Организация работ по НК в вагонах-дефектоскопах и в дистанциях пути
Организация и обеспечение работ по НК в вагоне-дефектоскопе и в дистанции пути возлагается соответственно на начальника вагона-дефектоскопа и начальника дистанции пути.
Средства НК
Средства НК рельсов, сварных стыков и элементов стрелочных переводов по предназначению и конструктивному исполнению подразделяют на:
а) мобильные средства контроля рельсов (магнитные, ультразвуковые и совмещенные вагоны-дефектоскопы, ультразвуковые и совмещенные дефектоскопные автомотрисы, автомотрисы дефектоскоп-путеизмеритель, мобильные дефектоскопные лаборатории);
б) съемные двухниточные дефектоскопы сплошного контроля, имеющие встроенный или внешний регистратор дефектоскопических сигналов и других параметров;
в) съемные однониточные дефектоскопы сплошного контроля - многоканальные дефектоскопы, предназначенные для ультразвукового контроля (УЗК) элементов стрелочных переводов (остряков, рамных рельсов и рельсов соединительных путей), рельсов покилометрового запаса и рельсов, проверка которых одновременно по двум ниткам пути затруднена или небезопасна;
г) одно- или многоканальные дефектоскопы локального контроля для УЗК сварных стыков рельсов и выборочной перепроверки участков рельсов в пути по показаниям мобильных и съемных средств НК.
Периодичность контроля состояния рельсов дефектоскопными средствами
|
|
|
Периодичность контроля рельсов главных путей определяется расчетом с учетом следующих условий:
- среднего значения выхода остродефектных рельсов на 1 км;
- пропущенного тоннажа;
- наибольшей установленной скорости движения пассажирских и грузовых поездов;
- грузонапряженности на участке контроля.
Приемоотправочные пути, примыкающие к главным путям и предназначенные для прямого пропуска поездов, проверяются с той же периодичностью, что и главные пути, но не чаще 2 раз в месяц. Остальные приемоотправочные пути проверяются не чаще 1 раза в квартал.
Стрелочные переводы и съезды, лежащие на главных и приемоотправочных путях, примыкающих к главным путям, должны проверяться дефектоскопами сплошного контроля или однониточными дефектоскопами с периодичностью, установленной для этих путей.
Контроль сварных электроконтактных стыков рельсов в пути переносными дефектоскопами по всему сечению должен проводиться не реже одного раза в год в первые два года после укладки, в дальнейшем контроль по всему сечению производится не реже одного раза в два года, а на малодеятельных участках - не реже одного раза в три года.
Сварные стыки в элементах стрелочных переводов, лежащих на главных и приемоотправочных путях, примыкающих к главным путям, должны проверяться дефектоскопами с такой же периодичностью, как и сварные стыки рельсовых плетей.
|
|
|
Максимальные месячные нормы контроля рельсов, сварных стыков рельсов и элементов стрелочных переводов средствами НК должны соответствовать значениям, приведенным в таблице 1.1.
Таблица 1.1 - Месячные нормы контроля средствами дефектоскопии
| Тип средства НК | Максимальная месячная норма проверки на дефектоскоп | |
| в летний период | в зимний период | |
| Дефектоскопная автомотриса | 1000 км | 900 км |
| Совмещенный вагон-дефектоскоп | 2000 км | 1800 км |
| Съемный двухниточный дефектоскоп | 140 км | 120 км |
| Однониточный дефектоскоп для контроля стрелочных переводов | 280 стрелочных переводов | 230 стрелочных переводов |
| Ультразвуковой дефектоскоп: - одноканальный для УЗК сварных стыков контактной сварки - многоканальный для УЗК сварных стыков контактной сварки | 800 шт. 1100 шт. | - |
Примечания: Проверка одного стрелочного перевода дефектоскопом приравнивается к проверке 250 метров пути
Сменные нормы контроля рельсов, сварных стыков рельсов и элементов стрелочных переводов различными средствами НК не должны быть выше значений, приведенных в таблице 1.2.
|
|
|
Таблица 1.2 - Максимальные сменные нормы контроля на дефектоскоп
| Тип средства НК | Максимальная сменная норма контроля на дефектоскоп | |
| в летний период | в зимний период | |
| Ультразвуковой съемный дефектоскоп для сплошного контроля рельсов | 9 км | 8 км |
| Однониточный дефектоскоп для контроля стрелочных переводов | 14 стрелочных переводов | 12 стрелочных переводов |
| Ультразвуковой дефектоскоп: - одноканальный для УЗК сварных стыков контактной сварки - многоканальный для УЗК сварных стыков контактной сварки | 40 шт. 55 шт. | |
Организация работ по НК
Непосредственно работа по организации контроля рельсового хозяйства включает в себя несколько этапов:
- первичный контроль – съемные дефектоскопные тележки, дефектоскопные автомотрисы (вагоны-дефектоскопы);
- вторичный (инспекционный) контроль, проверка сварных стыков и отметок, выдаваемых для вторичного контроля – ручные дефектоскопы;
- дополнительная проверка элементов стрелочных переводов – осуществляется однониточными дефектоскопами;
|
|
|
- расшифровка записей с регистраторов – расшифровщики ПЧ и Центра расшифровки ДИЦДМ.
Оператор съемного дефектоскопа сплошного контроля осуществляет проверку рельсов согласно выписке из утвержденного месячного графика работы. Ежедневный объем проверки – не более 8-9 км на 2-х операторов. Сопровождение дефектоскопных тележек осуществляет бригадир пути (или опытный монтер пути).
По окончании проверки (не позднее 6 часов) результаты проверки, записанные на регистратор, оператор передает расшифровщику дистанции пути или через специально оборудованные на дороге точки СПД оператор выкладывает файлы дефектограмм в программу ЕСМД-П для дальнейшей обработки в Центре расшифровки. Взаимодействие дистанций пути, центра расшифровки, мобильных средств дефектоскопии осуществляются через программу ЕСМД-П.
Дефектоскопные автомотрисы используются как первичное средство контроля с включением в расчетную периодичность. Эксплуатация автомотрис как первичного средства контроля позволяет высвободить операторов дефектоскопных тележек, из которых могут быть созданы бригады вторичного контроля на дистанциях пути, задействованные на проверку рельсов выдаваемых, на вторичный контроль по результатам расшифровки дефектограмм съемных и мобильных средств.
Результаты проверки автомотрисами (файлы записи) через программу ЕСМД-П передаются в Центр расшифровки для последующего проведения сравнительного анализа и выборочной перешифровки.
Среднемесячная выработка на одну автомотрису в месяц составляет 950 - 1000 км.
Работа вагонов дефектоскопов организована согласно Положению о системе неразрушающего контроля рельсов и эксплуатации средств рельсовой дефектоскопии в путевом хозяйстве. Работают как первичное средство контроля по всей дороге. График работы вагонов составляется с учетом периодичности проверки рельсового хозяйства дистанциями пути.
Дефекты рельсов
Дефектность рельсов регламентирована Инструкцией «Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов», утвержденной распоряжением ОАО «РЖД» №2499р от 23.10.14 г., и включает:
- классификацию дефектов рельсов, которая объясняет структуру кодового обозначения дефектов рельсов,
- каталог дефектов рельсов, который дает подробное описание каждого дефекта с его изображением, способы их выявления и приводит указания по эксплуатации дефектных рельсов,
- признаки дефектных и остродефектных рельсов, которые дают описание степени опасности конкретных дефектов рельсов для движения поездов.
Все дефекты рельсов в классификации кодированы трехзначным числом - ХХ.Х.
Использована следующая структура кодового обозначения:
- первая цифра кода определяет группу дефектов по месту появления дефекта по элементам сечения рельса (головка, шейка, подошва, всё сечение);
- вторая цифра определяет тип дефекта рельсов с учетом основной причины его зарождения и развития;
- третья цифра указывает на место расположения дефекта по длине рельса.
Первые две цифры кода дефектов рельсов отделяются от третьей цифры точкой.
Группа дефектов и место их появления по элементам сечения рельса (головка, шейка, подошва, все сечение) определяются следующими цифрами:
1 – трещины и выкрашивания металла на поверхности катания головки рельса;
2 – поперечные трещины в головке рельса;
3 – продольные трещины в головке рельса и в зоне перехода головки в шейку в стыке;
4 – пластические деформации (смятие), вертикальный, боковой и неравномерный износ головки рельса (длинные волны и короткие волны (рифли);
5 – дефекты и повреждения шейки рельса;
6 – дефекты и повреждения подошвы рельса;
7 – изломы рельса по всему сечению;
8 – изгибы рельса в вертикальной и горизонтальной плоскостях;
9 – прочие дефекты и повреждения рельса, включая коррозию подошвы и шейки, а также лишние отверстия в зоне накладок и вдавленная маркировка в зоне стыка.
Тип дефекта рельсов, определяемый основной причиной его зарождения и развития, обозначается следующими цифрами:
0 – дефекты, связанные с нарушениями технологии изготовления рельсов;
1 – дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов после пропуска гарантийного тоннажа (после окончания срока гарантии);
2 – дефекты, зависящие от недостаточно высокого металлургического качества рельсовой стали (например, от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек) и недостаточной прочности рельсового металла, приведшие к отказам рельсов до пропуска гарантийного тоннажа (в пределах срока гарантии);
3 – дефекты в зоне болтовых стыков, связанные с повышенным динамическим воздействием колёс на путь, с нарушением требований инструкции по текущему содержанию железнодорожного пути; с нарушениями технологии обработки болтовых отверстий и торцов рельсов металлургическими комбинатами, линейными подразделениями и промышленными предприятиями путевого хозяйства дорог;
4 – дефекты, связанные с ненормативным специфическим воздействием подвижного состава на рельсы и условиями эксплуатации рельсов (боксование, юз, ползуны и др.), в том числе из-за нарушения режимов вождения поездов, из-за недостатков подвижного состава, из-за нарушений норм текущего содержания пути;
5 – дефекты рельсов, полученные в результате ненормативных механических воздействий на рельсы (удар инструментом, рельса о рельс);
6 – дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов после пропуска гарантийного тоннажа;
7 – дефекты в зоне сварных стыков, связанные с недостатками и нарушениями технологии сварки рельсов и обработки сварных стыков, приведшие к отказам рельсов до пропуска гарантийного тоннажа;
8 – дефекты, связанные с недостатками и нарушениями технологии наплавки рельсов, приварки рельсовых соединителей и другие дефекты;
9 – дефекты, вызванные коррозионной усталостью, контроленепригод-ностью рельсов, и изломы без усталостных трещин.
Примечание: Появление дефекта рельса часто бывает следствием нескольких причин. Так, недостатки в содержании пути ускоряют развитие заводских дефектов. В связи с этим при определении типа дефекта должна быть выявлена основная причина, с которой связано его появление и развитие.
Цифровое обозначение места расположения дефекта принято следующим:
0 - по всей длине рельса;
1 - в болтовом стыке на расстоянии 750 мм и менее от торца рельса;
2 - вне болтового стыка на расстоянии более 750 мм от торца рельса;
3 - в сварном стыке, полученном электроконтактной сваркой;
4 - в сварном стыке, полученном алюминотермитной сваркой.
Примечания:
1. Для сварного стыка, полученного электроконтактной сваркой рельсов после 2000 года, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учётом толщины сварного шва и зон термического влияния от сварки и термообработки после сварки, а зона разрушения сварных рельсов из-за поджогов в подошве определяется на расстоянии 700 мм симметрично по 350 мм в обе стороны от оси сварного шва расположением прижимных электродов-губок контактной сварочной машины.
2. Для сварного стыка, полученного алюминотермитной сваркой, зона стыка определяется на расстоянии 120 мм симметрично по 60 мм в обе стороны от оси сварного шва с учётом толщины сварного шва и зон термического влияния от сварки.
3. Буква "Н", стоящая после цифрового кода дефекта, указывает, что дефект взят в накладки.
4. В случае необходимости отнесения дефекта к двум и более кодам допускается их обозначение с помощью двух и более кодов через знак дроби. Например, излом рельса, который произошел из-за образования поперечной трещины контактной усталости, обозначается как 71.2/21.2, а излом рельса, который произошел из-за образования продольной трещины в головке - как 71.2/31.2 (таблица 2.1)
К первой группе дефектов (10.1-2; 11.1-2; 12.1-2, 13.1, 14.1-2; 16.3-4, 17.3-4; 18.1-2, 19.0-1-2) относятся дефекты: отслоения или выкрашивания металла на поверхности катания головки рельса, возникающие вследствие нарушения технологии изготовления.
Ко второй группе дефектов (20.1-2; 21.1-2; 22.1-2, 24.1-2; 25.1-2; 26.3-4; 27.3-4) относятся поперечные трещины в головках рельсов и изломы рельсов из-за наличия этих трещин, которые могут возникать в результате механического ударного воздействия на рельсы, неудовлетворительной сварки и наличия неметаллических включений.
К третьей группе дефектов (30.1-2; 31.1-2, 33.1, 38.1) относятся продольные вертикальные и горизонтальные трещины в головке рельсов, которые появляются из-за несовершенства технологии изготовления и наплавки рельсов, а также приварки рельсовых соединителей.
К четвертой группе дефектов (40.0, 41.0-2, 43.1, 44.0; 46.3-4; 47.3-4) относят выражающиеся в смятии и неравномерном износе головки рельса из-за недостаточной контактной прочности при обращении подвижного состава с повышенными нагрузками на ось.
К пятой группе дефектов (50.1-2; 53.1; 55.1-2, 56.3-4, 57.3-4) относятся дефекты, связанные с повреждением шейки.
К шестой группе дефектов (60.1-2; 64.1-2; 65.1-2; 66.3-4; 67.3-4, 69.1-2) относятся дефекты, связанные с выколами и трещинами в подошве.
К седьмой группе дефектов (70.1-2/20.1-2, 70.1-2/60.1-2, 71.1-2/21.1-2, 71.1-2/31.1-2, 72.1-2/22.1-2, 73.1/33.1, 73.1/53.1, 74.1-2/24.1-2, 74.1-2/64.1-2, 75.1-2/25.1-2, 75.1-2/55.1-2, 75.1-2/65.1-2, 76.3-4/26.3-4, 76.3-4/56.3-4, 76.3-4/66.3-4, 77.3-4/27.3-4, 77.3-4/57.3-4, 77.3-4/67.3-4, 79.1-2/69.1-2) относятся изломы рельсов, не вошедшие во вторую группу, которые происходят из-за шлаковых включений, прохода колеса с ползуном и по другим причинам без видимых пороков в изломе.
К восьмой группе (85.1-2; 86.3-4) относят изгибы рельсов, образовавшиеся при механических воздействиях или сварке рельсов.
К девятой группе (98.0-1-2-3-4, 99.1-2-3-4) относятся дефекты, не указанные в остальных группах и образовавшиеся по самым различным причинам.
В зависимости от вида и степени дефекта рельсы подразделяются на остродефектные, подлежащие немедленной смене и дефектные, заменяемые в плановом порядке.
К остродефектным рельсам относят рельсы отмеченные буквами «ОДР» в таблице классификации рельсов.
К дефектным (ДР) относятся рельсы, имеющие износ больше допустимых значений, приведенный износ (от 7 до 19 мм, в зависимости от типа рельсов и места их укладки) или деформации, превышающие допустимые (от 1 до 3 мм, в зависимости от вида деформации).
Кроме дефектов, видимых визуально, имеются скрытые дефекты, для обнаружения которых используются дефектоскопы.
Структура классификации дефектов рельсов приведена в таблице 2.1.
Причины появления, способы выявления дефектов и указания по эксплуатации рельсов с дефектами приведены в таблице 2.2.
Таблица 2.1 – Структура классификации дефектов рельсов
| Элемент профиля | № г р у п п ы | Основная причина образова-ния Наимено- вание группы | Наруше- ния тех- нологии изготов- ления рельсов 0 | Недоста- точная прочность (после пропуска гарантийного тоннажа) 1 | Недоста- точная прочность (до пропус-ка гаран-тийного тоннажа) 2 | Дефекты в зоне болтовых стыков 3 | Ненорма- тивные условия эксплуа- тации рельсов 4 | Ненорма- тивное механичес- кое воздей- ствие на рельсы 5 | Дефекты в зоне свар-ных стыков (после пропуска гарантийного тоннажа) 6 | Дефекты в зоне сварных стыков (до пропуска гарантийного тоннажа) 7 | Другие дефекты 8 | Контролене-пригод- ность, корро-зионная уста-лость, изломы без усталост-ных трещин 9 |
| Головка | 1 | Трещины и выкрашивания на поверхности | 10.1-2 | 11.1-2 | 12.1-2 | 13.1 | 14.1-2 | 16.3-4 | 17.3-4 | 18.1-2 | 19.0-1-2 | |
| 2 | Поперечные трещины | 20.1-2 | 21.1-2 | 22.1-2 | 24.1-2 | 25.1-2 | 26.3-4 | 27.3-4 | ||||
| 3 | Продольные трещины в головке и в зоне перехода головки в шейку | 30.1-2 | 31.1-2 | 33.1 | 38.1 | |||||||
| 4 | Износ и смятие | 40.0 | 41.0-2 | 43.1 | 44.0 | 46.3-4 | 47.3-4 | |||||
| Шейка | 5 | Дефекты в шейке | 50.1-2 | 53.1 | 55.1-2 | 56.3-4 | 57.3-4 | |||||
| Подошва | 6 | Дефекты в подошве | 60.1-2 | 64.1-2 | 65.1-2 | 66.3-4 | 67.3-4 | 69.1-2 | ||||
| Всё сечение | 7 | Изломы | 70.1-2 /20.1-2, 70.1-2 /60.1-2 | 71.1-2 /21.1-2, 71.1-2 /31.1-2 | 72.1-2 /22.1-2 | 73.1/33.1, 73.1/53.1 | 74.1-2 /24.1-2, 74.1-2 /64.1-2 | 75.1-2 /25.1-2, 75.1-2 /55.1-2, 75.1-2 /65.1-2 | 76.3-4 /26.3-4, 76.3-4 /56.3-4, 76.3-4 /66.3-4 | 77.3-4 /27.3-4, 77.3-4 /57.3-4, 77.3-4 /67.3-4 | 79.1-2 /69.1-2 | |
| Всё сечение | 8 | Изгибы | 85.1-2 | 86.3-4 | ||||||||
| Любой | 9 | Прочие | 98.0-1-2-3-4 | 99.1-2-3-4 |
Таблица 2.2 –Причина появления, способы выявления дефектов и указания по эксплуатации рельсов с дефектами
| Код | Схематическое изображение дефекта | Описание дефекта | Причина появления дефекта | Способы выявления | Указания по эксплуатации рельсов |
ОДР/ДР | |
| Осмотр | НК | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 10.1 10.2 | 
| Трещины и выкрашива-ния металла на поверх-ности катания головки из-за нарушения техно-логии изготовления рельсов (закатов, волосовин, плен) | На поверхности катания трещины и выкрашивания образуются в местах поверхностных дефектов металлургического происхождения | да | да | Для профилактики появления – шлифовка головки рельсов. Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Предъявить рекламацию металлургическому комбинату–изготовителю рельсов. | ДР |
| 11.1 11.2 | выкрашивания
 трещины
трещины

| Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки | Из-за недостаточной контактно-усталостной прочности металла, недостатки в металлургическом качестве стали | да | да | Для профилактики появления – шлифовка головки рельсов. Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Предъявить рекламацию металлургическому комбинату–изготовителю рельсов. | ДР |
| 12.1 12.2 | см. дефект 11.1-2 | Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, до пропуска гарантийного тоннажа | Из-за недостаточной кон-тактно-усталостной проч-ности металла, недостатки в металлургическом качестве стали | да | да | Для профилактики появления – шлифовка головки рельсов. Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Предъявить рекламацию металлургическому комбинату–изготовителю рельсов. | ДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 13.1 | 
| Выкрашивание металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках | Искривленность рельсовых концов, растянутые зазоры, а также некачественная механическая обработка торцов | да | да | Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. Предъявить рекламацию металлургическому комбинату–изготовителю рельсов. | ДР |
| 14.1 14.2 | 
| Пробоксовка в виде местного износа и выкрашивания металла в местах термомеханичес-ких повреждений головки рельса из-за боксования, юза колес подвижного состава | Ненормативное воздейст-вие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовых нитях местных участков термических повреждений слоев металла рельсов | да | да | Устанавливается предельная скорость пропуска поездов. Устанавливают наблюдение при очередных проверках состояния рельсов. При периодическом возникновении пробоксовок на одних и тех же местах принимают меры по улучшению условий реализации тяги локомотивами. На дефектные рельсы предъявляют рекламации локомотивному депо или структурному подразделению, к которому приписан рельсошлифовальный поезд. | ОДР |
| 16.3 16.4 | 

| Выкрашивание металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа | Вследствие нарушения технологии сварки и обработки сварного стыка | да | да | Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. | ОДР |
| 17.3 17.4 | см. дефект 16.3-4 | Выкрашивание металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа | Вследствие нарушения технологии сварки и обработки сварного стыка | да | да | Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка. | ОДР |
| 18.1 18.2 | 
| Выкрашивание наплавленного слоя металла в местах наплавки | Нарушение технологии наплавки рельсов | да | да | Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. При преждевременном возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию производителю наплавочных работ. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 19.0 19.1 19.2 |  
| Контроленепригодность из-за наличия выкрашиваний, трещин на поверхности катания, или рябизны, отпечатков, или сильной коррозии на нижней поверхности головки рельса | В результате развития поверхностных повреждений головки рельсов которые не дают возможности обнаружить внутренние дефекты ультразвуковыми дефектоскопами | нет | да | В течение 5 дней после выявления дефекта принимается решение по его дальнейшей эксплуатации и определяются меры ( наплавка, шлифовка или замена) по устранению причин контроленепригодности, В течении 14 дней с момента выявления разработанные меры должны быть реализованы. В случае превышения срока устранения причин контролене-пригодности скорость движения поездов ограничивается до 60 км/ч. При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю рельсов. | ДР |
| 20.1 20.2 |  в изломе
в изломе

| Поперечные трещины в головке в виде светлых или темных пятен, вызванные внутренними пороками изготовления рельсов | Основной причиной образования трещин являются флокены, которые обычно располагаются на глубине более 10 мм от поверхности | нет | да | Подлежит замене без промедления. При подтверждении наличия флокенов, газовых пузырей и др. все рельсы данной плавки подлежат изъятию из эксплуатации. В этом случае следует предъявить в соответствии с гарантийными обязательствами рекламации металлургическому комбинату-изготовителю рельсов. | ОДР |
| 21.1 21.2 |  в изломе
в изломе

| Поперечные усталостные трещины в головке в виде светлых и темных пятен, после пропуска гарантийного тоннажа | Началом образования дефекта является возникновение внутренней продольной трещины от скопления неметаллических включений | да | да | Подлежит замене без промедления. | ОДР |
| 22.1 22.2 | см. дефект 21.1-2 | Поперечные усталостные трещины в головке в виде светлых и темных пятен, до пропуска гарантийного тоннажа | Началом образования дефекта является возникновение внутренней продольной трещины от скопления неметаллических включений | да | да | Подлежит замене без промедления. При преждевременном образовании в рельсе дефекта 22.1-2 в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 24.1 24.2 |  в изломе
в изломе

| Поперечные трещины в головке, возникшие от термомеханических повреждений из-за боксования или юза | Дефект образуется вследствие боксования или юза, когда происходит термомеханическое повреждение металла головки рельса | да | да | На участке, где прошел подвижной состав с неисправными колесами или где имели место боксование и (или) юз, до плановой замены рельсов необходимо более частое (по утвержденному начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов, даже если никаких внешних признаков повреждения рельсов нет. Следует предъявить претензии и штрафные санкции локомотивным или вагонным депо. | ОДР |
| 25.1 25.2 | 
| Поперечные трещины в головке вследствие ударов по рельсу, другие механические повреждения | В результате механических повреждений рельса могут образоваться концентраторы напряжений. | да | да | Подлежит замене без промедления. | ОДР |
| 26.3 26.4 | 
| Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа | Наличие непроваров, неметаллических включений, пор, раковин трещин в головке рельсов в месте сварки из-за нарушения режима сварки | да | да | Подлежит замене без промедления. | ОДР |
| 27.3 27.4 | см. дефект 26.3-4 | Поперечные трещины в го-ловке из-за нарушений тех-нологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа. | Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса | да | да | Подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. | ОДР |
| 30.1 30.2 | 
| Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов | Наличие загрязнений стали в виде крупных скоплений неметаллических включений | да | да | Подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 31.1 31.2 | 
| Вертикальные продольные трещины в головке из-за недостаточной прочности металла | Образуются в результате раздавливания головки рельса под колесами подвижного состава | да | да | Подлежит замене без промедления | ОДР |
| 33.1 | 
| Продольные трещины в местах перехода головки в шейку в зоне болтового стыка. | Повышение динамического воздействия в болтовых стыках высокое местное напряжение | да | да | Подлежит замене без промедления. При наличии концентраторов напряжений из-за некачественной обработки торцов рельсов (заусенцы, вырывы металла, отсутствие фаски в подголовочной части и др,) в соответствии с гарантийными обязательствами предъявить рекламацию металлургическому комбинату-изготовителю рельсов или предприятию, производившему разрезку рельсов. | ОДР |
| 38.1 | 
| Трещины в головке в месте приварки рельсового соединителя | Из-за нарушения режима приварки рельсового соединителя | да | да | Подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию производителю работ по приварке рельсовых соединителей. | ОДР |
| 40.0 |  
| Волнообразный износ и смятие головки рельса (длинные /25 - 150 см/ и короткие /менее 25 см/ волны). | Деформация возникает при прокатке рельсов на металлургическом комбинате | да | нет | Устанавливается предельная скорость пропуска поездов. При преждевременном образовании в рельсе дефекта 40.0 в виде волнообразного износа и смятия головки рельсов с длинными (25,0 - 150,0 см) волнами в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов. В остальных случаях дефектные рельсы {ДР) подлежат шлифовке или фрезерованию с периодичностью по утвержденному графику | ДР |
| 41.0 41.2 | 
| Смятие и вертикальный износ головки рельса из-за недостаточной прочности металла. | Несоответствие прочности металла головки рельса условиям ее нагружения колесами подвижного состава | да | нет | Устанавливается предельная скорость пропуска поездов. | ДР |
| 43.1 | 
| Смятие головки в виде седловины в зоне болтового стыка из-за повышенного динамического воздействия в стыке | Смятие головки в виде седловины связано с осо-бенностями динамического воздействия колеса на рельс | да | да | Устанавливается предельная скорость пропуска поездов. Для полного или частичного устранения дефектов производят шлифовку поверхности катания, наплавку, а для того, чтобы сделать пологими уклоны неровности в зоне седловин - местную шлифовку. | ДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 44.0 | 
| Боковой износ головки рельса сверх допускаемых норм | Недостаточная износостойкость металла | да | нет | Устанавливается предельная скорость пропуска поездов. | ДР |
| 46.3 46.4 | 
| Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа | Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов | да | да | Местное шлифование рельса. Устанавливается предельная скорость пропуска поездов. | ДР |
| 47.3 47.4 | см. дефект 46.3-4 | Смятие и износ головки в зоне сварного стыка из-за местного снижения механических свойств металла после пропуска гарантийного тоннажа | Вследствие неоднородности механических свойств металла, получающейся при сварке рельсов | да | да | Местное шлифование рельса. Устанавливается предельная скорость пропуска поездов. При образовании дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию изготовителю сварного стыка | ДР |
| 50.1 50.2 | 
| Вертикальное расслоение шейки из-за нарушения технологии изготовления рельсов | Дефекты технологии изготовления рельсов | да | да | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов | ОДР |
| 53.1 | 
| Трещины в шейке от болтовых отверстий в рельсе из-за повышенного динамического воздействия в стыках | Концентрация напряжений на кромках болтовых отверстий. Неудовлетворительное содержание стыков | да | да | Подлежат замене без промедления. При установлении причины возникновения трещины от некачественного изготовления отверстия предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или другому изготовителю отверстий в рельсах | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 55.1 55.2 | 
| Трещины в шейке и в местах перехода к головке от ударов по шейке и других механических повреждений | В результате ударов по шейке и других механических повреждений в шейке или в месте перехода шейки в головку | да | да | Подлежат замене без промедления. В случае обнаружения трещины от маркировочных знаков и других концентраторов напряжений, возникших при изготовлении рельсов, предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ОДР |
| 56.3 56.4 | 
| Трещина в шейке в зоне сварного стыка из-за нарушения технологии сварки и обработки сварного стыка, приведшего к отказу рельса после пропуска гарантийного тоннажа | Нарушение технологии сварки и обработки сварных стыков | да | да | Подлежат замене без промедления. Информировать предприятие, которое производило сварку рельсов, о факте образования дефекта и условиях работы рельса. | ОДР |
| 57.3 57.4 | 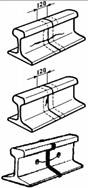
| Трещина в шейке в зоне сварного стыка из-за нарушения технологии сварки и обработки сварного стыка, приведшего к отказу рельса до пропуска гарантийного тоннажа | Нарушение технологии сварки и обработки сварных стыков | да | да | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 60.1 60.2 | 
| Трещины и выколы в подошве из-за нарушений технологии изготовления рельсов | Недостатки технологии изготовления рельсов | да | да | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ОДР |
| 64.1 64.2 | 
| Местные выработки или коррозия подошвы рельса в местах контакта с элементами скреплений из-за нарушений норм текущего содержания | Местные выработки или коррозия подошвы рельса в местах контакта с ребор-дами подкладок, упорными скобами, клеммами, костылями в результате износа и (или) коррозии | да | да | Устанавливается предельная скорость пропуска поездов. Наблюдения за развитием дефекта производят при очередных проверках рельсов. | ДР |
| 65.1 65.2 | 
| Трещины и выколы в подошве из-за ударов и других механических повреждений | Вследствие механических повреждений | да | да | Подлежат замене без промедления. | ОДР |
| 66.3 66.4 | 
| Трещины в подошве в зоне сварного стыка из-за нару-шения технологии сварки рельсов и обработки свар-ных стыков, приведшие к отказу рельса после пропу-ска гарантийного тоннажа | Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки | да | да | Подлежат замене без промедления. Информировать предприятие, произведшее сварку рельса, о факте возникновения дефекта и условиях эксплуатации рельса. | ОДР |
| 67.3 67.4 | см. дефект 66.3-4 | Трещины в подошве в зоне сварного стыка из-за нару-шения технологии сварки рельсов и обработки свар-ных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа | Наличие непроваров, трещин и других дефектов из-за нарушения режима сварки | да | да | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельса. | ОДР |
| 69.1 69.2 | 
| Поперечные коррозионно-усталостные трещины в подошве рельса. | В результате коррозионной усталости металла | нет | да | Подлежат замене без промедления. Необходима более тщательная проверка других рельсов на данном участке. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 70.1 70.2 | 
| Поперечные изломы от трещин, образовавшихся из-за нарушения технологии изготовления рельсов | Нарушение технологии изготовления рельсов | да | да (УЗК, М) | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельса. | ОДР |
| 71.1 71.2 | 
| Поперечные изломы из-за поперечной трещины, образовавшейся от внутренней или наружной продольной трещины контактной усталости, или продольной горизонтальной или вертикальной трещины в головке после пропуска гарантийного тоннажа | При своем развитие поперечные трещины контактной усталости, а также горизонтальные и вертикальные продольные трещины могут привести к излому всего сечения. При понижении температуры эксплуатации вероятность излома возрастает | да | да (УЗК, М) | Подлежат замене без промедления. Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно действующим техническим указаниям. | ОДР |
| 72.1 72.2 | 
| Поперечные изломы из-за поперечной трещины, обра-зовавшейся от внутренней или наружной продольной трещины контактной уста-лости, или продольной гори-зонтальной или вертикаль-ной трещины в головке до пропуска гарантийного тоннажа | При своем развитие поперечные трещины контактной усталости, а также горизонтальные и вертикальные продольные трещины могут привести к излому всего сечения. При понижении температуры эксплуатации вероятность излома возрастает | да | да (УЗК, М) | Подлежат замене без промедления. Усилить дефектоскопный контроль за рельсами на примыкающих участках пути. Произвести профильную шлифовку головок рельсов согласно действующим техническим указаниям. В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов. | ОДР |
| 73.1 | 
| Изломы из-за образования и развития трещин в шейке от отверстий и в месте перехода шейки в головку | Своевременно необнаруженные трещины (дефекты 33.1 и 53.1) могут привести к излому | да | да (УЗК, М) | Подлежат замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату или предприятию-изготовителю некачественных отверстий в рельсе. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 74.1 74.2 | 
| Поперечные изломы из-за образования поперечной трещины в головке рельса вследствие боксования и юза. Поперечные изломы из-за усталостной трещины, образовавшейся от местной выработки подошвы рельса | Своевременно необнаруженные трещины (дефекты 24.1-2 и 64.1-2) могут привести к излому всего рельса. При понижении температуры эксплуатации вероятность излома возрастает | да | да (УЗК, М) | Рельс подлежит замене без промедления. Необходимо в период трех месяцев вести более частое наблюдение за остальными рельсами на участке, где прошел подвижной состав с неисправными колесами, даже если никаких внешних признаков повреждения рельсов не обнаружено. После прохода подвижного состава с колесами, имевшими ползуны или выбоины, провести в течение суток внеочередную проверку рельсов данного участка съёмными дефектоскопами. Предъявить рекламацию вагонному или локомотивному депо (службам). | ОДР |
| 75.1 75.2 | 
| Изломы из-за образования трещины в головке, шейке или подошве вследствие ненормативного механического воздействия на рельс | В результате механических повреждений может произойти излом всего рельса | да | да (УЗК, М) | Рельс подлежит замене без промедления. | ОДР |
| 76.3 76.4 | 
| Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, после пропуска гарантийного тоннажа | Своевременно необнаруженные трещины в месте сварного стыка в головке (деф.26.3-4), в шейке (деф.56.3-4) и в подошве (деф.66.3-4) | да | да (УЗК, М) | Рельс подлежит замене без промедления. | ОДР |
| 77.3 77.4 | см. дефект 76.3-4 | Поперечные изломы из-за трещин, возникших в головке, шейке или подошве из-за нарушений технологии сварки рельсов и обработки сварных стыков, до пропуска гарантийного тоннажа | Своевременно необнаруженные трещины в месте сварного стыка в головке (деф.27.3-4), в шейке (деф.57.3-4) и в подошве (деф.67.3-4) | да | да (УЗК, М) | Рельс подлежит замене без промедления. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, производившему сварку рельсов. | ОДР |
| Продолжение таблицы 2.2 | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 79.1 79.2 | 
| Поперечные изломы из-за коррозийно-усталостных трещин в подошве рельса | Коррозийно-усталостные поперечные трещины в подошве рельсов (деф.69.1-2), которые были пропущены или не могли быть обнаружены при дефектоскопии, могут привести к полному разрушению всего сечения | да | да (УЗК, М) | Рельс подлежит замене без промедления. | ОДР |
| 85.1 85.2 | 
| Нарушение прямолинейности рельса, допущенного при выгрузке с подвижного состава, ударах и т. п. | Изгибы рельсов в результате небрежной погрузки, выгрузки, складирования и перевозки | да | нет | Допускается перекладка таких рельсов па участки пути других категорий (с меньшими установленными скоростями). Если нарушение прямолинейности произошло по вине изготовителя рельсов, то предъявить рекламацию предприятию-изготовителю рельсов в соответствии с гарантийными обязательствами. | ДР |
| 86.3 86.4 | 
| Нарушения прямолинейности рельсов, допущенные при сварке | Использование для сварки рельсов с невыправленными концами, неправильная стыковка или изгиб рельсов в горячем состоянии после сварки | да | нет | Рельс необходимо заменить в плановом порядке или переложить на участок пути с меньшими установленными скоростями, или вырезать дефектное место и вварить новую вставку. Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов. | ДР |
| 98.0 98.1 98.2 98.3 98.4 | Другие кроме перечислен-ных выше, дефекты и повре-ждения рельсов, оставлен-ные в пути, опасность эк-сплуатации которых может быть оценена по ближайше-му типоразмеру дефекта | К этому виду относятся дефекты и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов дефектными | да | да | Рельсы подлежат замене в плановом порядке. Проверить остальные рельсы на участке пути с аналогичными условиями эксплуатации. | ДР | |
| 99.1 99.2 99.3 99.4 | Другие кроме перечисленных выше, дефекты остродефектных рельсов, изъятых из пути | К этому виду относятся дефекты и повреждения рельсов, не перечисленные выше, явившиеся причиной признания рельсов остродефектными | да | да | ДР | ||
Дата добавления: 2018-11-24; просмотров: 1483; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!