Характеристика ручных строчек
| Строчка | Длина стежка, см | Число стежков в 1 см (частота строчки) | Номера ниток | |
| хлопчатобумажных | шелковых | |||
| Временного крепления: | ||||
| наметочная: | ||||
| с посадкой ткани | 1...2 | — | 30 ...60 | — |
| без посадки ткани | 1...5 | — | 30...60 | — |
| заметочная | ||||
| Постоянного крепления: | ||||
| подшивочная | 1...3 | — | 30...60 | — |
| Прикрепляющая | 0,3...0,7 | — | 30...80 | 18; 33; 65 |
| прикрепляющая стежки | — | 2...3 | 30...60 | 33; 65 |
| закрепляющая стежки | — | 3...4 | 30...60 | — |
| отделочная (Вспушная) | 0,3...0,5 | 2...4 | 80...60 | 33; 65 |
Примечание. Частоту строчки, длину стежка и номер ниток устанавливают в зависимости от толщины обрабатываемого материала.
Таблица 1.7.
Характеристика ручных стежков, применяемых для изготовления закрепок, петель и пришивания фурнитуры
| Операция | Число стежков в 1 см | Номера ниток | |||
| прикрепляющих | обметочных или обвивающих | закрепляющих | хлопчатобумажных (ГОСТ 6309-73) | шелковых (ГОСТ 6797-70) | |
| Изготовление: | |||||
| закрепки | 2…3 | 7…10 | 3…4 | 10…30 | 3; 4; 18 |
| Нитяной петли (для застегивания пуговицы, крючка) | 3…5 | 10…15 | 3…4 | 10…40 | 18; 33 |
| пришивание | |||||
| крючка | 4…5 | - | 3…4 | 10…40 | - |
| петли | 4…5 | - | 3…4 | 10…40 | - |
| кнопки | 3…5 | - | 3…4 | 10…30 (сложенных вдвое) | - |
| Пуговицы с двумя отверстиями, с ушком, обтяжной басонной | 5…6 | - | 3…4 | 10…30 (сложенных вдвое) | - |
| Пуговицы с четырьмя отверстиями | 3…4 | - | 3…4 | - | - |
Примечание. Частоту строчки, длину стежка и номера ниток устанавливают в зависимости от толщины обрабатываемого материала.
* При пришивании крючков и петель с кромкой число стежков, прикрепляющих к детали.
** При пришивании пуговицы со стойкой. Высота последней (в зависимости от толщины ткани) 0,2...0,6 см.
11)Длина стежков должна соответствовать размерам, указанным в табл. 1.6 и 1.7.
12)Концы внутренних строчек закрепляют 2... 3 стежками.
Машинные работы. Рабочие места для машинных работ
Машинные работы выполняют на машинах, образующих различные стежки и строчки (рис. 1.42).
Рабочее место для выполнения машинных работ оборудуют столом с индивидуальным электроприводом, а также винтовым стулом, который дает возможность регулировать высоту сиденья. На столе устанавливают головку швейной машины и раскладывают необходимые инструменты и приспособления. Электродвигатель включают нажатием на пусковую кнопку или на педаль машины.
На машинном рабочем месте должно быть местное освещение в виде отдельного светильника или светильника, вмонтированного в корпус машины. Для подъема лапки ногой предназначен находящийся под крышкой стола коленчатый рычаг. Поверхность стола должна быть гладкой, на столе должно быть укреплено специальное приспособление для наматывания ниток на шпульку. Площадь рабочей поверхности стола определяется размерами оборудования и приспособлений, размерами деталей изделия и характером выполняемой операции.
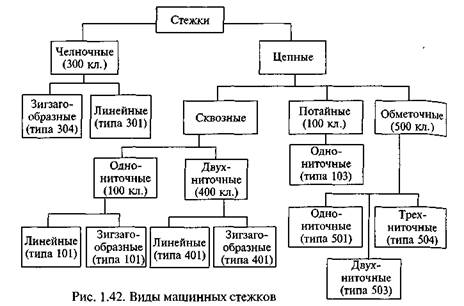
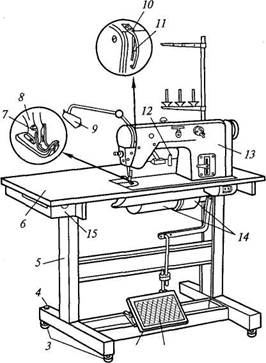
Рис. 1.43. Швейная машина с промышленным столом
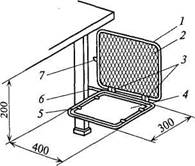
Рис. 1.44. Откидная подставка:
1, 5 — кронштейны; 2 — сетка; 3 —шарниры; 4 — плоскость; 6 — угольник;
7 — фиксатор
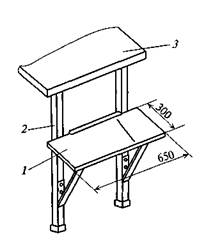
Рис. 1.45. Выдвижной стеллаж:
1 — стеллаж; 2 — станина; 3 — крышка стола
На столе находятся только обрабатываемые детали и те инструменты и приспособления, которые необходимы для выполнения данной технологической операции.
Любая швейная машина должна быть оборудована специальными защитными устройствами.
Во избежание проколов пальцев иглой машины на лапке 8 (рис. 1.43) должен быть установлен предохранитель 7. Выступающий из рукава машины нитепритягиватель 77 должен быть огражден скобой 10, а вращающийся нитепритягиватель закрыт откидным ограждением. На его крышке закреплен нож для обрезки оборванной нитки. Электродвигатель 14, фрикционная муфта и клиновой ремень закрывают легкосъемными ограждениями; расположение крышки 6 промышленного стола должно регулироваться по высоте относительно стоек 5. Ножки стоек 5 должны быть снабжены башмаками 3 из вибро гасящего материала. На педалях 2 следует закрепить резиновые коврики 7. Платформа головки 13 по всему периметру должна устанавливаться на эластичных прокладках. Промышленный стол должен быть заземлен болтом 4. Швейная машина должна быть снабжена упорами 12 для надежной фиксации головки 13 в откинутом положении.
Полуавтоматы для пришивания фурнитуры должны быть снабжены прозрачными экранами, предохраняющими работающих от ранений обломками игл и пуговиц.
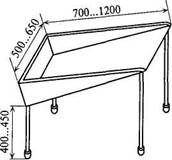
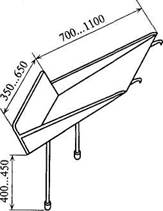
Рис. 1.46. Скаты
У обметочных машин механизмы петлителей должны ограждаться щитками, имеющими надежную фиксацию на рабочем и холостом ходу. Механизмы игл должны закрываться откидными или съемными кожухами.
Все швейные машины должны иметь местное освещение лампой накаливания 9 напряжением 12... 36 В, установленной на кронштейне, который позволяет направить световой поток под углом 30...45°.
Рабочее место может иметь откидную подставку (рис. 1.44) или стеллаж (рис. 1.45).
Если схемой разделения труда предусмотрено, что один рабочий обслуживает две машины, то рабочий может сидеть на вращающемся стуле или перемещаться от одной машины к другой на специальном стуле, установленном на рельсах.
Если передача полуфабриката на потоке от рабочего к рабочему осуществляется вручную, то рабочие места оборудуют между стольями, скатами (рис. 1.46), желобами.
По окончании работы необходимо провести тщательную уборку рабочего места, положить обрабатываемые детали в шкафы, а инструменты и приспособления — в ящики стола. Правильная организация рабочего места повышает производительность труда и качество продукции.
Машинные стежки и строчки
Основным видом технологического оборудования при изготовлении швейных изделий являются швейные машины. Их можно разделить на машины общего назначения (стачивающие), специальные (специализированные по виду выполняемых работ) и полуавтоматы (специальные).
При использовании машин, особенно специальных и полу автоматов, во много раз сокращаются затраты времени на выполнение операции и повышается качество обрабатываемой детали.
Соединение деталей на стачивающих машинах происходит благодаря переплетению двух ниток: нитки иглы и нитки челнока. По способу переплетения ниток машинные стежки подразделяют на челночные и цепные (см. рис. 1.42). При соединении деталей из тканей наиболее часто применяются машины с челночным стежком, а деталей из трикотажных полотен и других эластичных материалов — машины с цепным стежком.
Машинные стежки образуют следующие строчки: стачивающие, обметочные, комбинированные (стачивающие с одновременным обметыванием срезов), подшивочные, отделочные.
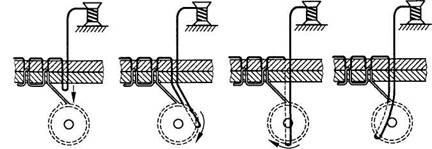
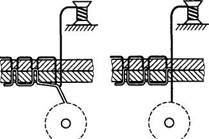
Рис. 1.47. Схема образования челночного стежка
При образовании челночного стежка основным рабочим органом машины является челнок: одна нитка идет сверху (от иглы), другая — снизу (со шпульки челнока). Переплетение ниток происходит внутри стачиваемых деталей. Нитки имеют определенное натяжение, и детали после выполнения ряда стежков оказываются плотно соединенными.
В образовании цепных стежков также может участвовать различное число ниток. Цепные стежки могут быть одно-, двух-, трех и четырех ниточными. При образовании цепных стежков вместо челнока применяется петлитель. Это несколько увеличивает расход ниток, но позволяет получить эластичные и прочные стежки.
Сквозной цепной стежок может быть однониточным и двух ниточным, линейным и зигзагообразным. Строчка однониточного цепного переплетения со стороны верхней детали сходна со строчкой челночного переплетения, а со стороны нижней детали она имеет вид плоской цепочки (рис. 1.50). Эту строчку применяют для временного соединения и закрепления деталей (при сметывании, заметывании, выметывании).
Плоская цепочка строчки цепного переплетения может быть расположена и с лицевой стороны материала. В таких случаях она может быть использована для вышивания.
Зигзагообразная строчка однониточного цепного переплетения (рис. 1.51) по своему строению отличается от однониточной линейной строчки зигзагообразным расположением стежков. Ее применяют для обметывания прямых петель в женских платьях, мужских сорочках, брюках и пр.
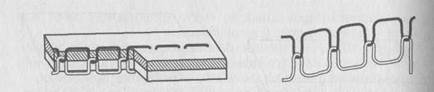
Рис. 1.48. Двух ниточная строчка челночного линейного стежка
Наибольшее распространение имеет челночный двух ниточный стежок. При его образовании игла прокалывает ткани и сквозь них проводит петлю нитки иглы, сходящей с катушки. Под тканями челнок расширяет эту петлю и обводит ее вокруг шпульки, на которую намотана нитка челнока. После полного обхода петли вокруг шпульки происходит переплетение нитки иглы с ниткой челнока. Затем ните водитель, вытягивая вверх нитку иглы, втягивает внутрь ткани нитку челнока до тех пор, пока узел переплетения не расположится в середине стачиваемых тканей. После этого ткань перемещается на длину стежка и процесс повторяется. В результате образуется строчка.
По отношению к линии строчки челночный стежок может располагаться линейно или иметь зигзагообразное расположение.
На рис. 1.47 показана схема образования челночного линейного стежка. Челночные стежки, а, следовательно, и строчки, ими образуемые, могут быть выполнены двумя нитками (двух ниточная строчка, рис. 1.48), тремя нитками (трех ниточная строчка), четырьмя нитками (четырех ниточная строчка), пятью нитками (пяти ниточная строчка) и др.
Челночные строчки могут быть однолинейными и много линейными. Зигзагообразная строчка (рис. 1.49) образуется при отклонении иглы поперек строчки или смещении материала поперек строчки, например при пришивании пуговиц или изготовлении закрепок и петель. Длина стежка от 1,5 до 10 мм. Такая строчка используется для соединения деталей швом встык и для предохранения срезов деталей от осыпания.
Цепные стежки бывают сквозными, потайными и обметочными.
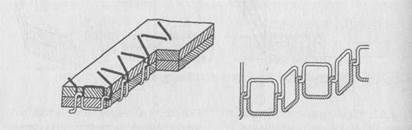
Рис. 1.49. Строчка зигзагообразного челночного стежка
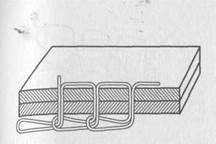
Рис. 1.50. Сквозная линейная строчка цепного одно ниточного стежка
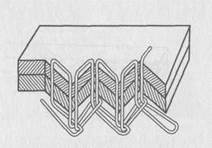
Рис. 1.51. Сквозная зигзагообразная строчка цепного одно ниточного стежка (переплетения)
1.52. Сквозная линейная строчка цепного двух ниточного стежка (переплетения)
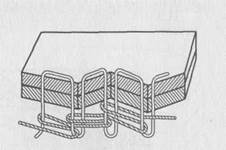
Рис. 1.53. Сквозная зигзагообразная строчка цепного двух ниточного стежка (переплетения)
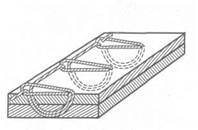
Рис. 1.54. Потайная строчка цепного однониточного стежка (переплетения)
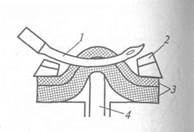
Рис. 1.55. Процесс образования цепного однониточного стежка (переплетения)
Рис. 1.56. Однониточная строчка цепного обметочного стежка
Рис. 1.57. Двух ниточная строчка цепного обметочного стежка
Рис. 1.58. Трех ниточная строчка цепного обметочного стежка
Рис. 1.59. Комбинированная трехлинейная строчка челночного переплетения
В образовании цепных стежков также может участвовать различное число ниток. Цепные стежки могут быть одно-, двух-, трех и четырех ниточными. При образовании цепных стежков вместо челнока применяется петлитель. Это несколько увеличивает расход ниток, но позволяет получить эластичные и прочные стежки.
Сквозной цепной стежок может быть однониточным и двух ниточным, линейным и зигзагообразным. Строчка одно ниточного цепного переплетения со стороны верхней детали сходна со строчкой челночного переплетения, а со стороны нижней детали она имеет вид плоской цепочки (рис 1.50). Эту строчку применяют для временного соединения и закрепления деталей (при сметывании, заметывании, выметывании). Плоская цепочка строчки цепного переплетения может быть расположена и с лицевой стороны материала. В таких случаях она может быть использована для вышивания.
Зигзагообразная строчка однониточного цепного переплетения (рис. 1.51) по своему строению отличается от однониточной линейной строчки зигзагообразным расположением стежков. Ее применяют для обметывания прямых петель в женских платьях, мужских сорочках, брюках и пр.
Линейная двух ниточная сквозная строчка цепного переплетения (рис. 1.52) образуется двумя нитками — верхней и нижней. С верхней стороны материала эта строчка сходна со строчкой челночного переплетения, а с нижней имеет вид выпуклой цепочки. Она применяется для соединения деталей белья и трикотажных изделий, брюк и т.п.
Зигзагообразная двух ниточная строчка цепного переплетения (рис. 1.53) сходна с двух ниточной линейной, но имеет зигзагообразное расположение стежков. Ее применяют для обметывания петель с глазком в пальто, костюмах, куртках и т.п.
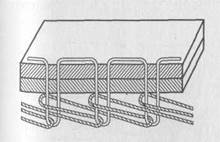
Потайная подшивочная строчка однониточного цепного переплетения (рис. 1.54) образуется только верхней ниткой. В процессе образования цепного однониточного потайного стежка (рис. 1.55) участвуют изогнутая игла 1 и выдавливатель 4, который выдавливает материал 3 через прорезь игольной пластины 2 и тем самым обеспечивает прокол иглой, захватывая насквозь верхний слой материала и частично нижний, образуя потайной стежок. Цепные одно ниточные потайные стежки используют для получения подшивочной и стегальной строчек. Подшивочные строчки применяют для подшивания низа изделий из шерстяных, шелковых и других материалов. Стегальную строчку применяют для придания деталям швейных изделий устойчивой упругой формы (выстегивание лацкана).
Обметочный стежок может быть однониточным (рис. 1.56), двух - ниточным (рис. 1.57) и трех ниточным (рис. 1.58).
Однониточный стежок образуется верхней ниткой и выполняется иглой с ниткой и петлителем. Двух ниточный стежок выполняется иглой с ниткой, петлителем, подающим нитку, и ширителем. Трех ниточный стежок образуется иглой с ниткой, а также левым и правым петлителями с нитками.
Обметочные стежки служат для выполнения обметочных строчек. Они могут выполнять также функции стачивания с одновременным обметыванием. Обметочную строчку однониточного цепного переплетения чаще всего применяют для соединения меховых шкурок. Обметочную строчку двух ниточного и трех ниточного переплетений применяют для обметывания срезов деталей изделий всех видов, а также для стачивания с одновременным обметыванием срезов деталей изделий из трикотажных полотен.
Комбинированные строчки образуются одинаковыми или различными по переплетению стежками и выполняются на двух - игольных машинах.
При одинаковых по переплетению строчках переплетения располагаются параллельно и на определенном расстоянии друг от друга (рис. 1.59), при этом расстояние между строчками может меняться в зависимости от вида изделия и модели. Комбинированную двух линейную строчку цепного двух ниточного переплетения (рис. 1.60) применяют при соединении стачным швом средних срезов брюк.
1.60. Комбинированная двух линейная строчка цепного двух ниточного переплетения
Рис. 1.61. Комбинированная двух линейная строчка цепного двух ниточного переплетения и обметочного цепного переплетения
Рис. 1.62. Комбинированная двух линейная строчка трех ниточного цепного переплетения для изготовления шлевок
При разных по переплетению двух линейных строчках комбинированные строчки образуются одновременно сквозными цепными двух ниточными и двух- или трех ниточными обметочными стежками, в связи, с чем они получили название стачивающе - обметочных. Комбинированные строчки служат для соединения деталей с одновременным обметыванием их срезов (рис. 1.61). Такие строчки применяют для соединения деталей в платьях, сорочках, белье.
Разновидностью комбинированных строчек является строчка, выполняемая двумя верхними нитками и одной нижней с образованием трех ниточной цепной строчки, которую применяют для изготовления шлевок (рис. 1.62) и в качестве отделочных строчек.
Применение этих строчек влияет на повышение производительности труда благодаря возможности замены последовательной обработки параллельной.
Машинные ниточные швы
Основным средством соединения деталей швейных изделий являются машинные ниточные швы. К машинным швам предъявляются высокие потребительские и промышленные требования.
К потребительским требованиям относятся внешнее оформление шва, ровноты строчки, ширина шва, равномерность частоты стежков, плотность их затягивания, цельность строчки, отсутствие слабины или натянутости материала по линии шва, прочность и др.
Промышленные требования к швам определяют расход материала на швы (припуски на швы) и подгиб, трудоемкость выполнения.
Высокое качество швов обеспечивается соблюдением технических условий выполнения операций: ширины шва, числа строчек и расстояния между ними, частоты стежков, степени затягивания их в строчке, номера ниток и игл.
Ширина шва обусловлена его конструкцией. Технические требования к выполнению швов даются в технических описаниях на модель или в другой нормативно-технической документации. На каждом рабочем месте качество выполнения операции можно проверить по технологическим инструкционным картам.
В зависимости от назначения шва и расположения деталей относительно него различают швы соединительные, краевые и отделочные.
В соединительных швах (например, швах соединения боковых срезов полочек и спинки, плечевых срезов, срезов рукавов и др.) детали лежат по обе стороны шва.
Краевые швы применяют для обработки краев или срезов деталей. Детали располагаются по одну сторону шва (например, швы обработки низа изделия и низа рукавов, швы обработки бортов, воротника и др.).
Отделочные швы предназначены для отделки деталей и всего изделия. Эти швы применяют также для создания определенного силуэта (рельефные линии на полочках, спинке, полотнищах юбки, различные складки и др.).
В зависимости от конструкции шва (т.е. от того, как расположены детали и строчки в шве), числа строчек и скрепляемых слоев материала, величины и положения припусков на швы их группируют по видам (соединительные, краевые и отделочные) и подвидам.
Соединительные швы

Рис. 1.63. Виды соединительных швов
К соединительным относятся швы стачной, надстрочной, накладной, встык, взамок, двойной, запошивочный (рис. 1.63).
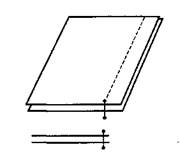
Рис. 1.64. Стачной шов
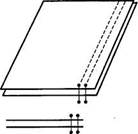
Рис. 1.65. Стачной шов с двумя параллельными строчками
Стачные швы применяют для соединения боковых, плечевых и других срезов деталей. Две детали складывают лицевыми сторонами внутрь, уравнивают срезы и соединяют строчкой на машине со специальной линейкой или лапкой с на правителем, совмещая надсечки, на расстоянии от края, зависящем от назначения шва (рис. 1.64). Стачивание выполняют со стороны детали, имеющей вогнутые срезы, рассеченные углы, сборки и т.п.
При стачивании основных деталей женской и детской одежды ширина шва должна быть не менее 1 см для изделий из не осыпающихся тканей и 1,5 см для изделий из легко осыпающихся тканей. При притачивании надставок к деталям изделий из не осыпающихся тканей ширина шва 0,7 см, при притачивании надставок к деталям изделий из легко осыпающихся тканей 1 см.
При выполнении фигурных швов ткань в углах надсекают так, чтобы строчка проходила на расстоянии 0,1 см от надсечек.
Стачивание может быть выполнено и двумя параллельными строчками (рис. 1.65), например, при соединении рукавов с изделием, при соединении средних срезов брюк.
В изделиях из хлопчатобумажных, льняных и синтетических тканей, основные детали которых стачивают на специальной машине с одновременным обметыванием швов, ширина шва составляет 0,7... 1 см.
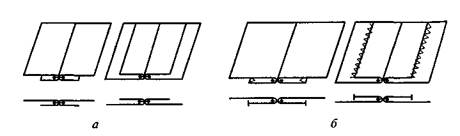
Рис. 1.66. Стачной шов в разутюжку:
а — вид с лицевой стороны и с изнанки; б — с предварительным обметыванием срезов (вид с лицевой стороны и с изнанки)
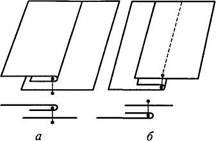
Рис. 1.67. Стачной шов в за утюжку:
а — вид с лицевой стороны; б — вид с изнанки
Стачные швы могут быть обработаны: в разутюжу с предварительным обметыванием срезов (рис. 1.66), при этом срезы шва раскладывают в разные стороны и разутюживают их утюгом; в за утюжку (рис. 1.67), при этом срезы отгибают в одну из сторон; на ребро (рис. 1.68), при этом срезы при утюжки, не отгибая.
Стачивание может быть выполнено с одновременным или последующим обметыванием двух срезов (рис. 1.69), например, при соединении полотнищ юбки.
Если в изделиях из осыпающихся тканей моделью предусмотрено разутюживая шва, срезы швов рекомендуется обметывать на специальной машине до стачивания. На участках, легко поддающихся растяжению, стачивание может быть выполнено с одновременным прокладыванием кромки и обметыванием срезов (рис. 1.70) или без обметывания (рис. 1.71).
Стачные швы, срезы которых разложены в разные стороны и разутюжены, могут быть закреплены с двух сторон отделочными строчками, т. е. расстрочены. Такие швы применяют для соединения деталей и закрепления швов в изделиях из материалов, трудно поддающихся влажно-тепловой обработке, а также для отделки и соединения частей переда и спинки, клиньев юбки и т.п. Расстроченные стачные швы бывают двух видов: с глухими и отлетными краями.
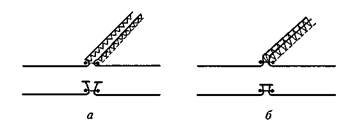
Рис. 1.68. Стачной шов на ребро:
а — срезы шва обметаны до стачивания; б — срезы шва обметаны после стачивания ли одновременно с ним
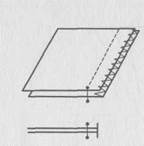
Рис. 1.69. Стачивание с одновременным обметыванием двух срезов
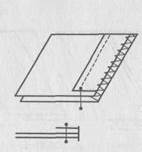
Рис. 1.70. Стачивание с одновременным прокладыванием кромки и обметыванием срезов
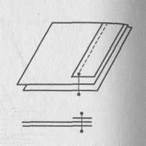
Рис. 1.71. Стачивание с одновременным прокладыванием кромки без обметывания срезов
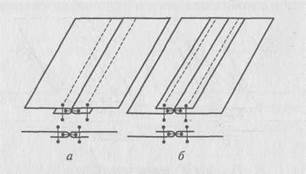
Рис. 1.72. Расстрочный шов:
а - вид с лицевой стороны; б — вид с изнанки
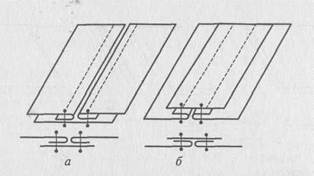
Рис. 1.73. Расстрачивание шва с отлетными краями:
а — вид с лицевой стороны; 6 — вид с изнанки
Для выполнения расстрочного шва (рис. 1.72) две детали складывают лицевыми сторонами внутрь, уравнивая срезы, и соединяют машинной строчкой на расстоянии, равном ширине отделочной строчки плюс 0,4...0,7 см в верхней одежде и 0,7... 1 см в платьях. После стачивания деталей срезы шва раскладывают в разные стороны, разутюживают и прокладывают по ним отделочные строчки с лицевой стороны слева и справа от шва соединения. Отделочные строчки выполняют с лицевой стороны, применяя лапку с на правителем, нитками в цвет ткани: на изделиях из шелковых и шерстяных тканей — шелковыми, а на изделиях из других тканей — хлопчатобумажными.
В изделиях из тканей хлопчатобумажных, шелковых, плащевых прорезиненных и капроновых с пленочным покрытием, двухслойных, из натуральной и искусственной кожи, замши, материалов,
дублированных поролоном, мехом, многослойных стеганых полотен и других материалов, трудно поддающихся влажно-тепловой обработке, швы расстрачивают без предварительного разутюживания.
Для получения расстрочного шва с отлетными краями (рис. 1.73) при изготовлении изделий по индивидуальным заказам детали, сложенные лицевыми сторонами внутрь, сметывают частыми стежками или стачивают легко распускающейся строчкой на расстоянии, равном ширине отделочной строчки плюс 0,4...0,7 см в пальто и 0,7... 1 см в платьях, блузках. Затем детали и срезы шва раскладывают в разные стороны и разутюживают. На разутюженные срезы накладывают полоску основной ткани лицевой стороной вниз, приметывают ее и с лицевой стороны прокладывают отделочные строчки, которые одновременно прикрепляют эту полоску к основной детали. Нитки сметывания удаляют. В готовом виде создается впечатление складки.
На строчные швы, как и стачные, применяют для соединения боковых, плечевых срезов, частей переда, спинки, юбки, рукавов (рис. 1.74). На строчные швы бывают с двумя открытыми или с одним открытым срезом.
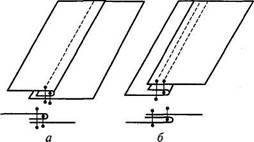
Рис. 1.74. На строчный шов с двумя открытыми срезами:
а — вид с лицевой стороны; б — вид с изнанки
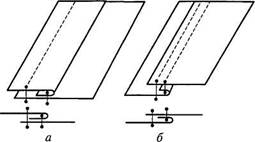
Рис. 1.75. На строчный шов с одним закрытым срезом:
а — вид с лицевой стороны; б — вид с изнанки
Для выполнения на строчного шва с двумя открытыми срезами две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии, равном ширине отделочной строчки плюс 0,5... 1,5 см. После соединения детали раскладывают в разные стороны. Срезы шва сначала раскладывают в разные стороны и разутюживают, затем один из срезов отгибают в сторону другого, т. е. заутюживают два среза на одну сторону, и закрепляют с лицевой стороны отделочной строчкой на расстоянии от шва соединения деталей согласно модели.
В изделиях из тканей хлопчатобумажных, шелковых, плащевых прорезиненных и капроновых с пленочным покрытием, двухслойных, из натуральной и искусственной кожи, замши, материалов, дублированных поролоном, мехом, многослойных стачных полотен и других материалов, трудно поддающихся влажно-тепловой обработке, швы настрачивают без предварительного разутюживания и заутюживания.
Для выполнения на строчного шва с одним закрытым срезом (рис. 1.75) нижнюю деталь в шве выпускают относительно верхней на ширину отделочной строчки плюс 0,4...0,7 см в пальто и костюмах и 0,7... 1 см в платьях и блузках и стачивают на расстоянии 0,5 см от среза верхней детали. Затем детали раскладывают в разные стороны, а срезы шва отгибают в сторону меньшего и закрепляют отделочной строчкой на расстоянии, предусмотренном моделью.
Для получения на строчного шва с отлетным краем (рис. 1.76) детали складывают лицевыми сторонами внутрь, уравнивая срезы, и сметывают на специальной машине или ручными прямыми стежками частой сметочной строчкой на расстоянии от шва соединения, предусмотренного моделью. Затем детали раскладывают в разные стороны, а срезы шва отгибают на одну из них, заутюживают с изнанки и закрепляют с лицевой стороны отделочной строчкой на расстоянии от края согласно модели; нитки сметывания удаляют. В этом шве с изнанки оба среза будут открытыми. Расстояние строчки от срезов ткани 0,4...0,7 см в пальто, костюмах и 0,7... 1 см в платьях, блузках. Этот шов создает впечатление складки и накладного шва, его применяют при соединении частей спинки, кокеток, лифа с юбкой, при изготовлении изделий по индивидуальным заказам.
Накладные швы бывают с открытыми и закрытыми срезами. Накладные швы с открытыми срезами (рис. 1.77) применяют для стачивания составных частей прокладочных деталей в одежде.
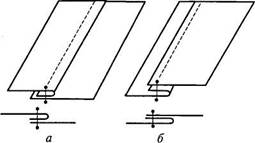
Рис. 1.76. На строчный шов с отлетным краем:
а — вид с лицевой стороны; б — вид с изнанки
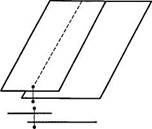
Рис.1.77. Накладной шов с открытыми срезами
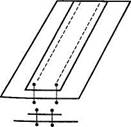
Рис 1.78. Настрачивание отделочной тесьмы накладным швом
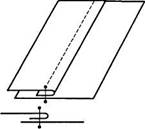
Рис. 1.79. Настрачивание кокеток и накладных карманов накладным швом
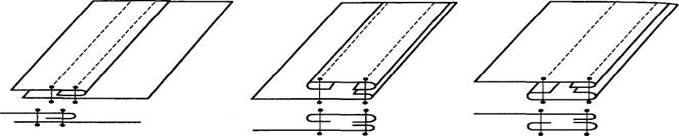
Рис.1.80. Вариант Рис.1.81. Настрачивание Рис.1.82. Настрачивание
накладного шва с отделочных беек по краю детали на бейку
закрытыми срезами детали
Для выполнения такого шва край одной детали накладывают на край другой и соединяют их машинной строчкой на одинаковом расстоянии от срезов. Одна деталь при этом находит на другую на 0,6... 1 см. Расстояние строчки от срезов деталей 0,3...0,5 см.
Накладной шов служит и для соединения отделочной тесьмы с основной деталью (рис. 1.78). При настрачивании тесьмы строчки должны проходить от края тесьмы на расстоянии 0,1... 0,15 см.
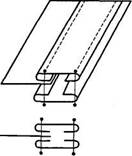
Рис. 1.83. Соединение пояса с брюками и юбкой
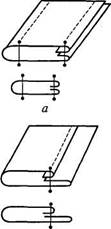
Рис. 1.84. Обработка пояса:
а — на двух игольной машине; 6 — на одно - игольной машине
Накладные швы с закрытыми срезами (рис. 1.79, 1.80) применяют для соединения прямых и фигурных кокеток, накладных карманов и других деталей с основными.
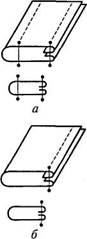
Рис. 1.85. Обработка бретелей:
а — с расположением шва по краю; б — с расположением шва посередине
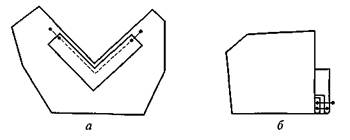
Рис. 1.86. Обработка деталей с фигурными краями для настрачивания широкой отделочной строчкой
Для выполнения таких швов край одной детали перегибают на ширину отделочной строчки плюс 1... 1,5 см в платьях, 0,5...0,7 см в пальто и костюмах, заметывают, проутюживают, затем накладывают на лицевую сторону другой детали, наметывают и настрачивают одной или двумя строчками на расстоянии, предусмотренном моделью. Заметочную строчку удаляют. Расстояние строчки от срезов зависит от толщины и степени осыпаемости ткани.
Накладным швом выполняют настрачивание беек по краю деталей (рис. 1.81), а также настрачивание края детали на бейку (рис. 1.82), соединение пояса с брюками или юбкой (рис. 1.83), обрабатывают пояса (рис. 1.84), изготовляют бретели (рис. 1.85).
При настрачивании деталей с фигурными краями и с отделочной строчкой на расстоянии более 0,3 см от края в изделиях из легко осыпающихся и плащевых тканей углы швов обтачивают полосками из основной ткани, выкроенными по форме уголков (рис. 1.86, а), на величину шва или не менее чем на 2... 3 см по обе стороны от угла. Швы обтачивания углов деталей заутюживают или настрачивают на полоску на расстоянии 0,1 см от шва обтачивания (рис. 1.86, б). В изделиях с фигурными настрачиваемыми деталями и с отделочной строчкой на расстоянии от края 0,5 см и более углы деталей могут быть обработаны стачным швом шириной 0,5 см. Шов разутюживают или расправляют, углы вывертывают на лицевую сторону и при Утюживают (рис. 1.87).
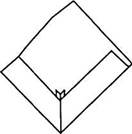
Рис.1.87. Обработка углов деталей стачным швом
Шов встык (рис. 1.88) применяют для соединения деталей из прокладочных материалов, а также для стачивания вытачки бортовой прокладке, если требуется Рис. 1.87. Обработка получить шов минимальной толщины. Для швов деталей стачным выполнения шва срезы двух деталей накладывают на полоску тонкой ткани и настрачивают на расстоянии 0,5 см от срезов, после чего срезы деталей соединяют зигзагообразной машинной строчкой.
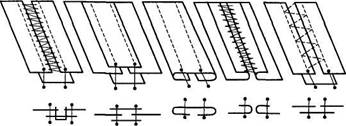
Рис. 1.88. Шов встык
Запошивочные швы применяют при изготовлении белья, спецодежды и костюмов без подкладки. Ширина шва 0,6...0,7 см. При раскрое припуск на шов со стороны верхней детали равен ширине шва, а со стороны нижней детали — ширине удвоенного шва плюс 0,2...0,3 см.
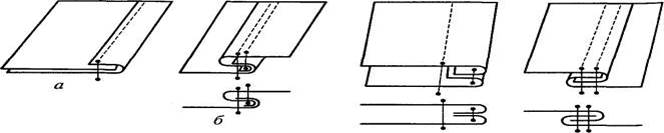
Рис. 1.89. Запошивочный шов, Рис. 1.90. Двойной Рис. 1.91. Шов
выполняемый на одно игольной шов в замок
машине
Для выполнения этого шва две детали складывают лицевыми сторонами внутрь, выпуская срез нижней детали на ширину шва плюс 0,1... 0,2 см, огибают нижней деталью срез верхней детали и стачивают на расстоянии 0,1 ...0,2 см от среза (рис. 1.89, а). Затем детали раскладывают в разные стороны, шов отгибают на сторону, закрывая меньший срез, и прокладывают вторую строчку на расстоянии 0,1 ...0,2 см от подогнутого края (рис. 1.89, б). Двойной шов (рис. 1.90) используют при изготовлении белья, а также детской одежды из хлопчатобумажных тканей при отсутствии специальных машин для обработки срезов. Для выполнения шва две детали складывают сначала изнанкой внутрь и стачивают на расстоянии 0,3...0,4 см от срезов, затем стачанные детали вывертывают, складывают лицевыми сторонами внутрь, шов выправляют стачивают детали второй строчкой на расстоянии 0,5... 0,7 см от края.
Шов в замок (рис. 1.91) аналогичен запошивочному. Отличается от него тем, что две его строчки видны с обеих сторон деталей, пополняется шов в замок на двух игольной машине. Применяют его при изготовлении белья.
Краевые швы
Краевые швы применяют при обработке воротников, горловины, бортов, пройм в целях предохранения их срезов от осыпания и для отделки. К краевым швам относятся швы обтачные, в подгибку и окантовочные (рис. 1.92).
Обтачные швы применяют при обработке краев бортов, воротников, клапанов, карманов, хлястиков, манжет, низа рукавов и т.д. При обработке деталей после соединения, т. е. после стачивания, следует операция вывертывания. В этих случаях операцию по соединению двух деталей с расположением швов по краю принято называть «обтачивание края детали».
Для выполнения обтачивания две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии 0,5...0,7 см от края (рис. 1.93, а). Затем детали вывертывают на лицевую сторону, выправляют или выметывают, образуя из одной детали кант шириной 0,1... 0,3 см I (рис. 1.93, б, 1.94) или рамку шириной 0,4...0,6 см (рис. 1.95, 1.96) или располагая шов точно на сгибе (рис. 1.97, а, б). При изготовлении платьев шов обтачивания закрепляют машинной строчкой. Для этого после обтачивания шов отгибают на сторону той детали, которая в готовом изделии будет располагаться внутри. Так, при обтачивании бортов шов отгибают в сторону подборта, при обтачивании воротника — в сторону нижнего воротника, при обтачивании горловины и низа рукавов — в сторону обтачки. Отогнутый шов настрачивают на расстоянии 0,1... 0,2 см от шва обтачивания по подборту, нижнему воротнику, обтачке и т.п. (рис. 1.97, в).
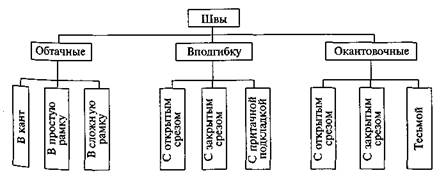
Рис. 1.92. Виды краевых швов
В некоторых случаях шов закрепляют отделочной строчкой (рис. 1.98).
Обтачные швы могут быть со сложной и простой рамкой.
Обтачной шов со сложной рамкой (см. рис. 1.95, 1.96) применяют при обработке карманов. Для выполнения такого шва на лицевую сторону основной детали накладывают обтачку лицевой стороной вниз, срезы обтачки уравнивают с намеченной линией кармана и притачивают. Ширина шва 0,4...0,6 см.
Шов раскладывают на две стороны или разутюживают, срез шва обтачивания основной детали огибают обтачкой, образуя рамку, и закрепляют ее строчкой в шов притачивания обтачки (см. рис. 1.95), или отделочной строчкой по основной детали (см. рис. 1.95, б) или с внутренней стороны, или путем настрачивания среза шва на обтачку, отгибая основную деталь. Ширина рамки 0,4…0,6 (см. рис. 1.96).
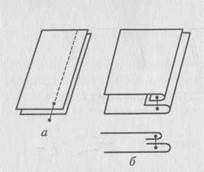
Рис. 1.93. Обтачной шов с образованием канта из нижней детали:
а — соединение деталей (притачивание обтачки); б — образование канта
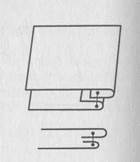
Рис. 1.94. Обтачной шов с образованием канта из верхней детали
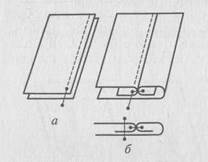
Рис. 1.95. Обтачной шов со сложной рамкой с закреплением шва с лицевой стороны:
а — соединение деталей; б — образование рамки и закрепление ее отделочной строчкой
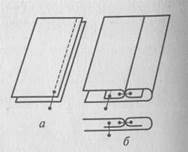
Рис. 1.96. Обтачной шов со сложной рамкой с закреплением внутреннего среза шва:
а — соединение деталей; б — закрепление рамки путем настрачивания шва соединения на нижнюю деталь
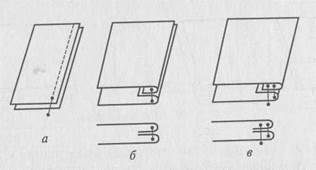
Рис. 1.97. Обтачной шов с расположением шва на сгибе: а — соединение деталей; б — расположение шва и обтачки после вывертывания; в — закрепление шва настрачиванием его на нижнюю деталь
При наличии специального приспособления для обтачивания эти швы могут быть выполнены с одновременным втачиванием канта или отделочной полоски.
Обтачной шов в простую рамку можно выполнить и одной строчкой (рис. 1.99). Для этого деталь, предназначенную для обтачивания (обтачку), перегибают на изнанку на 1... 1,5 см или складывают пополам, накладывают на лицевую сторону основной детали по намеченной линии, располагая сгиб в направлении от среза основной детали, и притачивают на расстоянии от сгиба, предусмотренном моделью, после чего срезы обтачки отгибают в сторону изнанки основной детали. Такой способ применяют при обработке обтачных петель и карманов.
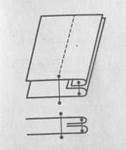
Рис. 1.98. Обтачной шов с отделочной строчкой
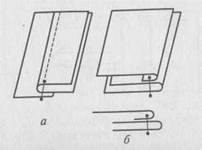
Рис. 1.99. Обтачной шов с обтачкой, сложенной вдвое (простая рамка)
Шов в подгибку бывает с открытым и закрытым срезом. Шов в подгибку с открытым срезом (рис. 1.100) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей в платьях (воланов, оборок, рюшей). Срез детали подгибают на изнанку на 0,5 ...0,7 см, закрепляют строчкой на расстоянии 0,1 ...0,3 см от сгиба на стачивающей машине или на расстоянии 0,2...0,4 см на специальной машине.
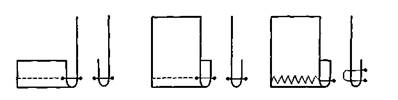
Рис. 1.100. Шов в подгибку
При застрачивании срезов оборок, воланов, рюшей, воротников и других деталей на специальной машине ширина шва должна быть 0,2...0,7 см. При обработке краев воротника, бортов и низа в изделиях из дублированных материалов ширина шва зависит от модели (рис. 1.101). При обработке низа изделия и низа рукавов в легкой одежде обрезные срезы предварительно обметывают на специальной машине (рис. 1.102).
Низ изделий и низ рукавов может быть подшит на машине потайного стежка с предварительным обметыванием срезов или с подгибом обрезного края внутрь (рис. 1.103).
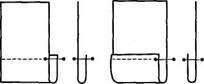
Рис. 1.101. Шов в подгибку в верхней одежде из дублированных материалов:
а — вид с лицевой стороны; б — вид с изнанки
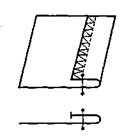
Рис. 1.102. Шов в подгибку с обметанным срезом
Шов в подгибку с закрытым срезом (рис. 1.104) применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей. Срез детали перегибают на изнанку сначала на 0,7... 1 см, затем на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 0,1 ...0,2 см от края подгиба или подшивают на машине потайного стежка или на машине с зигзагообразной строчкой (рис. 1.105). Низ платьев из тонких тканей при отсутствии специального приспособления обрабатывают узким швом двумя строчками (рис. 1.106). Шов в подгибку может быть выполнен с окантованным срезом (рис. 1.107).
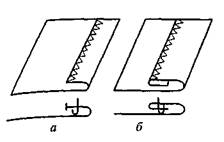
Рис. 1.103. Шов в подгибку, выполненный на машине потайного стежка:
а — с предварительным обметыванием среза; б — с подгибом обрезного края
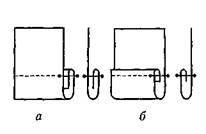
Рис. 1.104. Шов в подгибку с закрытым срезом:
а — вид с лицевой стороны; б — вид с изнанки

Рис. 1.105. Шов в подгибку с закрытым срезом, выполненный на машине с зигзагообразной строчкой
Окантовочные швы различают трех видов: с открытым срезом, с закрытыми срезами и окантованные тесьмой.
Окантовочный шов с открытым срезом (рис. 1.108) применяют для отделки срезов основных деталей и предохранения их от осыпания, например низа юбок и брюк, и с обметанным срезом, например при обработке внутренних краев обтачек горловины и пройм, внутренних краев накладных карманов, подбортов и т.п. (рис. 1.109).
На лицевую сторону основной детали накладывают лицевой стороной вниз обтачку или полоску ткани шириной 2...2,5 см, выкроенную по поперечному или косому направлению долевой нити ткани, для окантовывания. Срезы уравнивают и прокладывают строчку на расстоянии 0,3...0,4 см от края. Затем срезы шва огибают полоской ткани, образуя кант, по ширине равный шву обтачивания. Кант закрепляют машинной строчкой по основной детали или по полоске (обтачке) на расстоянии 0,1 см от шва соединения.
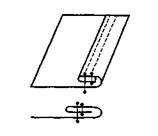
Рис. 1.106. Шов в подгибку с двойной застрочкой
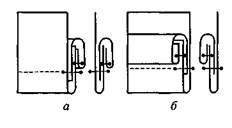
Рис. 1.107. Шов в подгибку с окантованным срезом:
а — вид с лицевой стороны; б — вид с изнанки
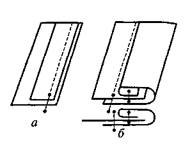
Рис. 1.108. Окантовочный шов с открытым срезом:
а — притачивание отделочной полоски; б — закрепление шва строчкой по основной детали
Окантовочный шов с закрытыми срезами выполняют на машине со специальным приспособлением (рис. 1.110), которое позволяет обогнуть срез детали полоской ткани с подгибом ее обрезных срезов внутрь. Шов выполняют одной строчкой. При отсутствии приспособления шов выполняют двумя строчками (рис. 1.111). Полоску для окантовывания притачивают, располагая ее с изнанки основной детали лицевой стороной вниз, уравнивая срезы. Притачанную полоску отвертывают на лицевую сторону детали полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 0,1 см от подогнутого края полоски.
При обработке прямых срезов деталей окантовочный шов с закрытыми срезами иногда выполняют одной строчкой на машине без приспособления, но с предварительным заутюживанием срезов полоски (рис. 1.112). Полоска ткани для окантовывания должна быть шириной 2...2,5 см (равна ширине шва, умноженной на 4, плюс 0,2 см). Долевые срезы перегибают в сторону изнанки на0,5 см и заутюживают, затем полоску перегибают по длине так, чтобы нижний заутюженный край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь заутюженной полоски вкладывают срез детали так, чтобы меньший заутюженный край полоски находился сверху, и прокладывают строчку с лицевой стороны по полоске на расстоянии 0,1 см от подогнутого края.
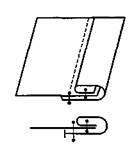
Рис. 1.109. Окантовочный шов с обметанным срезом
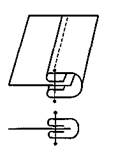
Рис. 1.110. Окантовочвочный шов с закрытым с резом шов с закрытыми срезами, выполняемый на машине со специальным приспособлением одной строчкой
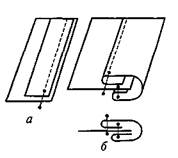
Рис. 1.111. Окантовочный шов с закрытыми срезами, выполняемый на машине без приспособления (двумя строчками):
а — притачивание полоски; б — закрепление канта
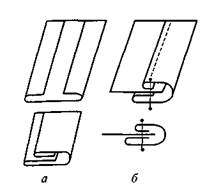
Рис. 1.112. Окантовочный шов с закрытыми срезами, выполненный на машине без приспособления, с предварительным заутюживанием полоски для окантовки:
а — заутюживание краев полоски для окантовывания края; б — закрепление полоски по краю детали
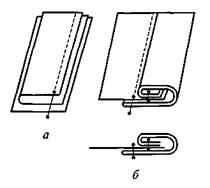
Рис. 1.113. Окантовочный шов с закрытыми срезами полоской, сложенной вдвое:
а — притачивание полоски, расположенной с лицевой стороны основной детали; б — закрепление нижнего края полоски
Окантовочный шов с закрытым срезом может быть обработан сложенной вдвое полоской (рис. 1.113). Такой шов применяют для обработки горловины, пройм и в качестве отделки. Полоску ткани для окантовывания шириной 3,5...4 см (ширина полоски равна ширине окантовочного шва в готовом виде, умноженной на 6, плюс 0,5 ...0,7 см) складывают изнанкой внутрь, проутюживают, накладывают на лицевую сторону основной детали, выравнивая срезы, и притачивают на расстоянии 0,3 ...0,5 см от срезов в зависимости от ширины канта.
Притачанной полоской огибают срезы шва для образования канта, который по ширине равен шву притачивания полоски. Кант закрепляют с лицевой стороны строчкой около шва притачивания полоски или по полоске.
При обработке краев деталей бейкой полоску для окантовки притачивают, располагая ее с изнанки основной детали (рис. 1.114).
При изготовлении платьев по индивидуальным заказам иногда применяют окантовку специальной тесьмой (рис. 1.115). Например, при обработке срезов швов в изделиях из шерстяных тканей тесьму складывают вдоль по длине так, чтобы ее нижний край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь подготовленной тесьмы вкладывают срез детали и прокладывают строчку по верхнему краю тесьмы на расстоянии 0,1 см от края, при этом второй край тесьмы должен обязательно попадать под строчку.
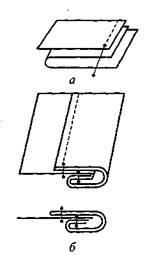
Рис. 1.114. Обработка краев детали вдвое сложенной бейкой:
а — расположение бейки с изнанки при притачивании ее к основной детали; б — закрепление бейки с лицевой стороны детали
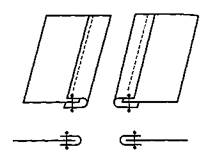
Рис. 1.115. Окантовывания специальной тесьмой
Отделочные швы
К отделочным швам относятся рельефные швы, швы с кантом и складки (рис. 1.116).
К рельефным швам относятся швы застрочные, выстрочные, вытачные, настрочные.
Мелкие складочки — защипи — применяют в качестве отделки для платьев и сорочек и реже — для пальто и костюмов. Ширина складочек 0,1 ...0,3 см в зависимости от толщины ткани. С помощью специального приспособления выполняют складочки застрочные (рис. 1.117) и настрочные (рис. 1.118).
Выстрочные швы со шнуром (рис. 1.119, 1.120) применяют в качестве отделки пальто и платьев. Швы могут быть выполнены на специальной машине. Их можно также выполнять на стачивающей машине с помощью однорожковой лапки или лапки для застрачивания шнура (с пазом в подошве). С изнанки детали изделия подкладывают полоску из основной ткани и прокладывают с лицевой стороны по намеченной линии первую строчку. Затем между двумя слоями ткани вкладывают шнур, плотно огибая его верхней деталью, и прокладывают вторую строчку. Число рядов шнура зависит от модели.
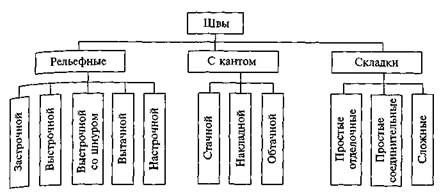
Рис. 1.116. Виды отделочных швов
При выполнении шва на специальной машине с изнанки детали полоску ткани не подкладывают.
При применении двух игольной машины с одним петлителем и челноком выпуклость шва получают и без шнура. Для этого на игольной пластине делают выступ, а в подошве лапки — паз для выгибания материала (рис. 1.121).
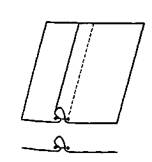
Рис. 1.117. Складочки застрочные
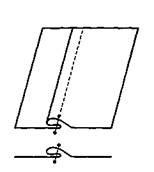
Рис. 1.118. Складочки настрочные
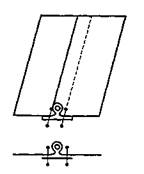
Рис. 1.119. Выстрочной шов со шнуром, с подложенной полоской
Вытачные швы (рис. 1.122) применяют для получения рельефной линии на целой детали в тех случаях, когда припуск на шов по всей длине или на отдельных участках бывает недостаточным. При стачивании детали от сгиба на расстоянии, предусмотренном техническими условиями, или по линии, намеченной закройщиком, под строчку с нижней стороны подкладывают косую или поперечную полоску основной ткани (или ткани той же толщины, см. рис. 1.122, а).
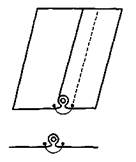
Рис. 1.120. Выстрочной шов со шнуром, выполненный на двух игольной машине
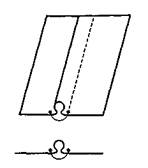
Рис. 1.121. Выстрочной шов без шнура
В тех случаях, когда припуск на шов бывает достаточным, полоску притачивают, чтобы уравнять толщину детали по обе стороны от шва. Притачанную полоску складывают вдвое по шву притачивания, подрезают по форме шва, отгибают в противоположную от шва сторону и проутюживают (см. рис. 1.122, б).
Настрочные рельефные швы применяют для получения рельефной линии на целой детали, например на спинке и рукавах платьев и пальто.
Для получения шва с изнанки детали по намеченной линии прокладывают полоску основной ткани (рис. 1.123) или ткани той же толщины так, чтобы середина полоски совпадала с намеченной линией, и притачивают ее с лицевой стороны по намеченной линии. Далее основную деталь перегибают по шву притачивания полоски лицевой стороной внутрь и отгибают в одну, а притачанную полоску — в другую сторону. После этого по основной детали прокладывают вторую строчку на расстоянии 0,1 ...0,2 см от сгиба или по намеченной линии, в концах строчку сводят на нет, образуя с лицевой стороны рельеф. Основную деталь развертывают.
Для закрепления полоски ее отгибают на одну из сторон детали, заметывают, проутюживают и прокладывают с лицевой стороны отделочную строчку на расстоянии, предусмотренном моделью.
Швы с кантом бывают стачными, на строчными и обтачными.
Стачной шов с кантом (рис. 1.124) применяют при изготовлении форменной одежды. Для выполнения этого шва полоску для канта складывают вдвое изнанкой внутрь, накладывают на одну из основных деталей, закрывают другой основной деталью, срезы уравнивают и стачивают с помощью специального приспособления на расстоянии, указанном в технических условиях.
Срезы шва с изнанки разутюживают. При отсутствии специального приспособления полоску, сложенную вдвое, сначала притачивают к одной из деталей, расположив ее с лицевой стороны. Затем две основные детали складывают лицевыми сторонами внутрь и стачивают, прокладывая строчку в шов притачивания полоски или на расстоянии 0,1 см от него (рис. 1.125).
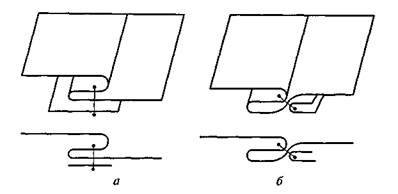
Рис. 1.122. Выстрочные швы:
а — при заутюживании на одну сторону; б — при разутюживании
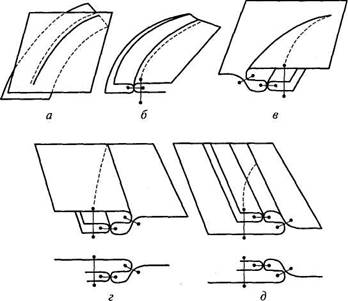
Рис. 1.123. Рельефный на строчный шов:
а—в — последовательность выполнения строчек; г — вид шва с лицевой стороны; д — вид шва с изнанки
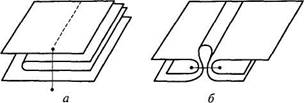
Рис. 1.124. Стачной шов с кантом при выполнении одной строчкой:
а — соединение деталей с вложением канта; б — шов в готовом виде
Накладной шов с кантом выполняют с помощью специального приспособления так же, как и обычный накладной шов с закрытым срезом; при этом между двумя основными деталями вкладывают полоску отделочной ткани, сложенной вдвое, выпуская ее на ту или иную величину в зависимости от модели (рис. 1.126). При отсутствии специального приспособления полоску для канта, сложенную вдвое, притачивают сначала к нижней детали на расстоянии от сгиба, равном ширине канта плюс ширина шва настрачивания, а затем накладывают вторую деталь с подогнутым и заметанным или заутюженным срезом и настрачивают на том или ином расстоянии в зависимости от модели (рис. 1.127).
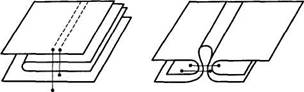
Рис. 1.125. Стачной шов с кантом при выполнении двумя строчками:
а — соединение деталей с предварительным притачиванием канта к одной из деталей; б — шов в готовом виде
Обтачной шов с кантом (рис. 1.128) выполняют так же, как и стачной шов с кантом, с той лишь разницей, что в стачном шве после соединения деталей срезы разутюживают, располагая их в противоположные от строчки стачивания стороны, а при обтачном шве детали вывертывают на лицевую сторону, располагая кант на сгибе. Выполняют этот шов с помощью специального приспособления или без него (рис. 1.129).
Складки являются одной из разновидностей швов. Складки проектируют на основных деталях изделия для обеспечения свободы движения и одновременно для прилегания изделия по фигуре, а также как фасонные линии. Складки бывают простые и сложные, отделочные и соединительные, односторонние, встречные, байтовые.
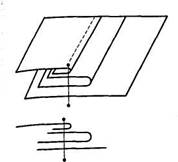
Рис. 1.126. Накладной шов с кантом при выполнении одной строчкой
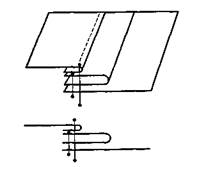
Рис. 1.127. Накладной шов с кантом при выполнении двумя строчками
Простые односторонние — это складки, у которых все сгибы с лицевой стороны направлены в одну сторону, а с изнанки — в другую. Каждую складку размечают с изнанки тремя линиями — средней (линией внутреннего сгиба), боковой (линией наружного сгиба) и линией, определяющей конец стачивания. Ширина складки зависит от модели. Если складка на детали одна, она может иметь глубину от 4 до 8 см. При раскрое деталей делают припуск, равный удвоенной ширине складки. Так, если ширина складки равна 4 см, то припуск должен быть 8 см.
Деталь перегибают по намеченной средней линии лицевой стороной внутрь и сметывают по боковой линии редкой строчкой (2-3 стежка в 1 см) на специальной машине или вручную прямыми сметочными стежками длиной 1 ...2 см, а затем стачивают. Строчку заканчивают в поперечном направлении по прямой или овальной линии (рис. 1.130, а). После этого деталь раскладывают на столе лицевой стороной вниз. На участке, где складка стачана, сметочную строчку удаляют; складку отгибают на одну или другую сторону (в зависимости от модели) и проутюживают. С лицевой стороны складка может быть отделана строчкой на расстоянии от шва соединения, предусмотренном моделью. Строчку прокладывают с помощью специальной линейки.
Рис. 1.128. Обтачной шов с кантом
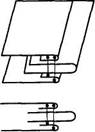
Рис. 1.129. Обтачной шов с кантом при выполнении двумя строчками
з и
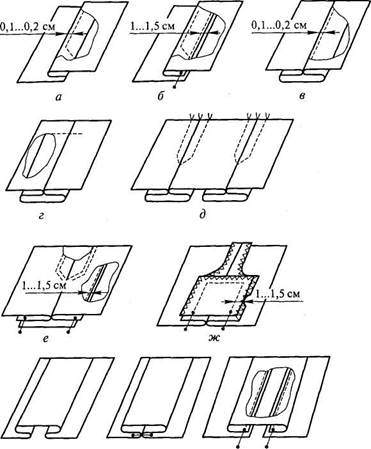
Рис. 1.130. Простые складки:
а — односторонняя отделочная; б — односторонняя соединительная; в — встречная (двухсторонняя) отделочная; г — закрепление сгибов встречной складки поперечной строчкой; д — закрепление сгибов встречных складок двумя строчками, параллельными сгибам; е — встречная (двухсторонняя) соединительная; ж — встречная (двухсторонняя) соединительная (вид с изнанки); з — байтовые отделочные; и — байтовая соединительная
При наличии отделочной строчки край складки с лицевой стороны может быть отлетным. В этом случае складку сметывают до намеченной линии с изнанки, отгибают, заметывают, проутюживают и закрепляют с лицевой стороны отделочной строчкой. Нитки сметочной и заметочной строчек с лицевой стороны удаляют и складку проутюживают с изнанки через проутюжильник.
Односторонняя складка может быть образована и на детали, состоящей из двух частей (рис. 1.130, б). В этом случае односторонняя складка является еще и местом соединения. На одной из частей детали с изнанки по вспомогательному лекалу или по линей намечают боковую линию (линию наружного сгиба) и линию, определяющую конец стачивания. Две части детали складывают лицевыми сторонами внутрь, уравнивают срезы, сметывают по намеченной линии по всей длине детали и стачивают, заканчивая строчку поперек припуска на складку. Края припусков на складку стачивают на расстоянии 1 см от срезов для пальто и костюмов и 1,2... 1,5 см для платьев и блузок, затем обметывают на специальной машине. При наличии специальной машины стачивание производят с одновременным обметыванием срезов. Деталь раскладывают на столе лицевой стороной вниз, сметочную строчку на участке стачивания удаляют. Она остается лишь там, где складка будет расходиться. Припуск на складку отгибают в сторону, заметывают и проутюживают с изнанки через проутюжильник.
При наличии отделочной строчки на складке с отлетным краем последовательность обработки меняется. Складку сметывают на специальной машине или вручную. Припуск на складку перегибают на сторону, заметывают и проутюживают. Отделочную строчку прокладывают с лицевой стороны складки с помощью направляющей линейки на расстоянии, зависящем от модели. Срезы припусков на складку стачивают и обметывают. Нитки сметывания и заметывания на участке отделочной строчки удаляют, складку проутюживают.
Встречные (двухсторонние) складки — это складки, у которых сгибы с лицевой стороны направлены друг к другу, а с изнанки — в противоположные стороны (рис. 1.130, в). Встречную складку размечают с изнанки тремя линиями — средней, боковой (линией наружных сгибов) и линией, определяющей конец стачивания. Глубина складок зависит от модели. При раскрое деталей на складку делают припуск, равный глубине одного сгиба, Умноженной на 4. Так, если глубина одного сгиба 3 см, то припуск при раскрое должен быть равен 3 • 4 = 12 см.
Для образования складки деталь перегибают по намеченной средней линии лицевой стороной внутрь и сметывают по боковой линии на стачивающей машине с ослабленной верхней ниткой или вручную сметочными стежками длиной 1 ...2 см, а затем стачивают до линии, определяющей конец строчки. Сметочную строчку на участке стачивания удаляют. Она остается лишь на участке, где складка будет расходиться. Деталь раскладывают на столе лицевой стороной вниз, припуск на складку — на обе стороны строчки стачивания складки, располагая намеченную среднюю линию строго по шву стачивания, и проутюживают. Чтобы избежать смещения сгибов складки в процессе носки, а также для прочности припуски на складку рекомендуется закреплять с изнанки строчками, проходящими около строчки стачивания складки, или с лицевой стороны строчкой по всей ширине поперек припуска складки (рис. 1.130, г). С лицевой стороны складка может быть отделана строчками — расстрочена (слева и справа от шва соединения) на расстоянии, предусмотренном моделью (рис. 1.130, д). Строчку прокладывают с помощью специальной линейки.
При наличии отделочной строчки края складки с лицевой стороны могут быть отлетными. В этом случае складку сметывают по намеченной линии с изнанки, раскладывают на две стороны, проутюживают и с лицевой стороны расстрачивают отделочными строчками на расстоянии от сгибов, предусмотренном моделью. Сметочную строчку удаляют, оставляя ее на участке, где складка будет расходиться. Складку еще раз приутюживают с изнанки через прокладку.
Встречная складка может быть одновременно и местом соединения (рис. 1.130, ё). В этом случае в обработке участвуют три детали: две основные, т. е. две части одной детали, и третья — полоска основного материала, ширина которой равна удвоенному припуску на складку (в крое). Так, если ширина припуска сгиба 4 см, то ширина полоски должна быть 8 см.
Для обработки такой складки на одной из частей основной детали с изнанки по вспомогательному лекалу или по линейке намечают боковую линию (линию наружного сгиба) и линию, определяющую конец стачивания. Две части основной детали складывают лицевыми сторонами внутрь, уравнивают срезы, сметывают по намеченной линии по всей длине детали и стачивают, заканчивая строчку около поперечной линии, определяющей конец стачивания. Нитку закрепляют в конце двойной строчкой или завязав узелок. Сметочную строчку на участке стачивания удаляют, оставляя ее только там, где складка будет расходиться. Швы стачивания частей детали разутюживают. На разутюженный шов накладывают третью деталь, полоску из основного материала, лицевой стороной вниз, приметывают ее по намеченной линии основной детали и притачивают по этой линии со стороны основной детали, начав от конца строчки стачивания складки. Затем стачивают внутренние срезы (сгибы) складки. Ширина шва 1,2... 1,5 см. Срезы шва обметывают на специальной машине, а при наличии стачивающе обметочной машины стачивание производят с одновременным обметыванием срезов. Края складки отделывают строчкой на расстоянии от сгибов, предусмотренном моделью.
При наличии отделочных строчек на встречной соединительной складке с отлетными краями последовательность обработки меняется.
На двух частях основной детали намечают линии наружных сгибов, на третьей (дополнительной) детали — среднюю линию. Припуски на складку на частях основной детали перегибают на изнанку по намеченным линиям, заутюживают, затем накладывают основную деталь на дополнительную сгибами к намеченной средней линии, наметывают и настрачивают на расстоянии от сгибов, предусмотренном моделью. После этого с изнанки стачивают срезы припусков на складку и обметывают их на специальной машине или стачивают с одновременным обметыванием.
В целях экономии ткани допускается выкраивать третью деталь равной не всей длине складки, а только длине ее не стачанной части (рис. 1.130, ж). В этом случае на специальной машине обметывают верхний срез дополнительной детали, затем эту деталь приметывают и притачивают к срезам припуска на складку. Ширина шва 1,2... 1,5 см. Потом обметывают срезы швов притачивания полоски и одновременно срезы шва соединения частей основной детали.
Байтовые складки представляют собой изнаночную сторону встречной складки или две односторонние складки, у которых сгибы с лицевой стороны направлены в противоположные стороны и образуют бант (рис. 1.130, з). Размечают и изготовляют байтовые складки так же, как и встречные, из одной детали, но только лицевой стороны. Деталь складывают по намеченным линиям изнанкой внутрь, сметывают, стачивают, раскладывают на две стороны, совмещая середину со швом стачивания, и приутюживают через прокладку. Байтовую складку можно обрабатывать и как две односторонние, но заутюженные в разные стороны; одновременно она служит местом соединения (рис. 1.130, и).
Отделочные односторонние складки, застроченные по всей длине детали, изготовляют следующим образом. При раскрое детали дают припуск на складки, делают надсечки по срезам или намечают линии сгиба для закладывания складок. Первую складку дна детали закладывают согласно надсечкам или намеченным линиям и застрачивают с помощью направляющей линейки. Все последующие складки застрачивают с помощью приспособления, которое обеспечивает необходимые ширину складок и расстояние между ними. Складки расправляют и заутюживают, отогнув на одну из сторон, как предусмотрено моделью. После влажно-тепловой обработки уточняют размеры и контуры детали по подсобному лекалу.
Сложные отделочные складки делают для украшения, а также если при раскрое не был дан припуск на отделочную строчку (Рис. 1.131).
Складку размечают с лицевой стороны и с изнанки двумя линиями, соответствующими модели: средней (внутренний сгиб) и боковой (наружный сгиб). С изнанки под среднюю линию складки подкладывают полоску из основного материала, ширина которой зависит от ширины отделочной строчки. Полоску приметывают так, чтобы строчка проходила по ее середине, и притачивают с лицевой стороны по намеченной средней линии. Далее основную деталь перегибают по шву притачивания лицевой стороной внутрь и отгибают в одну сторону, а притачанную полоску, также сложенную вдвое, — в другую сторону. После этого прокладывают вторую машинную или сметочную (если складки с отлетным краем) строчку по намеченной боковой линии. Затем деталь раскладывают на столе лицевой стороной вниз, складку отгибают на сторону в соответствии с моделью, заметывают, приутюживают. После этого с лицевой стороны по специальному лекалу намечают линию отделочной строчки на расстоянии, предусмотренном моделью, или прокладывают отделочную строчку без предварительной на мелки, применяя специальную лапку с направителем. Сметочную строчку удаляют. Складку приутюживают с изнанки через проутюжильник.
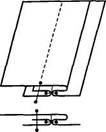
Рис. 1.131. Сложная отделочная складка
Дата добавления: 2018-11-24; просмотров: 712; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!