Соединение втачных воротников с изделием
Способы соединения втачных воротников с изделием разнообразны. Их выбор зависит от модели и свойств материалов, используемых для пошива изделия.
Соединение однослойных воротников с изделием. Его выполняют следующими швами: стачным с использованием подкройной обтачки; стачным с использованием тесьмы или косой бейки; запошивочным; окантовочным с помощью тесьмы или косой бейки с двумя закрытыми срезами; бельевым.
При соединении однослойного воротника стачным швом с использованием обтачки сначала заготовляют обтачку — так же, как при обработке горловины подкройной обтачкой (см. подразд. 2.5.1).
Обработанный однослойный воротник укладывают изнанкой на лицевую сторону изделия без застежки, совмещая срезы горловины и контрольные надсечки воротника и изделия. Воротник вметывают в горловину. На воротник лицевой стороной к лицевой стороне укладывают заготовленную обтачку, уравнивают ее не-обметанный срез со срезами горловины и воротника, совмещают надсечки и сметывают. Втачивают воротник и обтачку в горловину изделия швом шириной 7... 10 мм (рис. 2.22, строчка 3). Припуски шва обтачивания надсекают на криволинейных участках шва, а затем настрачивают их на обтачку швом шириной 1... 3 мм (строчка 4). Обтачку отгибают на изнанку изделия и приутюживают, после чего закрепляют ее ручными или машинными стежками на припусках плечевых швов.
Вместо подкройной обтачки для соединения можно использовать тесьму или косую бейку.
|
|
|

Рис. 2.22. Соединение однослойных воротников с изделием
При обработке толстых мягких материалов воротник втачивают настрочным швом с обметанным срезом. Воротник изнанкой укладывают на лицевую сторону изделия, совмещая надсечки и уравнивая срезы горловины воротника и изделия, и втачивают в горловину изделия швом шириной 10 мм. Припуски шва обметывают и настрачивают на основную деталь по линии горловины. Ширина шва настрачивания 7 мм. Такой воротник можно втачать в горловину и обметать на стачивающе обметочной машине за один прием.
Соединение двухслойных воротников с изделием. Существует три способа соединения двухслойных воротников с изделием:
верхний и нижний воротники втачивают одновременно изделием и подбортами;
горловину изделия втачивают между верхним и нижним воротниками;
верхний воротник притачивают к подбортам, нижний воротник втачивают в горловину изделия, а затем припуски швов притачивания верхнего воротника и втачивания нижнего воротника соединяют между собой.
Втачивание воротника в горловину изделия с подбортами. Его втачивают в горловину изделия одновременно с обтачиванием уступа борта (рис. 2.23, а). Перед втачиванием воротника выравнивают его срезы. Предусматриваемая моделью отделочная строчка должна быть проложена на воротнике. Готовый воротник укладывают нижним воротником на лицевую сторону изделия, совмещают срезы горловины и контрольные надсечки воротника и изделия. Оба слоя воротника вметывают в горловину полочек до плечевых швов, начиная с концов воротника. Около плечевых швов надсекают припуск на шов со стороны верхнего воротника, верхний воротник отгибают и в горловину спинки вметывают только нижний воротник. На верхний воротник укладывают подборта лицевой стороной вниз, совмещая срезы горловины и уравнивая контрольные знаки подбортов и изделия. Подборта приметывают к изделию до плечевых срезов. Затем от края одного до края другого борта воротник втачивают за один прием со стороны воротника швом шириной 7... 10 мм (строчка б). В промышленном производстве воротник втачивают без предварительного вметывания. Припуски шва втачивания надсекают, борта отворачивают на лицевую сторону, углы бортов и шов втачивания воротника выправляют. Свободный припуск горловины верхнего воротника на участке спинки между плечевыми швами подгибают внутрь. Подогнутый край настрачивают так, чтобы он закрывал строчку втачивания нижнего воротника (строчка 7). Ширина шва настрачивания 1 ...2 мм. Подборта закрепляют ручной или машинной строчкой 8 на припусках плечевых швов. Готовый воротник приутюживают.
|
|
|
|
|
|
Если в изделии запроектирована подкройная обтачка горловины спинки (рис. 2.23, б), то втачивание воротника в горловину изделия с подбортами осуществляют следующим образом. Обтачку горловины спинки, так же как подборт, дублируют. Соединяют ее с подбортом по плечевым срезам швом вразутюжку шириной 5...7 мм (строчка 7). Внутренний срез подборта и обтачки обметывают (строчка 2). Готовый воротник вкладывают между изделием и подбортом, соединенным с обтачкой, так, чтобы нижний воротник размещался на лицевой стороне изделия, а подборт с обтачкой лицевыми сторонами лежали на верхнем воротнике. Детали уравнивают по контрольным знакам и срезам горловины воротник втачивают от края одного до края другого борта за прием (строчка 7). Припуски швов надсекают, подборта и обтачку вывертывают на лицевую сторону, углы бортов и шов втачивания выправляют и приутюживают. Обтачку закрепляют ручной или машинной строчкой на припусках плечевых швов (строчка 8).
|
|
|
Вместо подкройной обтачки может быть использована тесьма или косая бейка. В этом случае после укладывания воротника нижним воротником на изделие, а подбортов — лицевой стороной на верхний воротник сверху на них размещают тесьму или косую бейку лицевой стороной вниз. Воротник втачивают в горловину одновременно с притачиванием тесьмы или бейки. Строчку втачивания прокладывают от края одного до края другого борта. Борта вывертывают на лицевую сторону, выправляют углы и шов втачивания. Затем тесьму или косую бейку настрачивают на изделие Ширина шва настрачивания 1... 2 мм. Этой же строчкой одновременно можно настрочить на полочку внутренний край подборта, если это предусмотрено моделью.
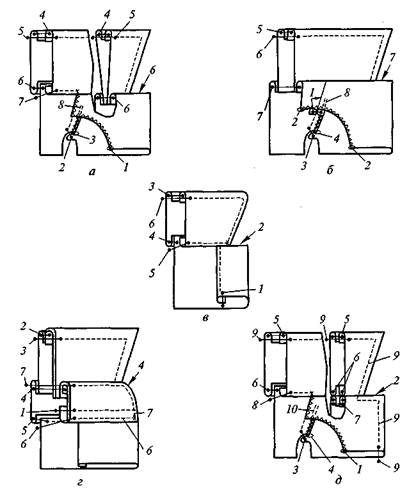
Рис. 2.23. Втачивание воротников в горловину изделий с подбортами
Втачивание горловины изделия между верхним и нижним воротниками. Уступы бортов изделия должны быть обтачаны заранее (строчка 2, рис. 2.23, в). Кроме того, при обработке воротника перед обтачиванием верхнего воротника нижним по концам и отлету необходимо заутюжить наизнанку припуск среза горловины верхнего воротника шириной 7... 10 мм.
Воротник складывают с изделием, разместив нижний воротник на лицевой стороне изделия, совмещают срезы и надсечки воротника и изделия. Нижний воротник втачивают, прокладывая по нему строчку и образуя шов шириной 7... 10 мм (строчка 4). Нижний воротник может быть предварительно вметан. Припуски шва втачивания отгибают в сторону воротника, перекрывают их заутюженным сгибом верхнего воротника и верхний воротник настрачивают (строчка 5), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 2 мм. В заключение прокладывают отделочную строчку по концам и отлету воротника (строчка 6).
В зависимости от модели и свойств материалов можно сначала втачать в горловину изделия верхний воротник, а затем настрочить нижний.
Воротник на отрезной стойке соединяют с изделием аналогично (рис. 2.23, г). Сначала стойку нижнего воротника втачивают в горловину изделия (строчка 5), а затем застроченный край стойки верхнего воротника настрачивают на горловину изделия (строчка 6) так, чтобы строчка шва втачивания нижнего воротника была закрыта. Ширина шва настрачивания 1... 2 мм. Если по верхнему краю стойки моделью предусмотрена отделочная строчка, ее можно проложить (строчка 7) сразу после настрачивания стойки верхнего воротника на горловину изделия, не прерывая строчки.
Втачивание нижнего воротника в горловину изделия и притачивание верхнего воротника к подбортам. В изделиях из толстых материалов (рис. 2.23, д) готовый воротник без отделочной строчки втачивают в горловину изделия следующим образом. Обтачивают уступы подбортов, подборта отворачивают на лицевую сторону, приутюживают. Верхний воротник стачивают с подбортами до уступа борта и, не прерывая строчки, втачивают нижний воротник в горловину изделия (строчка 6). При индивидуальном пошиве воротник предварительно вметывают. Припуск горловины полочки над плечевыми швами надсекают, излишки припусков в уступе высекают. Шов разутюживают на участке полочек и заутюживают на участке спинки в сторону воротника. Воротник выправляет. Подборта отгибают, их припуски соединяют с припусками полочки вручную или на стачивающей машине (строчка 7). Срез горловины верхнего воротника подгибают, закрывая строчку втачивания нижнего воротника, и настрачивают между плечевыми швами на горловину изделия (строчка 8). Если по модели предусмотрена отделочная строчка, ее прокладывают по краям и уступам бортов, концам и отлету воротника (строчка 9).
Обработка съемных воротников
Такие воротники не втачивают в горловину изделия. Их прикрепляют к изделию с помощью петель и пуговиц, кнопок, завязок или вообще не прикрепляют. Съемные воротники могут быть одно- или двухслойными. Двухслойные съемные воротники изготовляют с прокладкой или без нее. Съемные воротники обрабатывают по концам и отлету так же, как втачные. Особенность изготовления таких воротников состоит в необходимости обработки среза горловины и закреплении на воротниках элементов для пристегивания воротника к изделию.
Срез горловины одно- и двухслойного съемного воротника обрабатывают любым краевым швом: в подгибку с закрытым срезом; окантовочным с помощью тесьмы или косой бейки с двумя закрытыми срезами; обтачным в простую рамку с использованием подкройной обтачки или косой бейки. Кроме того, срез горловины двухслойного воротника обтачивают нижним воротником. Такую обработку осуществляют в следующем порядке.
Верхний воротник складывают с нижним лицевыми сторонами внутрь, совмещают срезы и обтачивают со всех сторон, оставляя по срезу горловины отверстие для вывертывания длиной 30...40 мм. Припуски обтачивания в углах подрезают, на криволинейных участках швов надсекают. Через оставленное отверстие воротник вывертывают на лицевую сторону, углы и швы выправляют и приутюживают со стороны нижнего воротника, образуя кант из верхнего воротника. Оставленное по краю горловины отверстие для вывертывания застрачивают по краю с подгибом срезов внутрь на машине или подшивают вручную потайными стежками. Срез горловины можно не обтачивать, а обметать на специальной машине.
Срез горловины может быть обработан планкой, цельно кроенной с подкладкой планки, выкроенной в долевом направлении, Шириной 15... 20 мм в готовом виде. Сначала заутюживают на изнаночную сторону боковые припуски планки. Затем к срезу горловины воротника притачивают подкладку планки, укладывая ее лицевой стороной на изнанку воротника. Ширина шва 5...7 мм. Планку перегибают, складывая деталь изнанкой внутрь. Подгибает внутрь продольный припуск планки, и настрачивают планку на горловину изделия швом шириной 1...2 мм, закрывая при этом шов притачивания подкладки планки. Одновременно застрачивают боковые края планки.
Если съемный воротник прикрепляют к изделию с помощью петель и пуговиц, то петли чаще всего изготовляют на воротнике, а пуговицы пришивают к изделию. Петли на съемных воротниках бывают навесные (воздушные) или прорезные обметанные.
Навесные петли изготовляют из косой бейки или используют готовый шнур. Петли нарезают необходимой длины, соответствующей диаметру пуговиц. Нарезанные петли укладывают по разметке на изнанку однослойного воротника или на лицевую сторону нижнего воротника так, чтобы срезы петли были совмещены со срезом горловины. В таком положении петли закрепляют обратной машинной строчкой, прокладываемой вдоль среза горловины на расстоянии 3,5...5 мм от него. Затем срез горловины обрабатывают одним из перечисленных выше швов.
Прорезные петли выметывают на готовых двухслойных воротниках, располагая петли вдоль края горловины на расстоянии 7... 10 мм от края. Петли могут быть выметаны на притачной планке в продольном направлении.
Кнопки пришивают к готовому воротнику на изнаночную сторону, захватывая иглой не менее двух слоев материала.
Завязки могут притачиваться к готовому воротнику настрочным швом с закрытым срезом или запошивочным швом; втачиваться при обтачивании верхнего воротника нижним в двухслойных воротниках; изготовляться из концевых остатков тесьмы или косой бейки, которыми окантован срез горловины.
Дата добавления: 2018-11-24; просмотров: 623; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!