ОПРЕДЕЛЕНИЕ МИКРОТВЕРДОСТИ МЕТАЛЛОВ. ЗАДАЧИ ИЗМЕРЕНИЯ МИКРОТВЕРДОСТИ В ЗАВОДСКИХ УСЛОВИЯХ.
Цель работы: Ознакомление с методами определения микротвердости металлов, а также с устройством и принципом действия приборов для измерения микротвердости.
Оборудование и материалы: Микротвердомер ПМТ-3М, ручной пресс для прецизионной установки измеряемой поверхности образца в горизонтальной плоскости, протравленные микрошлифы различных материалов с диффузионными зонами или фазами различной твердости, цифровой микроскоп «Микровизор» для предварительного просмотра образцов и выбора мест для измерений, плитка пластилина для установки образцов, бумажные салфетки.
Задания: 1. Ознакомиться с основными методами определения микротвердости. 2. Изучить устройство и принцип действия микротвердомера ПМТ-3М. 3. Ознакомиться с устройством и работой современных приборов для определения микротвердости. Объяснить, в чем разница измерений на приборах типа ПМТ-3 и современных приборах. 4. Произвести пробное нагружение образца и измерение отпечатка. 5. Провести измерения микротвердости на приборе ПМТ-3М на образцах с различными фа6ами. 5. Провести измерения микротвердости на стальном образце с обезуглероженным слоем. 7. Построить графики зависимости микротвердости от расстояния между отпечатками. 8. Подготовить отчет по работе.
Общие сведения
Испытания на микротвердость – это один из статических методов определения твердости путем вдавливания. От других способов он отличается по величине прикладываемой нагрузки: испытания на микротвердость (нагрузка менее 0.5 кгс), твердость при малых нагрузках (нагрузка в пределах от 0.5кгс до 5 кгс) и испытания на макротвердость ( нагрузка более 5 кгс). Результаты испытаний на микротвердость зависят от структурного состояния материала и их применяют, в основном, как один из методов исследования микроструктуры.
При таких испытаниях возможно измерение твердости на деталях небольшой толщины, в очень тонких слоях или в микрообъемах металла, Измерения микротвердости применяют и при оценке различных по структуре и свойствам слоев металла, например, поверхностного слоя цементованной, азотированной или закаленной стали, имеющей разную твердость по сечению детали. Можно также измерять твердость отдельных структурных составляющих стали.
Измерения твердости (макротвердости) отличаются от измерений микротвердости тем, что в испытываемый материал вдавливается тело, проникающее на сравнительно большую глубину, зависящую прежде всего от величины прилагаемой нагрузки и свойств материала. При этом во многих случаях вдавливается тело больших размеров (шарик Ф10 мм), в результате чего в деформированном объеме оказываются представленными все фазы и структурные составляющие сплава. В результате, измеренная твердость характеризует твердость всего изделия.
Если металл имеет гетерогенную структуру с крупными выделениями отдельных составляющих, различных по свойствам (например, серый чугун, подшипниковые сплавы и т.п.), то можно определить твердость этих составляющих. Если же металл имеет сравнительно мелкую и однородную микроструктуру, то даже малые по объему участки испытываемого изделия достаточны для оценки его свойств. В таких случаях специальные испытания на микротвердость бессмысленны, так как их результаты будут совпадать с результатами испытаний на макротвердость. Таким образом, цель измерения микротвердости состоит в оценке свойств отдельных зерен, фаз и структурных составляющих сплава (а не усредненной характеристики, как при измерении макротвердости). В данном случае объем, деформируемый вдавливанием, должен быт меньше объема (площади) измеряемого зерна и, поэтому, прилагаемая нагрузка выбирается небольшой.
Значительное влияние на результаты испытаний твердости оказывает состояние поверхности измеряемого материала, так как поверхностный слой должен наиболее полно характеризовать материал. Отдельные участки в различной степени участвуют в сопротивлении вдавливанию и деформации, что приводит к ошибкам в измерении. Чем меньше нагрузка вдавливания, тем более тщательно должна быть подготовлена поверхность, которая для измерения микротвердости должна быть не только отполирована, но и протравлена и не содержать рисок и инородных микрочастиц; нельзя допускать наклепа поверхностного слоя.
Измеряемая поверхность должна быть установлена горизонтально, т.е. перпендикулярно действию вдавливаемого тела.
Метод микротвердости позволяет определить твердость фаз и структурных составляющих и дает возможность решать вопросы, связанные с влиянием этих составляющих на упрочнение. Метод позволяет установить, какие легирующие компоненты играют главную роль в упрочнении исследуемого сплава.
Фактически, измерение микротвердости является одним из методов металлографического анализа, т.е. анализа микроструктуры. Целями измерения микротвердости являются:
‑ определение твердости отдельных зерен и структурных составляющих многокомпонентных сплавов (здесь метод микротвердости единственный), что имеет большое значение при изучении свойств и превращений в сплавах при их термической обработке в производстве, структурных изменениях в эксплуатации и многих др.
‑ определение твердости отдельных микрообъемов образцов и деталей, имеющих отличия от основной массы их материала; это могут быть местные (поверхностные) упрочнения и разупрочнения (различные покрытия, наклепанные деформированием слои, участки разогрева и соответственно разупрочнение режущего лезвия инструмента и т. п.).
Метод микротвердости применяется для изучения внутрикристаллической ликвации, его можно использовать при построении диаграмм состояния.
Метод микротвердости можно с успехом применять для исследования процессов диффузии в металлических сплавах, так как величина микротвердости зависит от концентрации легирующего компонента в той или иной фазе.
Для исследования процессов диффузии в поверхностных слоях образца следует делать его косые срезы, что увеличивает размер исследуемой поверхности и точность измерений.
Метод микротвердости очень чувствителен к незначительным изменениям состава фаз, поэтому им можно пользоваться для изучения пределов растворимости. В случае ограниченной растворимости в твердом состоянии микротвердость растет по мере увеличения концентрации второго компонента в сплаве; при переходе за предел насыщения рост микротвердости раствора практически прекращается.
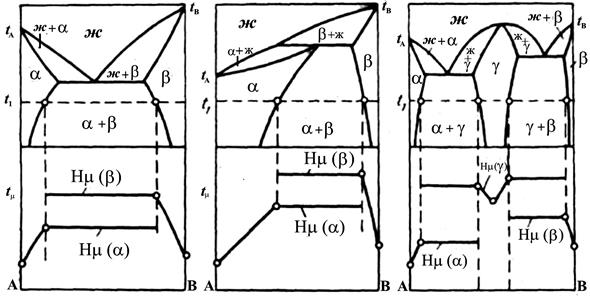
По данным ряда исследований для некоторых случаев взаимодействия компонентов построены диаграммы состав–микротвердость (рис. 8.1).
Микротвердость эвтектической смеси практически не меняется и определяется твердостью той составляющей, количество которой преобладает в эвтектической смеси. Наиболее интересен тот факт, что микротвердость эвтектики почти не зависит от высокой твердости кристаллов химического соединения, входящих в эвтектику.
а б в
Рис. 8.1 Диаграммы состав – микротвердость для некоторых случаев взаимодействия компонентов: а ‑ случай с ограниченной растворимостью и эвтектикой; б – случай с перитектикой; в ‑ случай с ограниченной растворимостью, химическим соединением и эвтектикой.
В приложении (табл. 1–3) приведены значения микротвердости некоторых металлов, сплавов, а также фаз и структурных составляющих.
Измерение микротвердости
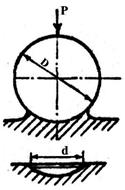
Для изучения свойств и превращений в сплавах необходимо нетолько знать «усредненную» твердость – макротвердость HB, HRC, HRA, HRВ (рис. 8.2, а, б), представляющую твердость как результат суммарного влияния на нее присутствующих в сплаве фаз и структурных составляющих, но и определять твердость (микротвердость) отдельных фаз и структурных составляющих сплава.

а б в
Рис. 8.2. Схемы испытания на твердость:
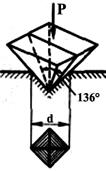
а – по Бринеллю; б – по Роквеллу; в – по Виккерсу (алмазная пирамида)
Микротвердость устанавливают вдавливанием алмазной пирамиды (рис. 8.2, в). При измерении микротвердости согласно, ГОСТ 9450-76, чаще всего используют методы Виккерса (алмазный индентор с четырехгранной пирамидой и квадратным основанием) и Кнупа (алмазный индентор с четырехгранной пирамидой и ромбическим основанием).
Для индентора Виккерса с четырехгранной пирамидой и квадратным основанием микротвердость рассчитывают по формуле (1):
H£h  .
.
Для четырехгранной пирамиды с ромбическим основанием (по методу Кнуппа) число микротвердости (H¸h) следует вычислять по формуле (2):
 H¸h
H¸h  ,
,
где P ‑ нормальная нагрузка, приложенная к алмазному наконечнику, H (кгс); S ‑ условная площадь боковой поверхности полученного отпечатка, мм2; d ‑ среднее арифметическое длины обеих диагоналей квадратного отпечатка, мкм; l ‑ размер отпечатка (длина большой диагонали), мкм; a, b ‑ углы разных заострений алмазных наконечников, градусы.
Четырехгранная алмазная пирамида индентора имеет угол между гранями при вершине 136°, т. е. такой же, как и в пирамиде для измерения макротвердости по Виккерсу, что облегчает пересчет на числа Виккерса и значения HB, HRC, HRA, HRB.
В случаях, когда необходимо измерить тонкие образцы, покрытия малой толщины, тонкие поверхностные слои используется индентор Кнуппа с четырехгранной пирамидой с ромбическим основанием и углом между гранями при вершине α = 172°, β = 130°.
Глубина отпечатка составляет:
h£  при измерении индентором с квадратным основанием;
при измерении индентором с квадратным основанием;
h¸  при измерении индентором с ромбическим основанием,
при измерении индентором с ромбическим основанием,
 | |||
 | |||
что позволяет проводить измерения тонких образцов и структурных составляющих без искажения результатов.
В данной работе используется разработанный в СССР и широко применяющийся в настоящее время микротвердомер ПМТ-3М (Рис.8.3). Ниже приведено устройство и принцип действия этого прибора. Измерения микротвердости с помощью прибора ПМТ-3М осуществляется следующим образом.
1. Производится отбор образцов, пригодных для проведения измерений. Образцы должны содержать различные фазы или диффузионные слои с размерами, превышающими величину диагонали отпечатка. Поверхность в месте для измерений должна быть гладкой и горизонтальной. Для этой цели используется металлографический микроскоп, пригодный для быстрого просмотра микрошлифов.
2. Проводится юстировка прибора в следующей последовательности: а) проверка горизонтальности поверхности, на которой установлен микротвердомер с помощью уровня. б) юстировка прибора с помощью юстировочных винтов согласно заводской инструкции.
3. Установка измеряемой поверхности образца в горизонтальное положение на съемным столике микротвердомера с помощью кусочков пластилина, ручного пресса и предохраняющих поверхность микрошлифа от повреждения бумажных салфеток.
4. Перенос съемного столика с установленной в горизонтальное положение поверхностью микрошлифа на поворотный столик с ручками (13).
5. Включение прибора, выбор мест для измерений перемещением образца с помощью микрометрических винтов (13). Измерения должны осуществляться в середине поля зрения микроскопа прибора – точно в вершине угла неподвижной сетки, наблюдаемой в окулярном микрометре.
6. Проведение пробного испытания на микротвердость в одном из выбранных мест: а) осуществить плавный, без толчков поворот стола на 1800 с помощью ручки (1), б) произвести «укол» образца алмазной пирамидкой медленным поворотом рычага (4) в течение 10-15 с так, чтобы алмаз коснулся образца, в) осуществить выдержку в течение 10-15 с, г) плавно повернуть рычаг (4) в первоначальное положение, подымая шток с алмазом, д) возвратить поворотный стол в исходное состояние, разворачивая его в обратном направлении на 1800 для измерения диагонали отпечатка (Рис. 8.4).

 7. Измерение величины отпечатка: если прибор правильно отцентрирован, то изображение отпечатка в окулярном микрометре окажется в поле зрения микроскопа близко к вершине угла неподвижной сетки (см. п. 5). а) Вращением винтов (10) отпечаток подводят к угольнику неподвижной сетки (Рис. 5.4) так, чтобы вершина угольника совпала с левым углом отпечатка. б) вращением микрометрического барабана окуляра вершину треугольника подводят вершину угольника подвижной сетки к противоположному углу отпечатка. в) При таком положении сеток деления микрометрического барабанчика указывают длину диагонали отпечатка; записываем этот размер. г) Поворачивая окуляр на 900, определяем длину второй диагонали. д) определяем среднюю длину диагонали отпечатка d.
7. Измерение величины отпечатка: если прибор правильно отцентрирован, то изображение отпечатка в окулярном микрометре окажется в поле зрения микроскопа близко к вершине угла неподвижной сетки (см. п. 5). а) Вращением винтов (10) отпечаток подводят к угольнику неподвижной сетки (Рис. 5.4) так, чтобы вершина угольника совпала с левым углом отпечатка. б) вращением микрометрического барабана окуляра вершину треугольника подводят вершину угольника подвижной сетки к противоположному углу отпечатка. в) При таком положении сеток деления микрометрического барабанчика указывают длину диагонали отпечатка; записываем этот размер. г) Поворачивая окуляр на 900, определяем длину второй диагонали. д) определяем среднюю длину диагонали отпечатка d.
8. Определение числа микротвердости Hh определяется по формуле (1) или по таблицам расчета твердости по Виккерсу.
Недостатки измерения твердости приборами типа ПМТ-3.
Микротвердомер ПМТ-3 – это оптический микроскоп, оснащенный рычажной системой с набором грузиков для осуществления нагружения. На приборе вручную приходится проводить юстировку и тарировку, выставлять уровень, проводить вращение предметного столика, вручную производить перемещение отсчетного механизма, вручную проводить перемещение индентора, осуществлять нагружение и разгрузку.
Система очень чувствительна к вибрациям и перемещениям. Юстировку необходимо проводить регулярно. Если прибором пользуется не один человек, каждый оператор должен перед его использованием всю перечисленную выше работу осуществлять заново. Результаты измерений, как правило, зависят от оператора, т.е. человеческий фактор очень важен.
Современные приборы для измерений микротвердости.
 В последние годы происходит революция в технической оснащенности лабораторий производственных предприятий, НИИ и ВУЗов. Твердомеры с грузо-рычажной системой нагружения, в том числе микротвердомеры типа ПМТ-3 уже не выпускаются. На смену им пришли приборы с современной точной механикой и оптикой, электронной системой нагружения, регистрации и корректировки данных с использованием тензометрических датчиков.
В последние годы происходит революция в технической оснащенности лабораторий производственных предприятий, НИИ и ВУЗов. Твердомеры с грузо-рычажной системой нагружения, в том числе микротвердомеры типа ПМТ-3 уже не выпускаются. На смену им пришли приборы с современной точной механикой и оптикой, электронной системой нагружения, регистрации и корректировки данных с использованием тензометрических датчиков.
 Приборы автоматизированы, что позволяет избежать ошибок, обусловленных человеческим фактором. Они оснащены цифровой системой нагружения, измерения и обработки результатов испытаний. Один из современного приборов - микротвердомер Nexus 4504 показан на рис. 8.5. Большинство микротвердомеров универсальны и позволяют проводить испытания различными методами с различным уровнем нагрузки. Смена системы нагружения осуществляется быстро простым автоматически осуществляемым поворотом револьверной головки (Рис.8.6) или турели. При этом в рабочее положение могут устанавливаться различные инденторы (Виккерса или Кнупа) или объективы микроскопов. При необходимости возможно проведение и ручных измерений отпечатков. Как правило, микротвердомеры имеют столь широкий диапазон нагрузок, что позволяют проводить и измерения макротвердости (Рис. 8.7).
Приборы автоматизированы, что позволяет избежать ошибок, обусловленных человеческим фактором. Они оснащены цифровой системой нагружения, измерения и обработки результатов испытаний. Один из современного приборов - микротвердомер Nexus 4504 показан на рис. 8.5. Большинство микротвердомеров универсальны и позволяют проводить испытания различными методами с различным уровнем нагрузки. Смена системы нагружения осуществляется быстро простым автоматически осуществляемым поворотом револьверной головки (Рис.8.6) или турели. При этом в рабочее положение могут устанавливаться различные инденторы (Виккерса или Кнупа) или объективы микроскопов. При необходимости возможно проведение и ручных измерений отпечатков. Как правило, микротвердомеры имеют столь широкий диапазон нагрузок, что позволяют проводить и измерения макротвердости (Рис. 8.7).
Приборы имеют столик для автоматического перемещения образцов в заданную точку (Рис. 8.6; 8.7), совершенную оптическую систему металлографических микроскопов и систему анализа изображений. После проведения испытаний система выводит изображение отпечатка


 на экран
на экран  монитора (рис. 8.5; 8.7) персонального компьютера.
монитора (рис. 8.5; 8.7) персонального компьютера.
На рис. 8.8 показана микроструктура литой быстрорежущей стали после закалки. Сталь состоит из крупных зерен неоднородного строения, причем каждое зерно имеет три концентрических слоя (различия в микротвердости хорошо иллюстрируются размерами отпечатков):
1) сердцевина зерна имеет твердость 320‑350 НV (35 HRC);
2) промежуточный слой 700‑725 HV (58 HRC);
3) наружный слой 940‑1000 HV (65‑67 HRC).

Рис. 8.8. Литая быстрорежущая сталь после закалки, видны отпечатки алмазной пирамиды; х500.
Между различными методами измерения твердости существует корреляция, хотя и не очень точная. Зная значение твердости, полученное одним способом, по соответствующим таблицам можно определить, какому числу твердости (и прочности) другого метода оно соответствует (табл. 8.1). При измерении микротвердости на приборе перевод значения микротвердости по Виккерсу может автоматически пересчитываться в значения твердости по Роквеллу и Бринеллю.
Таблица 8.1 Сравнительная таблица значений твердости, полученных на различных приборах, и перевода в значения прочности.
| Виккерс HV | Бринелль НВ3000 | Роквелл HRB | σв, МПа | Виккерс HV | Бринелль НВ3000 | Роквелл HRC | σв, МПа | Виккерс HV | Роквелл HRC |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 100 | 100 | 52,4 | 340 | 240 | 240 | 20,3 | 810 | 490 | 47,5 |
| 105 | 105 | 57,5 | 360 | 245 | 245 | 21,2 | 830 | 500 | 48,2 |
| 110 | 110 | 60,9 | 370 | 250 | 250 | 22,1 | 850 | 520 | 49,6 |
| 115 | 115 | 64,1 | 390 | 255 | 255 | 23,0 | 870 | 540 | 50,8 |
| 120 | 120 | 67,0 | 410 | 260 | 260 | 23,9 | 880 | 560 | 52,0 |
| 125 | 125 | 69,8 | 420 | 265 | 265 | 24,8 | 900 | 580 | 53,1 |
| 130 | 130 | 72,4 | 440 | 270 | 270 | 25,6 | 920 | 600 | 54,2 |
| 135 | 135 | 74,7 | 460 | 275 | 275 | 26,4 | 930 | 620 | 55,4 |
| 140 | 140 | 76,6 | 480 | 280 | 280 | 27,2 | 950 | 640 | 56,5 |
| 145 | 145 | 78,3 | 490 | 285 | 285 | 28,0 | 970 | 660 | 57,5 |
| 150 | 150 | 79,9 | 510 | 290 | 290 | 28,8 | 990 | 680 | 58,4 |
| 155 | 155 | 81,4 | 630 | 295 | 295 | 29,5 | 1000 | 700 | 59,3 |
| 160 | 160 | 82,8 | 540 | 300 | 300 | 30,2 | 1020 | 720 | 60,2 |
| 165 | 165 | 84,2 | 560 | 310 | 310 | 31,6 | 1050 | 740 | 61,1 |
| 170 | 170 | 85,6 | 580 | 320 | 319 | 33,0 | 1080 | 760 | 62,0 |
| 175 | 175 | 87,0 | 590 | 330 | 328 | 34,2 | 1110 | 780 | 62,8 |
| 180 | 180 | 88,3 | 610 | 340 | 336 | 35,3 | 1140 | 800 | 63,6 |
| 185 | 185 | 89,5 | 630 | 350 | 344 | 36,3 | 1170 | 820 | 64,3 |
| 190 | 190 | 90,6 | 650 | 360 | 352 | 37,2 | 1200 | 840 | 65,1 |
| 195 | 195 | 91,7 | 660 | 370 | 360 | 38,1 | 1220 | 860 | 65,8 |
| 200 | 200 | 92,8 | 680 | 380 | 368 | 38,9 | 1250 | 880 | 66,4 |
| 205 | 205 | 93,8 | 700 | 390 | 376 | 39,7 | 1280 | 900 | 67,0 |
| 210 | 210 | 94,8 | 710 | 400 | 384 | 40,5 | 1310 | ||
| 215 | 215 | 95,7 | 730 | 410 | 392 | 41,3 | 1330 | ||
| 220 | 220 | 96,6 | 750 | 420 | 400 | 42,1 | 1360 | ||
| 225 | 225 | 97,5 | 760 | 430 | 408 | 42,9 | 1390 | ||
| 230 | 230 | 98,4 | 780 | 440 | 416 | 43,7 | 1410 | ||
| 235 | 235 | 99,2 | 800 | 450 | 425 | 44,5 | 1440 | ||
| 240 | 240 | 100,0 | 810 | 460 | 434 | 45,3 | 1470 | ||
| 470 | 443 | 46,1 | 1510 | ||||||
| 480 | 452 | 46,8 | 1540 |
Погрешность перевода чисел твердости по Виккерсу в единицы Бринелля составляет ± НВ 20, в единицы Роквелла ‑ ± 3 НRC (HRВ), в значения σв ± 10%.
Дата добавления: 2019-01-14; просмотров: 420; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!