем от одного миллиметра и более. Требования к зубчатым передачам регламентируются государственными стандартами.
Точность изготовления зубчатых колес оказывает значительное влияние на их работоспособность, так как погрешности, возникающие при зубообработке, вызывают вибрацию, шум, неравномерность вращения и другие нарушения условий нормальной работы зубчатой передачи.
Для обеспечения работоспособности зубчатых передач в заданных условиях необходимо знать, какие основные эксплуатационные показатели определяют точность передач в конкретном случае. По эксплуатационному назначению выделяют четыре основные группы зубчатых передач: отсчетные, скоростные, силовые и общего назначения.
|
|
|
В данных методических указаниях описываются методика расчета геометрических параметров зубчатых цилиндрических колес и точности работы зубчатой передачи, методика выбора точностных показателей размеров колес, а также параметров шероховатости и допусков формы и расположения поверхностей различных элементов зубчатых колес.
Цель методических указаний – помочь студентам приобрести практические навыки расчета размеров зубчатых колес, выбора точности передачи, подбора параметров шероховатости и допусков формы и расположения поверхностей.
1. СТЕПЕНИ ТОЧНОСТИ И ВИДЫ СОПРЯЖЕНИЙ
ЗУБЧАТЫХ ПЕРЕДАЧ И КОЛЕС
При изготовлении зубьев зубчатых колес применяются различные методы обработки, в результате которых возникают погрешности разного вида. Особенности зубообработки, а также инструментальные возможности измерения показателей точности зубчатых колес отражены в нормах точности. Точность зубчатых передач и колес регламентирована ГОСТ 1643-81 (при модуле более 1 мм) и ГОСТ 9184-81 (при модуле менее 1 мм).
С учетом назначения зубчатых передач стандартами предусмотрены три группы норм точности, взаимосвязанные между собой: кинематической точности; плавности работы; контакта зубьев.
|
|
|
Стандартами установлены 12 степеней точности зубчатых колес и передач, обозначенных в порядке убывания точности цифрами: 1, 2, 3, …, 12, причем для 1-й и 2-й степеней точности цилиндрических зубчатых передач и для
1 – 3-й степеней точности конических передач допуски и предельные отклонения пока не предусмотрены (они зарезервированы для перспективного развития).
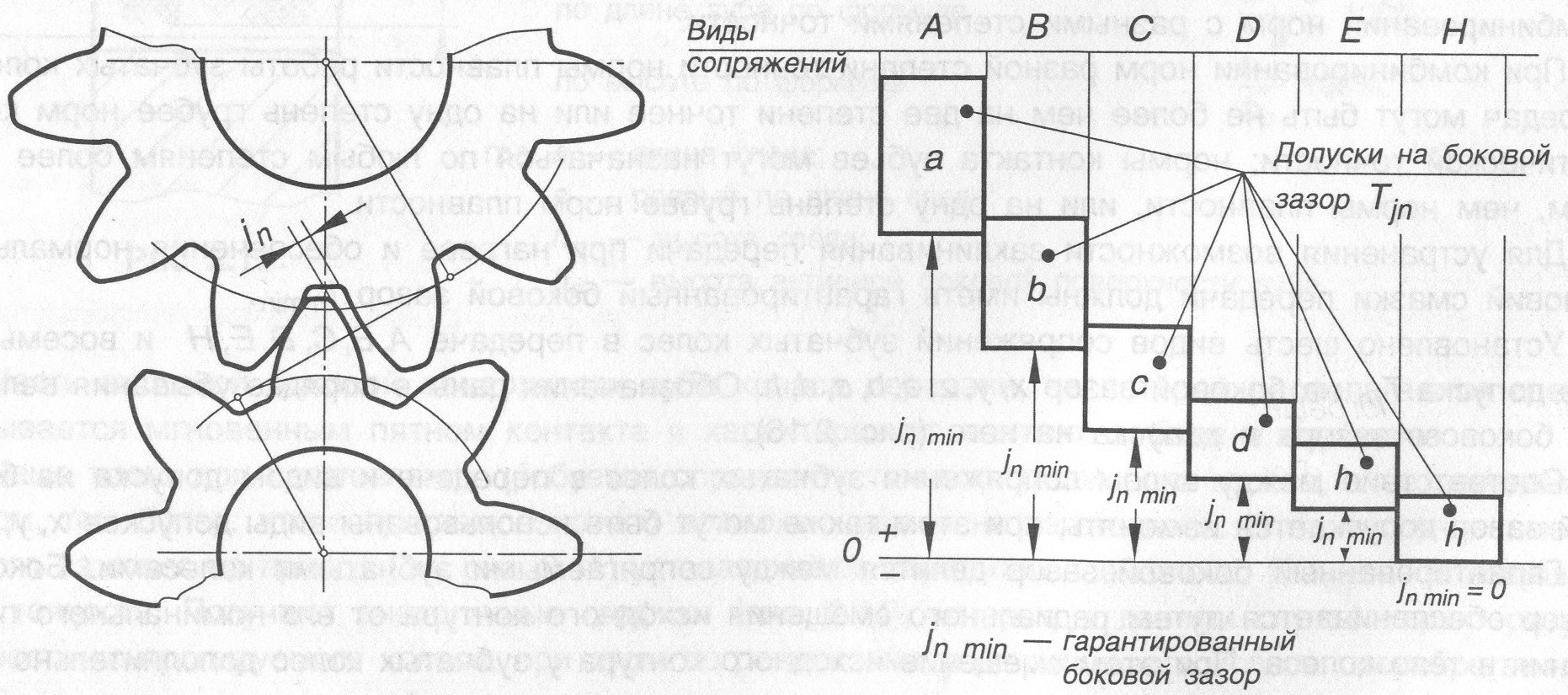
К зубчатым колесам в зависимости от их функционального назначения предъявляются разные требования, поэтому стандартами разрешается применять неодинаковые степени точности для разных норм точности. Например, для цилиндрических зубчатых колес допускается, чтобы нормы плавности работы колес и передач могли быть не более чем на две степени точнее или на одну степень грубее норм кинематической точности, а нормы контакта зубьев можно назначать по любым степеням, более точным, чем нормы плавности, и на одну ступень грубее норм плавности. Для нормальной работы передачи необходимо, чтобы между нерабочими профилями зубьев существовал зазор, который называется боковым зазором (рис. 1.1), причем важно его наименьшее значение.
Независимо от степени точности по гарантированному (наименьшему) боковому зазору fn min стандартами предусмотрены шесть видов сопряжения:
с нулевым боковым зазором – Н, весьма малым – Е, малым – D, уменьшен-
ным – С, нормальным – В, увеличенным – А (рис. 1.2).
Кроме видов сопряжения установлены восемь видов допуска на боковой зазор  : h, d, c, b, a, z, y, x (в порядке возрастания значения). При отсутствии специальных требований для каждого вида сопряжения используется определенный вид допуска, обозначаемый строчной буквой, аналогичной букве вида сопряжения ( А – a, В – b, С – c, D – d, Е и H – h). При необходимости соответствие видов допуска и сопряжения можно нарушать (например, для C – d и т. д.).
: h, d, c, b, a, z, y, x (в порядке возрастания значения). При отсутствии специальных требований для каждого вида сопряжения используется определенный вид допуска, обозначаемый строчной буквой, аналогичной букве вида сопряжения ( А – a, В – b, С – c, D – d, Е и H – h). При необходимости соответствие видов допуска и сопряжения можно нарушать (например, для C – d и т. д.).
|
|
| Рис. 1.1 | Рис. 1.2 |
Для цилиндрических зубчатых передач стандартом установлены шесть классов отклонения межосевого расстояния, они обозначаются римскими цифрами от I до VI, обычно каждый класс отклонения соответствует виду сопряжения, т. е. А – VI, В – V, С – IV, D – III, Е и Н – II. Для мелкомодульных передач видам сопряжения Е и Н соответствует I класс отклонения межосевого расстояния (допускается это соответствие нарушать).
2. ОБОЗНАЧЕНИЕ ТОЧНОСТИ ЗУБЧАТЫХ ПЕРЕДАЧ И КОЛЕС
Точность изготовления зубчатых колес и передач задают степенью точности, а требования к боковому зазору – видом сопряжения по нормам бокового зазора. Обозначение точности в обязательном порядке указывается на чертеже в таблице, расположенной в его правом верхнем углу.
В условных обозначениях точности зубчатых и червячных колес и передач сначала указываются степень точности по нормам кинематической точности, затем – по нормам плавности работы и контакта зубьев, а также вид сопряжения и вид допуска на боковой зазор. Кроме того, для цилиндрических зубчатых передач указывается класс отклонения межосевого расстояния. Следует отметить, что обозначения точности зубчатого колеса и зубчатой передачи одинаковы.
Пример наиболее полного условного обозначения точности цилиндрической зубчатой передачи: 7–6–7–Ва/VI ГОСТ 1643-81, где 7 – степень по нормам кинематической точности; 6 – степень по нормам плавности работы; 7 – степень по нормам контакта зубьев; В – вид сопряжения; а – вид допуска на боковой зазор, не соответствующий виду сопряжения. Если вид допуска на боковой зазор соответствует виду сопряжения, то он в условном обозначении не указывается; VI – класс отклонения межосевого расстояния, не соответствующий виду сопряжения. Если класс отклонения межосевого расстояния соответствует виду сопряжения (в данном случае – класс V), то он в условном обозначении не указывается.
Если в цилиндрических зубчатых передачах по каким-либо нормам точность не нормируется, то вместо номера степени точности ставится буква N, например: 7–6–N–В ГОСТ 1643-81.
Если по всем нормам точности выбирается одна степень точности, то условное обозначение передачи является наиболее кратким, например, для цилиндрической зубчатой передачи при соответствии допуска бокового зазора и класса отклонения межцентрового расстояния записывают: 8–В ГОСТ 1643-81.
3. ОСНОВНЫЕ РАЗМЕРЫ ЗУБЧАТОГО КОЛЕСА
Размеры зубчатого колеса (рис. 3.1) могут быть известны заранее по предыдущим расчетам или приняты по натурным образцам. Исходные данные для расчета основных геометрических размеров цилиндрического зубчатого колеса приведены во второй части методических указаний (прил. 1). Этот расчет необходимо выполнять в следующем порядке:
делительный диаметр вычисляется по формуле:
 , ,
| (3.1) |
где m – модуль передачи, мм; z – число зубьев; b – угол наклона линии зуба, град;
диаметр окружности вершин зубьев –
 ; ;
| (3.2) |
диаметр окружности впадин –
 ; ;
| (3.3) |
диаметр посадочного отверстия –
 ; ;
| (3.4) |
диаметр ступицы –
 ; ;
| (3.5) |
длина ступицы –
 . .
| (3.6) |
Ширину зубчатого венца можно принять равной величине посадочного отверстия:
 . .
| (3.7) |
| Если
Диаметр обода колеса –
| ||||
| Рис. 3.1 |
 окажется меньше ширины зубчатого венца B, то следует принять
окажется меньше ширины зубчатого венца B, то следует принять 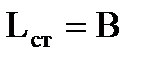 . Значение длины и диаметра ступицы следует согласовать со стандартными значениями, приведенными в табл. 3.1 (ГОСТ 6636-69). Толщина обода колеса рассчитывается по формуле:
. Значение длины и диаметра ступицы следует согласовать со стандартными значениями, приведенными в табл. 3.1 (ГОСТ 6636-69). Толщина обода колеса рассчитывается по формуле:
Таблица 3.1
Нормальные линейные размеры, мм (ГОСТ 6636-69)
| 3,2 | 5,6 | 10 | 18 | 32 | 56 | 100 | 180 | 320 | 560 |
| 3,4 | 6,0 | 10,5 | 19 | 34/35 | 60/62 | 105 | 190 | 340 | 600 |
| 3,6 | 6,3 | 11 | 20 | 36 | 63/65 | 110 | 200 | 360 | 630 |
| 3,8 | 6,7 | 11,5 | 21 | 38 | 67/70 | 120 | 210 | 380 | 670 |
| 4,0 | 7,1 | 12 | 22 | 40 | 71/72 | 125 | 220 | 400 | 710 |
| 4,2 | 7,5 | 13 | 24 | 42 | 75 | 130 | 240 | 420 | 750 |
| 4,5 | 8,0 | 14 | 25 | 45/47 | 80 | 140 | 250 | 450 | 800 |
| 4,8 | 8,5 | 15 | 26 | 48 | 85 | 150 | 260 | 480 | 850 |
| 5,0 | 9,0 | 16 | 28 | 50/52 | 90 | 160 | 280 | 500 | 900 |
| 5,3 | 9,5 | 17 | 30 | 53/55 | 95 | 170 | 300 | 530 | 950 |
Примечание. Под косой чертой приведены размеры посадочных мест для подшипников качения.
Диаметр окружности, по которому располагаются центры технологических отверстий, вычисляется по формуле:

| (3.10) |
Диаметр технологических отверстий, предназначенных для уменьшения массы колеса и транспортировки, принимается из интервала
|
Толщина диска колеса рассчитывается по уравнению:
| (3.11) |
Если в результате расчета толщина диска получилась менее 10 мм, то ее следует принять равной 10 мм.
Значения диаметра посадочного отверстия D, ширины зубчатого венца B, диаметра dст и длины Lст ступицы, диаметра обода колеса Dоб, координатного диаметра технологических отверстий Dотв, диаметра технологических отверстий dотв и толщины диска C следует округлять до стандартных значений из ряда нормальных линейных размеров, приведенных в табл. 3.1 (ГОСТ 6636-69).
На торцах зубчатого венца выполняются фаски в зависимости от величины делительного диаметра d (табл. 3.2).
Таблица 3.2
Размеры фасок торца зубчатого колеса (ГОСТ 10948-64)
| d, мм | 30 – 40 | 40 – 50 | 50 – 80 | 80 – 120 | 120 – 150 | 150 – 250 |
| f, мм | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 |
Размер фасок посадочного отверстия и торца ступицы f1 может быть принят в соответствии с ГОСТ 12080-66 как для цилиндрических валов в зависимости от диаметра D (табл. 3.3).
Таблица 3.3
Размеры фасок торца ступицы
| D, мм | 20 – 28 | 28 – 45 | 45 – 80 | 80 – 120 | 120 – 150 |
| f1, мм | 1,0 | 1,6 | 2,0 | 2,5 | 3,0 |
Размеры шпонки, шпоночного паза (ширина bи глубина t2) выбираются по стандарту в зависимости от типа шпонки и диаметра отверстия: для призматических шпонок – по ГОСТ 23360-78 [3, табл. 9.1, с. 204], сегментных – по
ГОСТ 24071-80 [3, табл. 9.3, с. 207]. Для призматических шпонок размеры приведены во второй части методических указаний (прил. 2).
Для обеспечения свободной выемки заготовки зубчатого колеса из штампа штамповочные уклоны g и радиусы R закругления принимаются более 7° и
6 мм соответственно.
4. ВЫБОР СТЕПЕНИ ТОЧНОСТИ И ВИДА СОПРЯЖЕНИЯ
Степень точности назначается на основе конкретных условий работы зубчатой передачи и предъявляемых к ней требований. При выборе степени точности может быть применен расчетный, опытный или табличный метод.
Расчетный метод. Степень точности определяется на основе кинематического расчета погрешности всей передачи и допустимого угла рассогласования по нормам кинематической точности; расчета динамики передачи, вибрации и шума по нормам плавности работы; расчета на контактную прочность и долговечность по нормам контакта зубьев. Методики расчета приводятся в отраслевых стандартах.
Опытный метод. Степень точности проектируемой передачи принимается аналогичной степени работающей передачи при наличии положительного опыта эксплуатации.
Табличный метод. При выборе степени точности принимаются во внимание обобщенные рекомендации и таблицы, в которых содержатся примерные значения окружной скорости для каждой степени точности и примеры использования норм точности (табл. 4.1).
Таблица 4.1
Рекомендации по выбору степени точности зубчатых передач
| Степень точности | Условия работы и применение зубчатых колес | Окружная скорость зубчатого колеса, м/с | |
| прямозубое | косозубое | ||
| 6-я (высокоточная) | Плавная работа на высокой скорости; в делительных механизмах и отсчетных устройствах | Св. 10 – до 15 | Св. 15 – до 30 |
| 7-я (точная) | Повышенная скорость и умеренная мощность; колеса подач в металлорежущих станках, колеса скоростных редукторов, в автостроении | Св. 6 – до 10 | Св. 10 – до 25 |
| 8-я (средняя) | Средняя скорость, небольшая перегрузка; для общего машиностроения, передач станков и нормальных редукторов, грузоподъемных устройств, в авто- и тракторостроении | Св. 2 – до 6 | Св. 4 – до 10 |
| 9-я (пониженная) | Низкая скорость; для открытых или малонагруженных передач, выполненных по конструктивным соображениям бóльшими, чем следует из расчета | До 2 | До 4 |
Окружная скорость вычисляется по формуле:
 , ,
| (4.1) |
где d – делительный диаметр колеса, мм; n – частота вращения колеса, об/мин.
Вид сопряжения выбирается в зависимости от минимального значения бокового зазора  , который должен учитывать слой смазки между зубьями и температурную деформацию вследствие нагрева передачи и корпуса:
, который должен учитывать слой смазки между зубьями и температурную деформацию вследствие нагрева передачи и корпуса:

| (4.2) |
где V – значение зазора, необходимого для размещения слоя смазки;  – коэффициенты линейного расширения материала колес и корпуса, выбираются из данных табл. 4.2;
– коэффициенты линейного расширения материала колес и корпуса, выбираются из данных табл. 4.2;  – значения температуры, при которых рассчитывается боковой зазор, °С;
– значения температуры, при которых рассчитывается боковой зазор, °С;  – угол профиля эвольвентного зацепления зубьев (в большинстве случаев α = 20°),
– угол профиля эвольвентного зацепления зубьев (в большинстве случаев α = 20°),
 , ,
| (4.3) |
где m – модуль передачи, мм.
Для быстроходных передач берутся большие значения интервала, для тихоходных – меньшие.
Таблица 4.2
Значения коэффициента линейного расширения α материалов
| Марка материала | α, 10-3 | Марка материала | α, 10-3 | Марка материала | α, 10-3 |
| 1 | 2 | 1 | 2 | 1 | 2 |
| Ст. 4 | 11,66 | Сталь 15ХМ | 11,90 | АЛ3 | 22,00 |
| Сталь 20 | 11,16 | Сталь 20ХМ | 12,10 | А; АМг | 24,00 |
| Сталь 30 | 11,09 | Сталь 35ХМ | 12,30 | БрОФ10-1 | 17,00 |
| Сталь 40 | 11,21 | Сталь 15ХМ | 11,90 | БрОЦС6-6-3 | 17,10 |
| Сталь 45 | 11,59 | Сталь 40ХН | 11,70 | БрАЖН10-4-4 | 17,10 |
| Окончание табл. 4.2 | |||||
| 1 | 2 | 1 | 2 | 1 | 2 |
| Сталь 50 | 12,00 | Сталь Х12М | 11,20 | БрАЖН11-6-6 | 14,90 |
| Сталь 15Х | 11,30 | Сталь Х18Н25С2 (нержавеющая) | 14,20 | Л62 | 20,00 |
| Сталь 20Х | 11,30 | Дюралюминий Д1; Д16; Д18 | 12,90 | Л70; Л80 | 18,80 |
| Сталь 30Х | 12,20 | Авиаль АВ | 23,50 | Чугун | 8,70 – 11,1 |
| Сталь 15М | 12,00 | АЛ1 | 22,30 | ||
| Сталь 20М | 11,20 | АЛ2; АЛ4; АЛ6 | 20,00 | ||
Материалы для колес и корпуса студенты выбирают самостоятельно, однако следует помнить о том, что зубчатые колеса изготавливаются из качественной углеродистой или легированной стали, которые хорошо сопротивляются контактно-усталостным повреждениям на поверхности зубьев. Корпус выполняется из материала, имеющего хорошие литейные свойства (чугун, алюминиевые сплавы). Вид сопряжения выбирается по значению (табл. 4.3).
Таблица 4.3
Значения гарантированного бокового зазор ,
предельные отклонения межосевого расстояния 
| Вид сопря-жения | Класс отклонения меж- осевого расстояния | Обозначение параметра | Межосевое расстояние aω, мм | |||||||
| до 80 | 80 –125 | 125 –180 | 180 –250 | 250 –315 | 315 –400 | 400 –500 | 500 –630 | |||
| Н Е D С В А | I II III IV V VI | γn min, мкм | 0 30 46 74 120 190 | 0 35 54 87 140 220 | 0 40 63 100 160 250 | 0 46 72 115 185 290 | 0 52 81 130 210 320 | 0 63 89 140 230 360 | 0 63 97 155 250 400 | 0 70 110 175 280 440 |
| – Н, Е D С В А | I II III IV V IV | ± fа, мкм | 10 16 22 35 60 100 | 11 18 28 45 70 110 | 12 20 30 50 80 120 | 14 22 35 55 90 140 | 16 25 40 60 100 160 | 18 28 45 70 110 180 | 20 30 50 80 110 200 | 22 35 55 90 140 220 |
5. ТОЧНОСТЬ РАЗМЕРОВ
Точность выполнения того или иного элемента зубчатого колеса определяется расчетом или выбирается по обобщенным рекомендациям.
Диаметр отверстия. Зубчатое колесо насаживается на вал по стандартной переходной или неподвижной посадке, но поскольку предпочтительнее применять систему отверстия, то в данной работе достаточно выбрать только квалитет. Для зубчатых или червячных колес применяются поля допусков средней точности, т. е. Н6, Н7, Н8. Отклонения и допуски принимаются по данным ГОСТ 25346-89 или методических указаний [5].
Диаметр окружности вершин зубьев. Этот диаметр в работе зацепления не участвует, т. е. не сопряжен с поверхностями других деталей, поэтому высокой точности по диаметру da не требуется и предельные отклонения обычно соответствуют полям допусков h12, h13, h14 в зависимости от модуля зацепления: при
m < 2,5 мм принимается h12; при m = 2,5 – 6,3 мм – h13; при m > 6,3 мм – h14.
Ширина венца (длина ступицы). Часто этот размер является составляющим в размерной цепи, поэтому отклонения и допуск для него определяются расчетом. Если расчет не производится, то ширина венца колеса считается свободным размером.
Ширина шпоночного паза. Для шпоночных соединений предусмотрено три вида соединения: свободное, нормальное, плотное. Свободное соединение применяется для получения посадок с гарантированным зазором, обеспечивающим надежную работу с направляющей шпонкой; нормальное – для получения соединения в условиях массового и серийного производства; плотное – для обеспечения надежной работы при реверсивном режиме, а также для получения неподвижного соединения при сборке в условиях единичного и мелкосерийного производства. Для паза втулки, т. е. для зубчатого колеса, предусмотрены поля допусков: D10 – свободное, Js9 – нормальное, Р9 – плотное. Вид соединения студенты выбирают самостоятельно.
Глубина шпоночного паза. На глубину шпоночного паза втулки t2 установлены отклонения 0,1 – 0,3 мм в зависимости от высоты шпонки (табл. 5.1). Поскольку глубину шпоночного паза втулки  неудобно контролировать, то на чертеже предпочтительно указывать размер (D + ) с отклонениями.
неудобно контролировать, то на чертеже предпочтительно указывать размер (D + ) с отклонениями.
Таблица 5.1
Предельные отклонения глубины пазов и размеров, связанных с глубиной паза, мм
| Высота шпонки | Предельные отклонения размера | ||
| t2 | d – t1 | t2 или D + t2 | |
| От 2 – до 6 | +0,1 0 | 0 –0,1 | +0,1 0 |
| Св. 6 – до 18 | +0,2 0 | 0 –0,2 | +0,2 0 |
| Св. 18 – до 50 | +0,3 0 | 0 –0,3 | +0,3 0 |
Примечание. Допускается вместо размеров t1 и t2 контролировать размеры d – t1 и D + t2.
Свободные размеры. Размеры, по которым не происходит сопряжение поверхностей, называются свободными, и для них устанавливаются отклонения или по квалитетам, или по специальным классам точности в соответствии с требованиями ГОСТ 25670-83. В этом случае на чертеже проставляются только номинальные размеры, а сведения о точности указываются в технических требованиях на чертеж, например: «Неуказанные предельные отклонения размеров: отверстий – по Н14, валов – по h14, остальных – ± t/2 среднего класса
точности».
По ГОСТ 25670-83 предусмотрены четыре класса точности: «точный», «средний», «грубый» и «очень грубый». Допуски обозначаются буквой t с индексом 1, 2, 3 или 4 соответственно для перечисленных выше классов точности (t1, t2, t3, t4).
Для металлических деталей, полученных резанием, рекомендуется применять 13-й, 14-й квалитеты и класс точности «средний».
6. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
Шероховатость поверхности является одной из основных геометрических характеристик качества поверхности деталей и оказывает существенное влияние на их эксплуатационные показатели. Термины, определения и параметры шероховатости регламентированы ГОСТ 25142-82 и 2789-73.
Для качественной оценки и нормирования шероховатости поверхности установлены шесть параметров: три высотных (Rа, Rz, Rmax), два шаговых (Sm, S) и относительная опорная длина профиля (tp).
Выбор конкретных параметров зависит от назначения узла, материала и способов изготовления деталей.
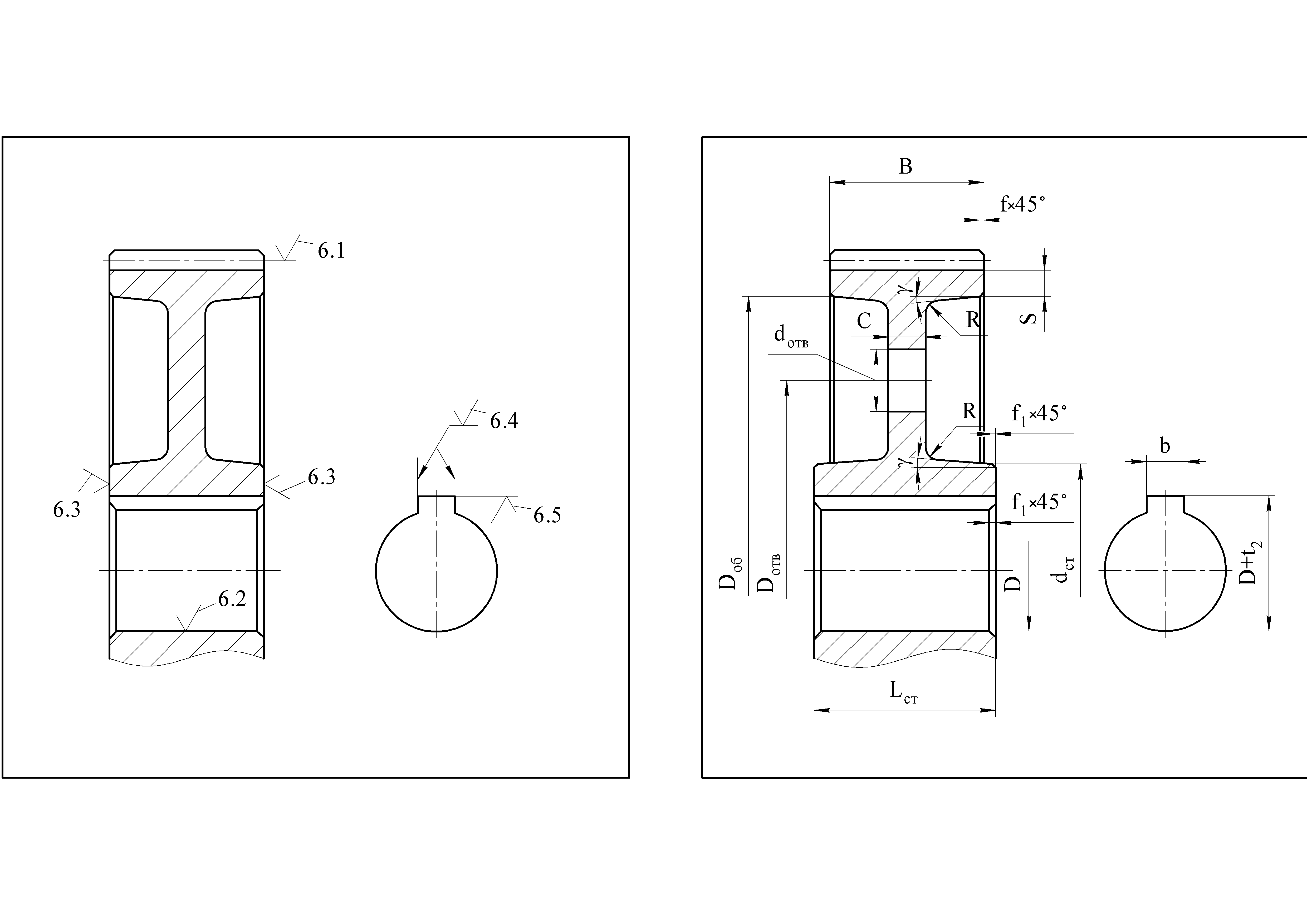
Шероховатость профиля зубьев колеса. Среднеарифметическая высота неровностей Rа может быть выбрана из данных табл. 6.1 в зависимости от степени точности по нормам плавности. Значение выбранного параметра согласовывается со стандартным значением шероховатости по ГОСТ 2789-73
(табл. 6.3). На чертеже зубчатого колеса выбранный параметр указывается на позиции 6.1 (рис. 6.1).
Таблица 6.1
Значения шероховатости Rа профиля зубьев (витков), мкм
| Передача | Степень точности по нормам плавности | ||||
| 6-я | 7-я | 8-я | 9-я | ||
| Шероховатость, мкм | |||||
| Цилиндрическая | 0,63 – 0,32 | 1,25 – 0,32 | 2,5 – 0,63 | 5,0 – 2,5 | |
| Коническая | 0,63 – 0,32 | 0,63 – 0,32 | 1,25 – 0,63 | 5,0 – 1,25 | |
| Червячная | колесо | 0,63 – 0,32 | 1,25 – 0,32 | 2,5 – 0,63 | 5,0 – 2,5 |
| червяк | 0,63 – 0,32 | 0,63 – 0,32 | 1,25 – 0,63 | 2,5 – 1,25 | |
Шероховатость посадочного отверстия. Выбирается по данным, приведенным во второй части методических указаний (прил. 3), в зависимости от диаметра отверстия и выбранного квалитета. Выбранное значение параметра
округляется до ближайшего стандартного значения шероховатости, приведенного в табл. 6.3 (ГОСТ 2789-73). На чертеже зубчатого колеса выбранный параметр указывается на позиции 6.2 (см. рис. 6.1).
Шероховатость торца ступицы зубчатого колеса. Торцы ступицы зубчатых и червячных колес, если они базируются по торцам заплечников вала, принимаются в зависимости от отношения длины ступицы к диаметру посадочного отверстия Lст / D: если Lст / D < 0,8, то Rа = 1,6 мкм, если Lст / D ≥ 0,8, то Rа = 3,2 мкм. На чертеже зубчатого колеса выбранный параметр указывается на позиции 6.3 (см. рис. 6.1).
Шероховатость поверхностей шпоночного паза. Среднеарифметическая высота для соединения с призматической и сегментной шпонками выбирается по данным табл. 6.2.
| Значения выбранных параметров согласовываются со стандартными значениями шероховатости по ГОСТ 2789-73 (см. табл. 6.3). На чертеже зубчатого колеса выбранные параметры указываются на позициях 6.4 и 6.5 (см. рис. 6.1) для рабочей и нерабочей поверхностей шпоночного паза соответственно. | 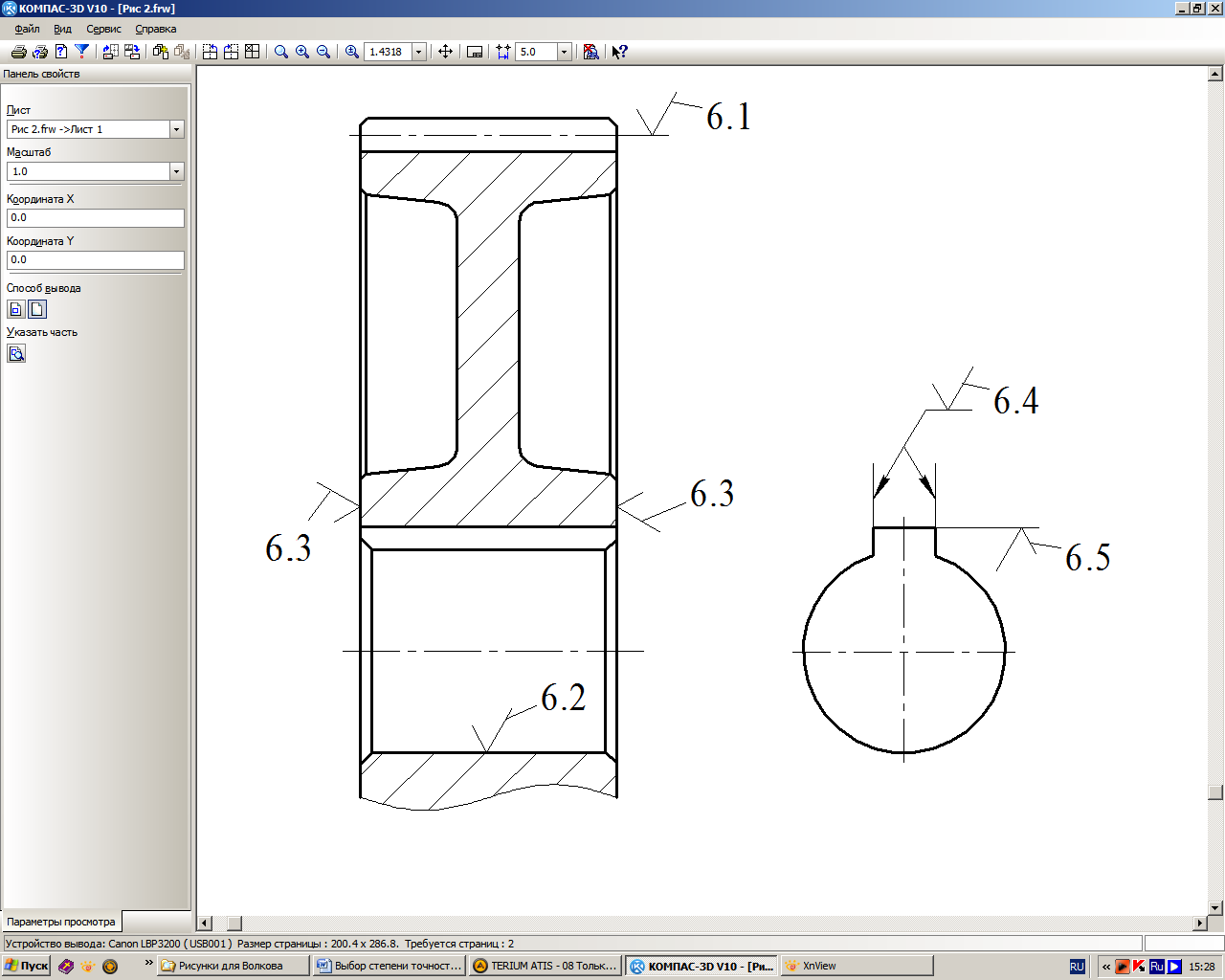
|
|
| Рис. 6.1 | ||
Таблица 6.2
Значения шероховатости поверхностей шпоночного паза Rа, мкм
| Соединение | Поверхность | Паз вала | Паз втулки |
| Неподвижное | Рабочая | 5,0 – 1,25 | 5,0 – 1,25 |
| Нерабочая | 10,0 – 5,0 | 20,0 – 10,0 | |
| С направляющей шпонкой | Рабочая | 5,0 – 1,25 | 2,5 – 0,63 |
| Нерабочая | 10,0 – 5,0 | 20,0 – 10,0 |
Шероховатость остальных поверхностей (впадины и вершины зубьев, фаски и т. д.) проставляется в правом верхнем углу чертежа. Величина знака в скобках такая же, как и на изображении детали, а перед скобкой – примерно в полтора раза больше. Численное значение параметра шероховатости должно быть больше значения любого параметра на изображении детали.
Следует учесть, что при пользовании таблицами, где указаны пределы значений какого-либо параметра шероховатости, лучше ориентироваться на середину интервала, но конкретное значение параметра должно быть согласовано со стандартным (см. табл. 6.3).
Таблица 6.3
Стандартные значения среднего арифметического
отклонения профиля Rа (ГОСТ 2789-73), мкм
| – – | [100] | 10,0 | 1,00 | [0,100] | 250 | [25] | 2,5 | 0,25 | [0,025] |
| 80 | 8,0 | [0,80] | 0,080 | 200 | 20 | 2,0 | [0,20] | 0,020 | |
| 63 | [6,3] | 0,63 | 0,063 | 160 | 16 | [1,6] | 0,160 | 0,016 | |
| [50] | 5,0 | 0,50 | [0,050] | 125 | [12,5] | 1,25 | 0,125 | [0,012] | |
| [400] | 40 | 4,0 | [0,40] | 0,040 | 0,010 | ||||
| 320 | 32 | [3,2] | 0,32 | 0,032 | 0,008 | ||||
| Примечание. Значение в квадратных скобках – предпочтительное. | |||||||||
7. ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Поверхности деталей, полученные после окончательной обработки,
всегда отличаются от номинальных, заданных чертежом и технической документацией как по форме, так и по расположению. Отклонения формы и расположения поверхностей искажают посадку соединения, снижают точность изделия, увеличивают трудоемкость сборки, поэтому отклонения формы и расположения поверхностей должны быть ограничены допусками (рис. 7.1).
Базирование
Отклонения и допуски отсчитываются от прилегающей поверхности, имеющей форму номинальной, а допуски расположения поверхностей – от базового элемента.
Базой называется элемент детали (сочетание элементов), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяются отклонения расположения рассматриваемого элемента. Базой может являться плоскость или ось симметрии, поверхность или ось цилиндрической детали, ось нескольких поверхностей вращения. По назначению базы могут быть конструкторскими, технологическими и измерительными. Наиболее оптимальным вариантом выбора считается тот, когда все три базы совпадают, т. е. соблюдается принцип единства баз.
База обозначается равносторонним зачерненным треугольником ( 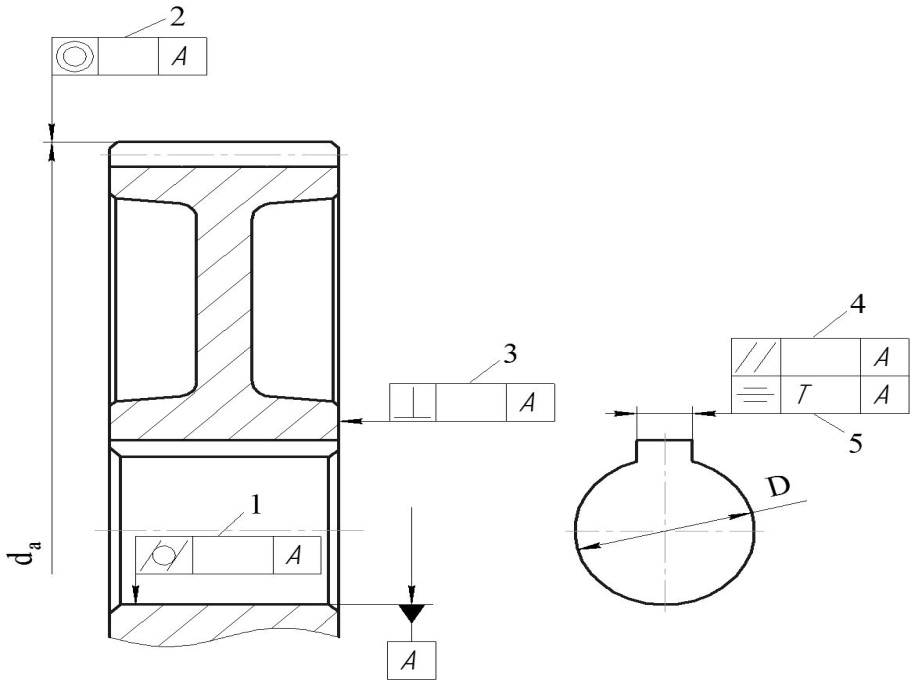 ), прилегающим одной из сторон к базовому элементу.
), прилегающим одной из сторон к базовому элементу.
Если деталь имеет простую форму, то база соединяется тонкой ломаной линией с нормируемой поверхностью, а если деталь более сложная, то базовый элемент лучше обозначить прописной буквой и дать на нее ссылку в обозначении допуска расположения (  ). Для цилиндрического или конического колеса за базу можно выбрать поверхность или ось посадочного отверстия. ). Для цилиндрического или конического колеса за базу можно выбрать поверхность или ось посадочного отверстия.
| 
|
| |
| Рис. 7.1 | |||
Допуски формы поверхностей
Допуск цилиндричности посадочного отверстия. Этот допуск определяется в зависимости от допуска посадочного отверстия:
TÓ =  . .
| (7.1) |
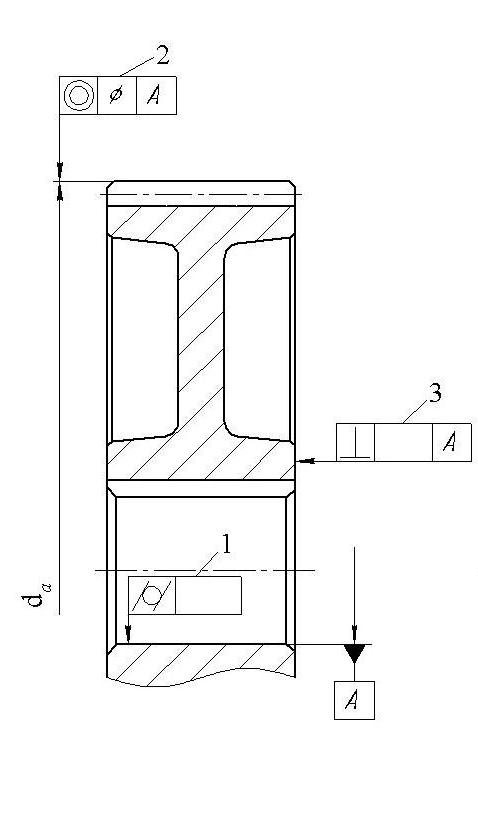
Вычисленное значение допуска округляется до стандартного числового значения по табл. 7.1 (ГОСТ 24643-81). На чертеже зубчатого колеса выбранный допуск указывается на позиции 1 (см. рис. 7.1). Больше допусков формы на чертеже не будет.
Допуски расположения поверхностей
Допуск соосности наружного цилиндра (наружной поверхности зубчатого венца). Данный допуск определяется в зависимости от частоты вращения n:
TØ =  . .
| (7.2) |
Этот допуск может быть задан в диаметральном (полном) или радиусном (половинном) выражении, поэтому перед значением допуска ставится соответствующий знак (Æ или R). Если n < 1000 об/мин, то допуск соосности не нормируется. Вычисленное значение допуска согласовывается со стандартным числовым значением по табл. 7.1 (ГОСТ 24643-81). На чертеже зубчатого колеса выбранный допуск указывается на позиции 2 (см. рис. 7.1).
Таблица 7.1
Стандартные значения допусков формы, допусков расположения и
суммарных допусков формы и расположения (ГОСТ 24643-81), мкм
| 0,1 | 0,12 | 0,16 | 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 |
| 1 | 1,2 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 |
| 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 |
| 100 | 120 | 160 | 200 | 250 | 300 | 400 | 500 | 600 | 800 |
| 1 000 | 1 200 | 1 600 | 2 000 | 2 500 | 3 000 | 4 000 | 5 000 | 6 000 | 8 000 |
| 10 000 | 12 000 | 16 000 | – | – | – | – | – | – | – |
Допуск перпендикулярности торцов колеса. Этот допуск нормируется при отношении длины ступицы к диаметру посадочного отверстия (Lст / D) ≥ 0,7. Значение допуска выбирается из данных табл. 7.2 в зависимости от степени точности допуска: при базировании шариковых подшипников – 8, роликовых – 7.
Значение допуска обычно выбирается по диаметру ступицы колеса dст, но если колесо не имеет явно выраженной ступицы или выточек, то допуск определяется в зависимости от условного диаметра, который нужно задать. В этом случае значение принятого диаметра (например, 63 мм) заносится в рамку после значения допуска через дробную черту ( 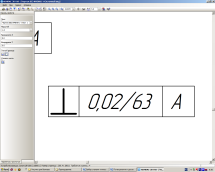 ).
).
Допуск параллельности торцов колеса. Этот допуск нормируется при отношении длины ступицы к диаметру посадочного отверстия (Lст / D) < 0,7. Значение допуска выбирается из данных табл. 7.1 в зависимости от степени точности допуска: при базировании шариковых подшипников – 7, роликовых – 6.
На чертеже зубчатого колеса выбранный допуск перпендикулярности или параллельности указывается на позиции 3 (см. рис. 7.1).
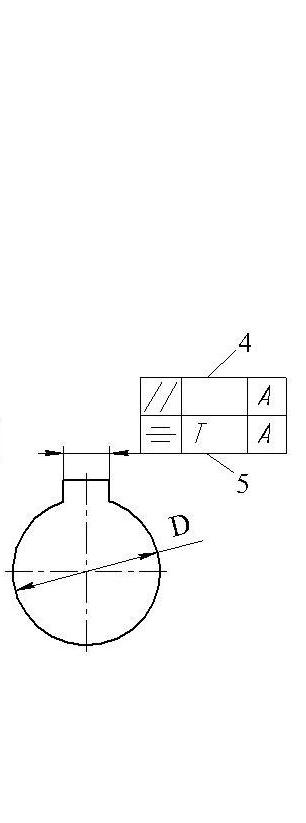
Допуск параллельности шпоночного паза. Данный допуск вычисляется по формуле:
 , ,
| (7.3) |
где Тb – допуск на ширину шпоночного паза (см. разд. 5.).
Допуск симметричности шпоночного паза. Этот допуск может быть задан в полном или половинном значении, поэтому перед числом ставится Т или Т/2. Значение допуска вычисляется по формуле:
| T = 2,0 Tb. | (7.4) |
Значения допусков формы и расположения поверхностей, полученные расчетом, следует округлить до стандартных значений по данным табл. 7.1
(ГОСТ 24643-81).
Таблица 7.2
Значения допусков перпендикулярности и параллельности торцов ступицы, мкм
| Интервал диаметров ступицы dст, мм | Степень точности допуска | ||
| 6-я | 7-я | 8-я | |
| Св. 16 – до 25 | 6 | 10 | 16 |
| « 25 – « 40 | 8 | 12 | 20 |
| « 40 – « 63 | 10 | 16 | 25 |
| « 63 – « 100 | 12 | 20 | 30 |
| « 100 – « 160 | 16 | 25 | 40 |
| « 160 – « 250 | 20 | 30 | 50 |
| « 250 – « 400 | 25 | 40 | 60 |
8. ТАБЛИЦА ЧЕРТЕЖА ЗУБЧАТОГО КОЛЕСА
В правом верхнем углу чертежа располагается таблица, в которую записываются необходимые данные для изготовления и контроля зубчатого колеса (рис. 8.1).
В колонку I записываются названия параметров, в колонки II и III – их обозначение и значение соответственно. По высоте таблица делится на три
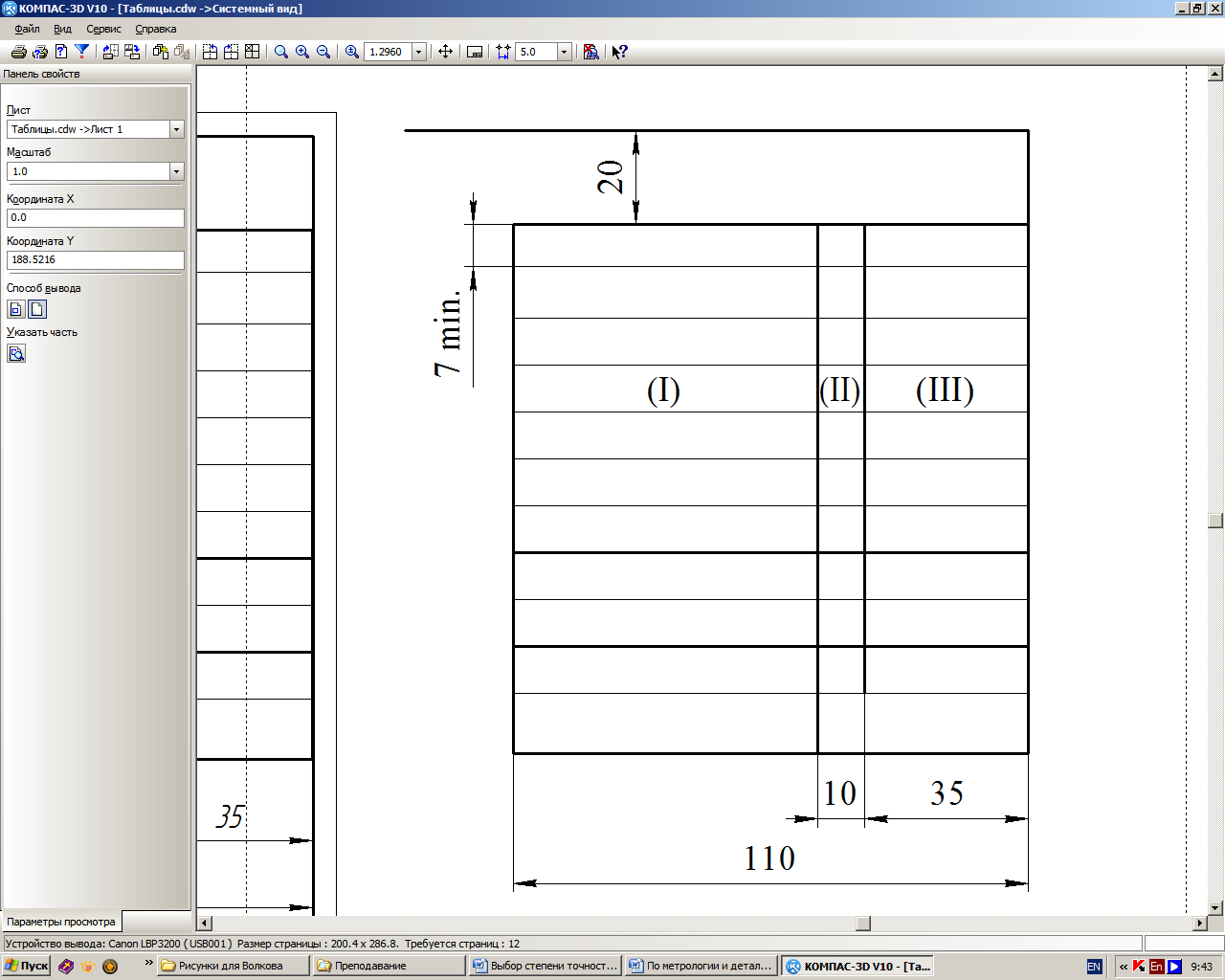
| части (они отделяются друг от друга линией, толщина которой соответствует толщине основной линии, остальные горизонтальные линии имеют меньшую толщину): основные данные; данные для контроля; справочные данные. 8.1. Основные данные При оформлении таблицы не допускается оставлять незаполненные строчки или менять местами параметры колеса. В эту часть таблицы заносятся: модуль m; число зубьевz; угол наклона линии зуба β; направление линии зуба: |
| Рис. 8.1 |
надпись «правое», «левое» или «шевронное» (для прямозубых колес эта строка исключается или имеет прочерк); нормальный исходный контур: для стандартного – ссылка на стандарт (ГОСТ 13755-81), для нестандартного – параметры, определяющие его, например угол профиля α, коэффициент граничной высоты hl, коэффициент радиального зазора C и др.); коэффициент смещения исходного контура X; степень точности по ГОСТ 1643-81 (см. разд. 4).
Данные для контроля
Во второй части таблицы приводятся размеры и отклонения для контроля взаимного положения разноименных профилей зубьев по одному из вариантов: постоянная хорда зуба  и высота до постоянной хорды
и высота до постоянной хорды  ; толщина по хорде зуба
; толщина по хорде зуба  и высота до хорды
и высота до хорды  (применяется в тех случаях, когда постоянная хорда зуба
(применяется в тех случаях, когда постоянная хорда зуба  приходится на фланкированную часть зуба или зубья колеса нарезаются с большой высотной коррекцией); длина общей нормали W; торцевой размер по роликам M и диаметр ролика D (для мелкомодульных колес, а также тогда, когда на производстве нет специализированного зубомерного инструмента, а применяются универсальные средства измерения). В расчетно-графической работе в качестве примера приводится методика расчета наиболее часто контролируемых параметров, а именно: постоянной хорды зуба
приходится на фланкированную часть зуба или зубья колеса нарезаются с большой высотной коррекцией); длина общей нормали W; торцевой размер по роликам M и диаметр ролика D (для мелкомодульных колес, а также тогда, когда на производстве нет специализированного зубомерного инструмента, а применяются универсальные средства измерения). В расчетно-графической работе в качестве примера приводится методика расчета наиболее часто контролируемых параметров, а именно: постоянной хорды зуба  , высоты до постоянной хорды
, высоты до постоянной хорды  и длины общей нормали W.
и длины общей нормали W.
8.2.1. Постоянная хорда зуба и высота до постоянной хорды
Для некорригированных колес со стандартным углом профиля α, равным 20° (рис. 8.2), значения постоянной хорды зуба и высоты до постоянной хорды можно вычислить по формулам:
 ; ;
| (8.1) |
 . .
| (8.2) |
Значение  в таблице чертежа зубчатого колеса проставляется с предельными отклонениями: наименьшее (верхнее) ECS выбирается по данным прил. 4 (см. ч. 2 данных методических указаний), а наибольшее (нижнее) рассчитывается с учетом допуска на толщину зуба TC (см. ч. 2, прил. 5) по формуле:
в таблице чертежа зубчатого колеса проставляется с предельными отклонениями: наименьшее (верхнее) ECS выбирается по данным прил. 4 (см. ч. 2 данных методических указаний), а наибольшее (нижнее) рассчитывается с учетом допуска на толщину зуба TC (см. ч. 2, прил. 5) по формуле:

| (8.3) |
Для того чтобы определить допуск на толщину зуба, необходимо предварительно выбрать по данным прил. 6 (см. ч. 2 ) допуск на радиальное биение Fr.
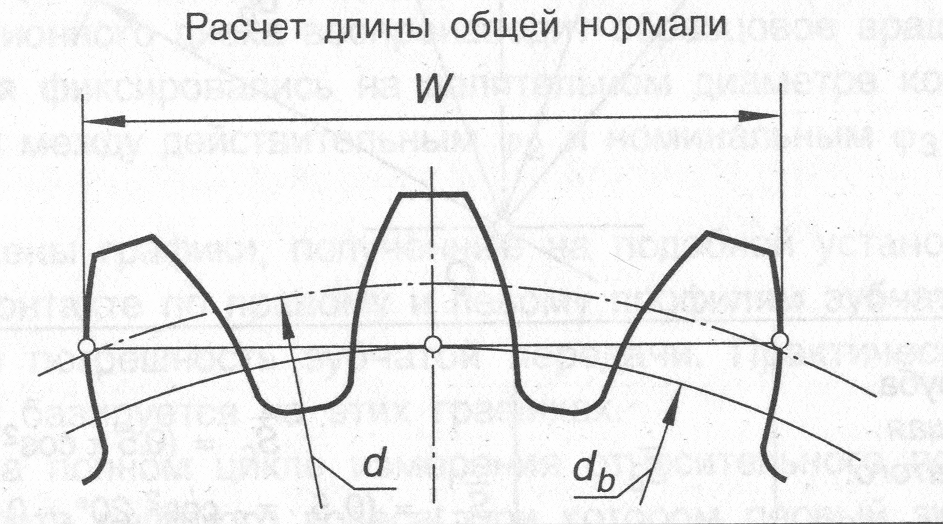
8.2.2. Длина общей нормали W
Длина общей нормали W – расстояние по нормали между двумя параллельными плоскостями, касательными к двум разноименным профилям зубьев (рис. 8.3). Длина общей нормали при угле профиля α, равном 20°, вычисляется по формуле:

| (8.4) |
где z – число зубьев колеса; n – целое число зубьев колеса, охватываемых при замере (n ≈ z/9 +1); m – модуль, мм.

| В таблицу чертежа зубчатого колеса длину общей нормали следует проставлять с предельными верхним Ewms и нижним Ewmi отклонениями. Верхнее отклонение средней длины общей нормали Ewms выбирается из данных прил. 7 Нижнее отклонение средней длины общей нормали вычисляется по |
| Рис. 8.2 |
 , ,
| (8.5) |
где  – допуск на среднюю длину общей нормали, выбирается по данным прил. 8 (см. ч. 2).
– допуск на среднюю длину общей нормали, выбирается по данным прил. 8 (см. ч. 2).
| П р и м е р записи длины общей нормали для прямозубого некоррегированного зубчатого колеса с параметрами: m = 4 мм, z = 40, степень точности 8 – 7 – 6 – Ва ГОСТ 1643-81. Длина общей нормали рассчитывается по формуле (8.4): | |
| Рис. 8.3 | ||
| W = 4· [1,476(2·5 – 1) + 0,0138·40] = 55,344 мм; d = 4·40 = 160 мм; n = 40/9 + 1 = 5,44 ≈ 5; F r = 71 мкм (см. ч. 2, прил. 6). | ||
По данным прил. 7 (см. ч. 2) в формуле (8.5) слагаемое I равно 120 мкм, а слагаемое II – 18 мкм. Производим вычисления:
Ewms = – (120 + 18) = – 138 мкм.
Допуск на среднюю длину общей нормали выбирается по данным
прил. 8 (см. ч. 2):
Twm = 140 мкм,
тогда Ewmi = – (138 + 140) = – 278 мкм.
Таким образом, в таблице чертежа в строке длины общей нормали должно быть проставлено:  .
.
Справочные данные
В этой части таблицы указываются следующие данные: делительный диаметр; при необходимости – прочие справочные данные (размеры для контроля торцевого профиля зуба; взаимного положения одноименных профилей зубьев; основной угол наклона βв; обозначение чертежа сопряженного колеса
и т. д.).
9. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Технические требования записываются на поле чертежа выше основной надписи (штампа) таким образом, чтобы текст не выходил за габариты воображаемой вертикальной линии, являющейся продолжением левой границы
штампа.
К техническим требованиям относятся требования к материалу детали, заготовке и термической обработке, к качеству поверхности детали, покрытию, отделке, окраске и т. д.; некоторые размеры с их допускаемыми предельными отклонениями от номинальных; некоторые отклонения формы и расположения поверхностей детали; условия и методы испытаний; указания по маркировке и клеймению; правила транспортировки и хранения; особые условия эксплуатации; ссылки на другие документы, содержащие технические требования, распространяющиеся на данное изделие, но не приведенные на чертеже.
Пример оформления чертежа зубчатого колеса приведен во второй части методических указаний (прил. 10).
Библиографический список
1. Анухин В. И. Допуски и посадки / В. И. Анухин. СПб: Питер, 2004. 207 с.
2. Зайцев Г. Н. Нормирование точности геометрических параметров машин / Г. Н. Зайцев, С. А. Любомудров, В. К. Федюкин. М.: Академия, 2008. 368 с.
3. Гжиров Р. И. Краткий справочник конструктора / Р. И. Гжиров. Л.: Машиностроение, 1984. 464 с.
4. Дунаев П. Ф. Конструирование узлов и деталей машин / П. Ф. Дунаев, О. П. Леликов. М.: Высшая школа, 2004. 416 с.
5. Волков В. М. Рекомендуемые посадки и поля допусков / В. М. Волков / Омский гос. ун-т путей сообщения. Омск, 2006. 19 с.
6. ГОСТ 16331-83. Передачи зубчатые цилиндрические и реечные.
Основные термины, определения и обозначения. М.: Изд-во стандартов,
1985. 38 с.
7. ГОСТ 1643-81. Передачи зубчатые цилиндрические, допуски. М.: Изд-во стандартов, 1983. 59 с.
8. Волков В. М. Выбор степени точности зубчатой передачи и разработка чертежа колеса с применением САПР / В. М. Волков, А. В. Бородин, В. В. Иванов / Омский гос. ун-т путей сообщения. Омск, 2010.
Ч. 2. 41 с.
Учебное издание
ВОЛКОВ Вячеслав Михайлович, БОРОДИН Анатолий Васильевич,
ИВАНОВ Вячеслав Владимирович
ВЫБОР СТЕПЕНИ ТОЧНОСТИ ЗУБЧАТОЙ ПЕРЕДАЧИ И
РАЗРАБОТКА ЧЕРТЕЖА КОЛЕСА С ПРИМЕНЕНИЕМ САПР
Часть 1
____________________________
Редактор Т. С. Паршикова
* * *
Подписано в печать .12.2010. Формат 60 ´ 84 1/16.
Плоская печать. Бумага офсетная. Усл. печ. л. 1,7 . Уч.-изд. л. 1,9.
Тираж 250 экз. Заказ .
* *
Редакционно-издательский отдел ОмГУПСа
Типография ОмГУПСа
*
644046, г. Омск, пр. Маркса, 35
Дата добавления: 2019-02-12; просмотров: 704; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!