Задания для домашней контрольной работы
3.1 Дать ответы на два вопроса из предложенного списка согласно таблице вариантов:
Таблица вариантов 0 – 99
| Предпоследняя цифра шифра студента | Последняя цифра шифра студента | |||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 0 | 1;17 | 2;18 | 3;19 | 4;20 | 5;21 | 6;22 | 7;23 | 8;24 | 9;25 | 10;26 |
| 1 | 11;27 | 12;28 | 13;29 | 14;30 | 15;31 | 16;32 | 17;33 | 1;13 | 2;14 | 3;15 |
| 2 | 4;16 | 5;17 | 6;18 | 7;19 | 8;20 | 9;21 | 10;22 | 11;23 | 12;24 | 13;25 |
| 3 | 14;26 | 15;27 | 16;28 | 17;29 | 18;30 | 19;31 | 20;32 | 21;33 | 22;1 | 23;2 |
| 4 | 24;3 | 25;4 | 26;5 | 27;6 | 28;7 | 29;8 | 30;9 | 31;10 | 32;11 | 33;12 |
| 5 | 13;23 | 14;25 | 15;25 | 16;26 | 17;27 | 18;28 | 19;29 | 20;30 | 21;31 | 22;32 |
| 6 | 23;33 | 1;15 | 2;16 | 3;17 | 4;18 | 5;19 | 6;20 | 7;21 | 8;22 | 9;23 |
| 7 | 10;24 | 11;25 | 12;26 | 13;27 | 14;28 | 15;29 | 1;30 | 2;31 | 3;32 | 4;33 |
| 8 | 5;14 | 6;15 | 7;16 | 8;17 | 9;18 | 10;19 | 11;20 | 12;21 | 13;22 | 14;23 |
| 9 | 15;24 | 16;25 | 17;26 | 18;27 | 19;28 | 20;29 | 21;30 | 22;31 | 23;32 | 24;33 |
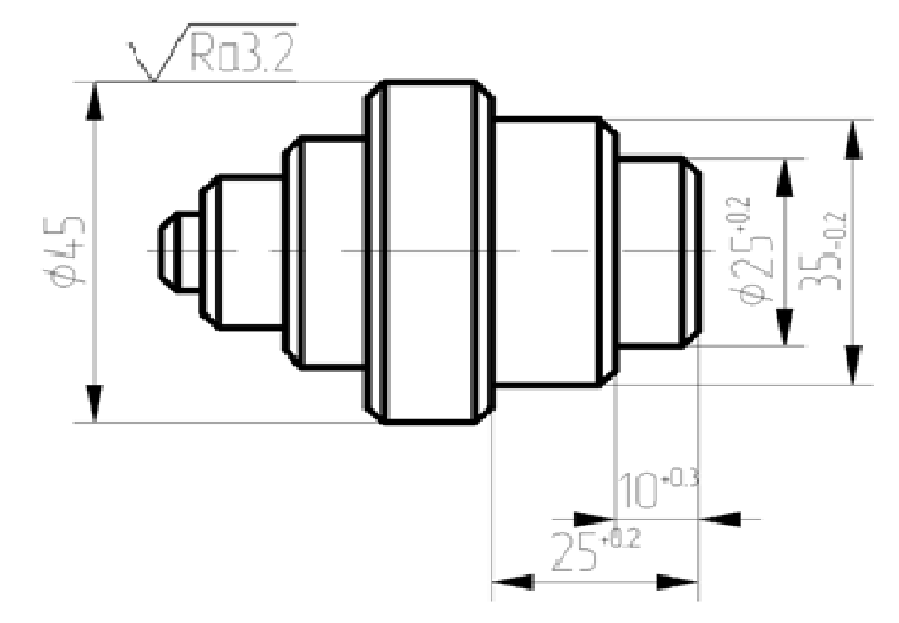
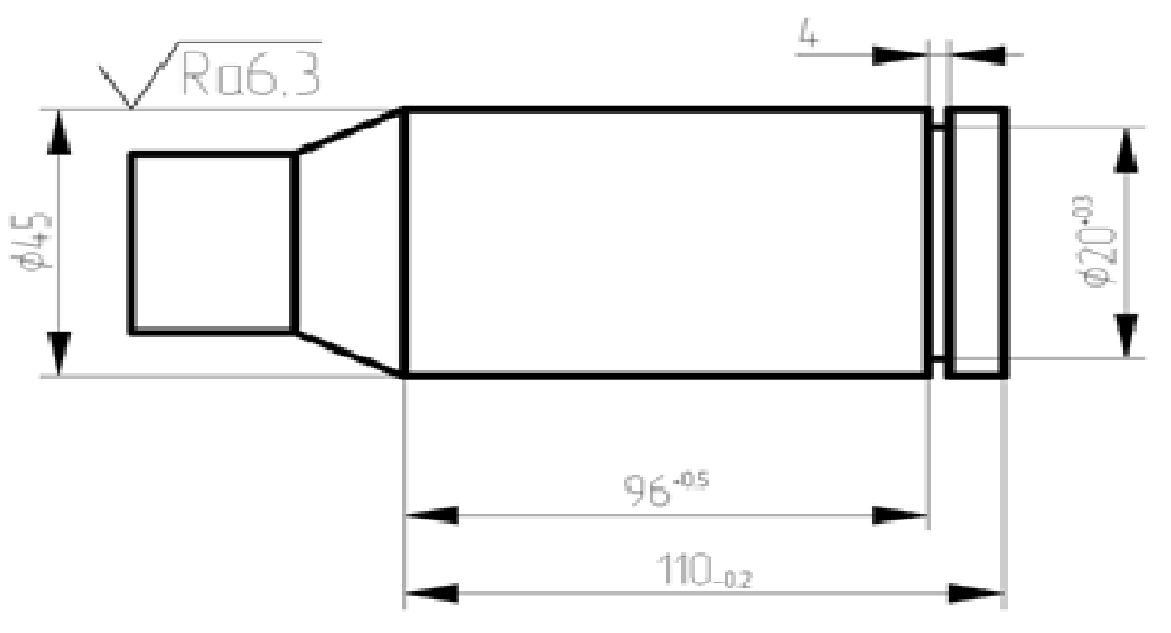
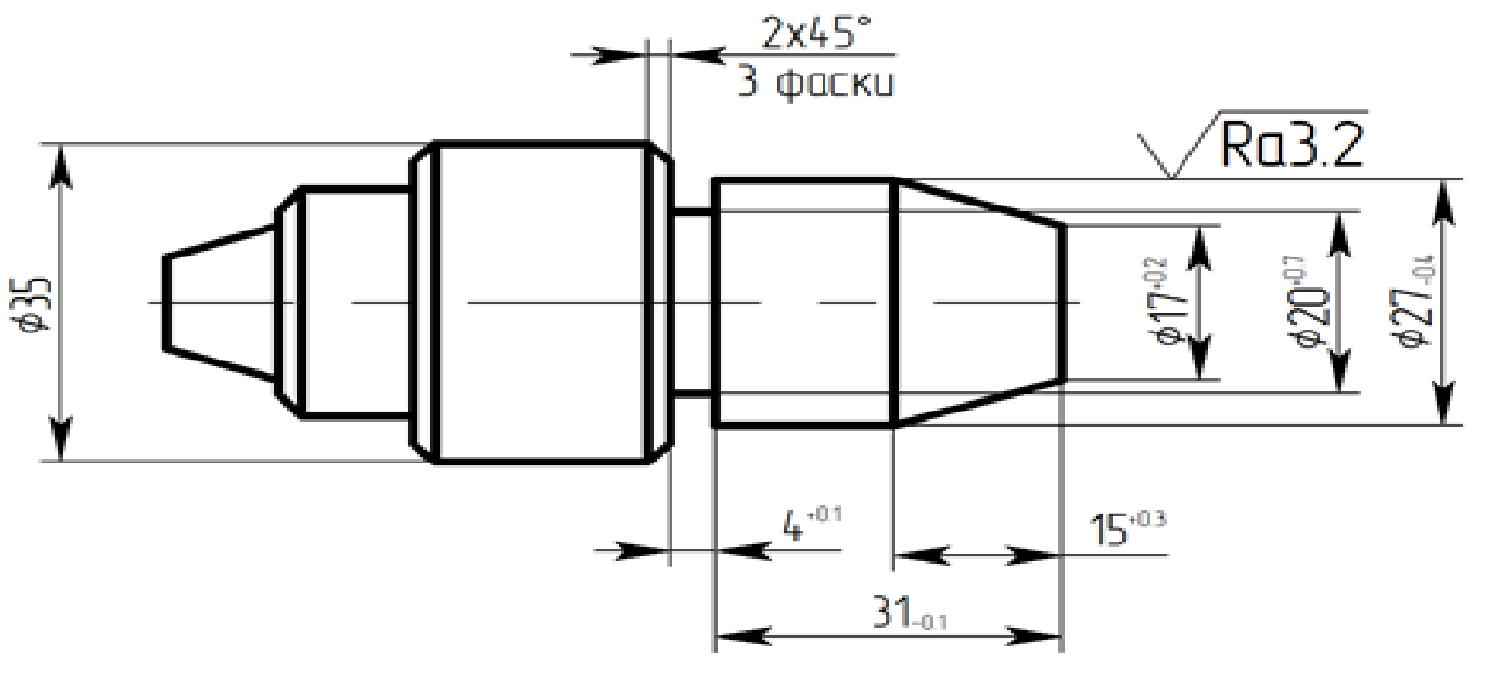
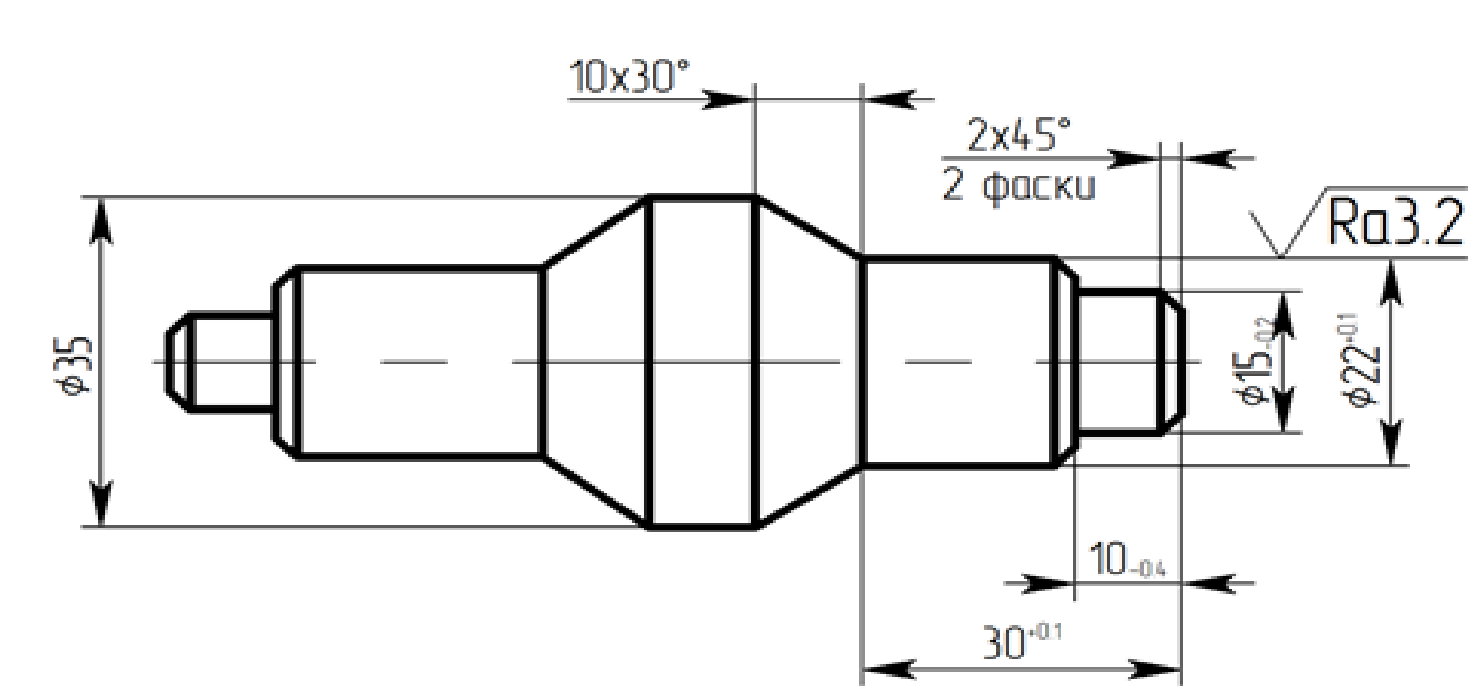
3.2 Выполнить письменно практическое задание (номер чертежа детали – третья цифра в таблице вариантов).
1) Нарисовать (в масштабе) эскиз одной операции с указанием:
– схемы базирования,
– осей координат и нулевой точки программы,
– обрабатываемых поверхностей (выделить линией толщиной 2 S),
– получаемых в данной операции размеров с необходимыми допусками (на продолжении размерной линии в кружке Ђ 10 мм указать номер размера).
2) составить план обработки по переходам с указанием:
– № инструмента и его вида (например, инструмент №1 – резец упорно проходной),
– вида и типа работ (например, черновое точение)
|
|
|
– поверхности обработки (например, торец, фаска и т.п.)
– номеров размеров
Например,
– инструмент №1 – резец упорно проходной производит наружное черновое точение торцов и цилиндрических поверхностей с номерами размеров 2, 4, 8, 10.
– и т.д.
3) Нарисовать циклограммы движений вершин каждого инструмента.
4) Составить таблицы координат опорных точек.
5) Составить управляющую программу и расшифровать её (режимы резания назначить без расчёта, можно согласовать с преподавателем).
Задание №1
Задание №2
Задание №3
Задание №4

Задание №5
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ КОНТРОЛЬНОЙ РАБОТЫ
Методические указания к ответу на теоретические вопросы.
Для правильного и качественного ответа следует изучить соответствующий материал из рекомендованной литературы. Ответ на вопрос должен быть конкретным и проиллюстрирован необходимыми схемами, графиками и рисунками.
Методические указания к решению практического задания.
Практическое задание выполняется по плану, приведённому в пункте 3.2 данных методических указаний.
|
|
|
При выполнении задания можно ипользовать Справочные таблицы с M и G функциями
Приложение №1 – Подготовительные и вспомогательные функции,
согласно ГОСТ 20999-83
| Код фун-кции | Наименование функции | Значение функции | ||||
| Подготовительные функции | ||||||
| G00 | Быстрое позиционирование (линейная интерполяция* при ускоренном перемещении) | Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть нескоординированными. | ||||
| G01 | Линейная интерполяция с заданной скоростью подачи | Команда на перемещение исполнительного органа станка, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. При прямоугольной системе координат станка перемещение происходит по прямой линии со скоростью, заданной в программе при помощи адреса F. | ||||
| G02 | Круговая интерполяция с перемещением по часовой стрелке | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении по часовой стрелке, если смотреть со стороны положительного направления координатной оси, перпендикулярной обрабатываемой поверхности. | ||||
| G03 | Круговая интерполяция с перемещением против часовой стрелки | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении против часовой стрелки, если смотреть со стороны положительного направления оси, перпендикулярной обрабатываемой поверхности. | ||||
| G04 | Пауза (выдержка в отработке программы на определенное время) | Команда на временную задержку в отработке программы, конкретное значение которой задается отдельно в программе или иным способом. Применяется для выполнения операций, протекающих известное время и не требующих сообщения о выполнении. | ||||
| G06 | Параболическая интерполяция | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге параболы. | ||||
| G08 | Разгон | Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения. | ||||
| G09 | Торможение | Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке. | ||||
| G17 | Выбор плоскости XY | Задание плоскости XY для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. | ||||
| G18 | Выбор плоскости XZ | Задание плоскости XZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. | ||||
| G19 | Выбор плоскости YZ | Задание плоскости YZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. | ||||
| G41 | Коррекция левая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится слева от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. | ||||
| G42 | Коррекция правая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится справа от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. | ||||
| G43 | Коррекция положительная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо сложить со значением координаты, заданной в соответствующих кадрах программы. | ||||
| G44 | Коррекция отрицательная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо вычесть из значения координаты, заданной в соответствующих кадрах программы. | ||||
| G53 | Отмена заданного смещения координат | Отмена любого смещения координат, заданного при помощи функций G54…G59. | ||||
| G54… G59 | Заданное смещение координат | Смещение координат нулевой точки детали относительно исходной точки станка. Конкретный вариант кода определяется особенностями системы ЧПУ станка. | ||||
| G80 | Отмена постоянного цикла | Команда, отменяющая выполнение любого постоянного цикла | ||||
| G81… G89 | Постоянные циклы | Команды на выполнение постоянных циклов. Вид циклов и характер движений исполнительных органов станка при их исполнении определяется особенностями системы ЧПУ станка. | ||||
| G90 | Абсолютный размер | Отсчет перемещений исполнительных органов станка производится в абсолютной системе координат относительно выбранной нулевой точки. | ||||
| G91 | Размер в приращениях | Отсчет перемещений исполнительных органов станка производится в относительной системе координат относительно предыдущей запрограммированной точки. | ||||
| G96 | Постоянная скорость резания | Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически с целью поддержания запрограммированной скорости резания. | ||||
| G97 | Обороты в минуту | Указание, что число, следующее за адресом S, равно скорости шпинделя в оборотах в минуту. | ||||
| Вспомогательные функции
| ||||||
| М00 | Программируемый останов | Команда на останов программы без потери информации с остановом шпинделя, прекращением движения подач и выключением охлаждения. После нажатия кнопки «Пуск» на пульте управления выполнение программы возобновляется с кадра, следующего за кадром с командой М00. | ||||
| М01 | Программируемый останов с подтверждением | Команда, аналогичная М00, отличающаяся тем, что исполняется системой ЧПУ только после получения предварительного подтверждения с пульта управления. | ||||
| М02 | Конец программы | Указывает на завершение отработки программы и приводит к останову шпинделя, прекращению подачи и выключению охлаждения после выполнения всех команд в кадре. Используется для приведения в исходное состояние системы ЧПУ и (или) приведения в исходное положение исполнительных органов станка. | ||||
| М03 | Вращение шпинделя по часовой стрелке | Команда на включение вращения шпинделя в направлении, при котором вектор линейной скорости резания направлен: при вращающейся заготовке - от обрабатываемой поверхности заготовки к передней поверхности режущей части инструмента; при вращающемся инструменте - и от передней поверхности режущей части инструмента к обрабатываемой поверхности заготовки. | ||||
| М04 | Вращение шпинделя против часовой стрелки | Команда на включение вращения шпинделя в направлении, противоположном направлению вращения по часовой стрелке | ||||
| М05 | Останов шпинделя | Команда на останов шпинделя и выключение охлаждения | ||||
| М06 | Смена инструмента | Команда на смену инструмента вручную или автоматически (без поиска закодированной ячейки сменного инструмента) | ||||
| М30 | Конец информации | Команда на останов шпинделя, прекращение подачи и выключение охлаждения. Используется для приведения в исходное состояние системы ЧПУ, включая приведение в исходное положение исполни тельных органов станка. | ||||
Приложение №2 – Подготовительные и вспомогательные функции
системы ЧПУ Fanuc 18 M (Фрезерная)
G СЛОВО
G – слово представляет собой подготовительную команду, которая настраивает процессор ЧПУ на выполнение конкретной операции. Оно имеет формат G2 от 00 до 99. Некоторые G-коды автоматически активизируются процессором ЧПУ при следующих обстоятельствах.
1. Включение питания станка.
2. Считывание кода «конец программы» М02 или М30.
3. Перезапуск процессора ЧПУ.
4. Аварийная остановка.
Существует два типа G – кода:
1. немодальные G-коды, которые действуют только в блоке, в котором они запрограммированы,
2. модальные G-коды, которые действуют до тех пор, пока не будут заменены другим G-кодом из той же группы.
В приложении приведен перечень G-кодов по группам, которые используются с процессором ЧПУ Fanuc M18.
В блоке данных допускается использовать только один G-код из каждой группы. Если в блоке данных с клавиатуры или с ленты запрограммировано более одного G-кода, то активным будет последний из противоречащих G-кодов, заведенных в этот блок данных.
G-коды, содержащие начальный нуль, могут записываться в программу без нуля.
Пример: код G01 может быть записан как G1.
Подготовительные функции
G Слово Группа Определение
G00 1 Режим быстрого позиционирования
G01 1 Линейная интерполяция
G03 1 Круговая интерполяция против часовой стрелки
G04 0 Выстой
G10 0 Включение режима ввода данных
G11 0 Выключение режима ввода данных
G15 17 Отмена полярных координат
G16 17 Активизация полярных координат
G17 2 Выбор плоскости XY
G18 2 Выбор плоскости XZ
G19 2 Выбор плоскости YZ
G20 6 Ввод данных в дюймах
G21 6 Ввод данных в метрических единицах
G22 9 Активизация заданных пределов хода
G23 9 Отмена заданных пределов хода
G25 24 Включение отслеживания отклонений скорости шпинделя
G26 24 Выключение отслеживания отклонений скорости
шпинделя
G27 0 Проверка возврата в исходное положение
G28 0 Возврат в исходное положение
G29 0 Возврат из исходного положения
G30 0 Возврат в положение смены инструмента
G31 0 Пропуск функции
G39 0 Круговая интерполяция с коррекцией угла
G40 7 Отмена коррекции на диаметр инструмента
G41 7 Активизация коррекции на диаметр инструмента
(деталь справа)
G42 7 Активизация коррекции на диаметр инструмента
(деталь слева)
G43 8 Активизация коррекции на длину инструмента
G49 8 Отмена коррекции на длину инструмента
G50 1 Отмена режима масштабирования
G51 11 Активизация режима масштабирования
G52 0 Задать местную систему координат
G53 0 Задать систему координат станка
G54 14 Задать рабочую систему координат 1
G54Р_ 14 Дополнительные рабочие системы координат 1 – 48
(дополнительная функция)
G55 14 Рабочая система координат 2
G56 14 Рабочая система координат 3
G57 14 Рабочая система координат 4
G58 14 Рабочая система координат 5
G59 14 Рабочая система координат 6
G60 0 или 1 Позиционирование в одном направлении (дополнительная функция)
G61 15 Режим точной остановки
G62 15 Автоматическая коррекция угла
G63 15 Режим нарезки резьбы
G64 15 Режим резания
G65 0 Вызов немодальной макропрограммы
G66 12 Вызов модальной макропрограммы
G67 12 Отмена вызова модальной макропрограммы
G73 9 Цикл сверления с периодической подачей
G74 9 Цикл нарезки левой резьбы
G76 9 Цикл чистового растачивания
G81 9 Цикл сверления
G82 9 Цикл сверления
G83 9 Цикл сверления с периодической подачей
G84 9 Цикл нарезки правой резьбы
G85 9 Цикл растачивания
G86 9 Цикл растачивания
G87 9 Цикл обратного растачивания
G88 9 Цикл растачивания (с ручным выводом инструмента)
G89 9 Цикл растачивания
G90 3 Режим абсолютного позиционирования
G91 3 Режим дискретного позиционирования
G92 0 Сдвиг абсолютных координат
G94 5 Скорость подачи в дюймах/мм в минуту
G95 5 Скорость подачи в дюймах/мм на оборот
G97 13 Прямое программирование скорости вращения об/мин
G98 10 Возврат инструмента в начальную точку цикла
G99 10 Возврат инструмента в точку отвода в циклах обработ ки
Вспомогательные функции
M СЛОВО
М00 Остановка программы
М01 Промежуточная остановка
М02 Конец программы
М03 Шпиндель вперед
М04 Шпиндель назад
М05 Остановка шпинделя
М06 Автоматическая смена инструмента
М08 Включение насоса СОЖ
М09 Выключение насоса СОЖ
М10 Блокировка поворотного стола
М11 Разблокировка поворотного стола
М13 Шпиндель вперед / насос СОЖ включен
М14 Шпиндель назад / насос СОЖ включен
М15 Подача СОЖ через шпиндель включена (дополнительная функция)
М16 Подача СОЖ через шпиндель выключена (дополнительная функция)
М17 Клапан рампы СОЖ открыт
М18 Клапан рампы СОЖ закрыт
М19 Ориентация шпинделя
М20 Опустить гнездо инструментального магазина
М27 Пульсирующая подача СОЖ под напором (дополнительная функция)
М28 Подача СОЖ через шпиндель непрерывным потоком (дополнительная
функция)
М29 Включен режим жесткого нарезания резьбы
М30 Конец программы
М38 Автоматическое открывание ограждения СОЖ
М48 Активизация регуляторов скорости подачи и вращения шпинделя
М49 Выключение регуляторов скорости подачи и вращения шпинделя
М98 Вызов подпрограммы
М99 Конец подпрограммы
Приложение №3 – Подготовительные и вспомогательные функции
системы управления GE Fanuc 21 T (Токарная)
| G слово | |||
| G00 – Позиционирование G00 G01 – Линейная интерполяция G01 G02 – Дуга по часовой стрелке G02 G03 – Дуга против часовой стрелки G04 – Выдержка | |||
| G10 – Включение режима установки данных | |||
| G20 – Ввод данных в дюймах | |||
| G21 – Ввод метрических данных | |||
| G22 – Включение режима сохраненных пределов хода[Дополнительный] | |||
| G23 – Выключение режима сохраненных пределов хода [Дополнительн.] | |||
| G28 – Возврат в исходное положение | |||
| G31– Функция пропуска | |||
| G32 – Нарезание резьбы (Постоянный шаг) | |||
| G40 – Отмена коррекции на радиус вершины инструмента | |||
| G41 – Коррекция на радиус вершины инструмента (Обрабатываемая деталь справа от инструмента) | |||
| G42 – Коррекция на радиус вершины инструмента (Обрабатываемая деталь слева от инструмента) | |||
| G50 – Предел максимального числа оборотов в минуту | |||
| G65 – Вызов макрокоманды | |||
| G70 – Автоматический цикл чистовой обработки [Дополнительный] | |||
| G71 – Автоматический цикл чернового точения [Дополнительный] | |||
| G72 – Автоматический цикл черновой подрезки торца[Дополнительный] | |||
| G73 – Автоматический цикл повторной черновой обработки по контуру [Дополнительный] | |||
| G74 – Автоматический цикл сверления (Приращения постоянной глубины) [Дополнительный] | |||
| G75 – Автоматический цикл проточки канавок [Дополнительный] | |||
| G76 – Автоматический цикл нарезания резьбы [Дополнительный] | |||
| G90 – Цикл повторяющихся проходов точения | |||
| G92 – Цикл повторяющихся проходов нарезания резьбы | |||
| G94 – Цикл повторяющихся проходов подрезки торца | |||
| G96 – Постоянная скорость резания | |||
| G97 – Непосредственное программирование числа оборотов в минуту (Отмена режима постоянной скорость резания) | |||
| G98 – Скорость подачи в дюймах/миллиметрах в минуту | |||
| G99 – Скорость подачи в дюймах/миллиметрах на оборот G99
| |||
| M слово | |||
| М00 – Остановка программы | |||
| М01 – Вспомогательная остановка | |||
| М02 – Конец программы | |||
| М03 – Вращение шпинделя вперед | |||
| М04 – Вращение шпинделя в обратном направлении | |||
| М05 – Остановка шпинделя/выключение системы охлаждения | |||
| М08 – Включение системы охлаждения | |||
| М08 – Выключение системы охлаждения | |||
| М10 – Включение системы охлаждения высокого давления (только для токарных станков CobraTM 51 и 65) [Дополнительная] | |||
| М11 – Выключение системы охлаждения высокого давления (только для токарных станков CobraTM 51и 65) [Дополнительная] | |||
| М13 – Вращение шпинделя вперед/включение системы охлаждения | |||
| М14 – Вращение шпинделя в обратном направлении/включение системы охлаждения | |||
| М21 – Открытие цанги | |||
| М22 – Закрытие цанги | |||
| М25 – Втягивание улавливателя деталей [Дополнительная] | |||
| М26 – Выдвижение улавливателя деталей [Дополнительная] | |||
| М28 – Способ внешнего зажима в патроне | |||
| М29 – Способ внутреннего зажима в патроне | |||
| М30 – Конец программы | |||
| М31 – Возвращение программы к начальным блокам и повторный пуск программы М31 | |||
| М48 – Разрешение коррекции скорости подачи и вращения шпинделя | |||
| М49 – Запрещение коррекции скорости подачи и вращения шпинделя | |||
| М61 – Загрузка новых прутков М61 | |||
| М84 – Выдвижение вперед выдвижного шпинделя задней бабки М84 [Дополнительная] | |||
| М85/М86 – Втягивание выдвижного шпинделя задней бабки М85/М86 [Дополнительная] | |||
| М93 – Открытие неподвижного люнета М93 [Дополнительная] | |||
| Закрытие неподвижного люнета М94 [Дополнительная] | |||
| М98 – Вызов подпрограммы М98 | |||
| М99 – Окончание подпрограммы М99 | |||
Пример1
Обработка отверстий на сверлильном станке с ЧПУ
1) эскиз операции
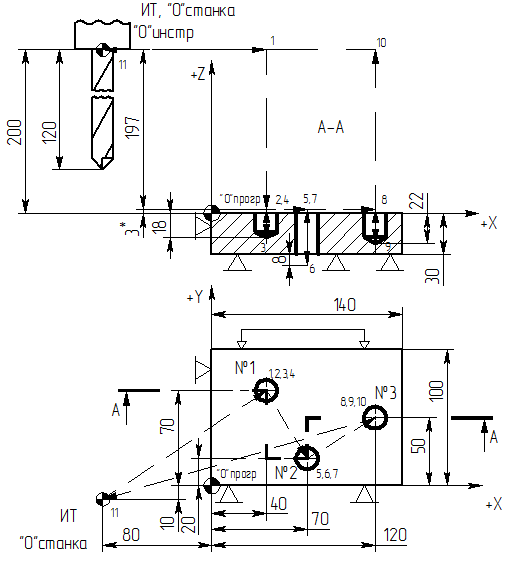
2) План обработки:
В данной операции используется одно сверло для обработки трёх отверстий Ђ16 (№2 сквозное, а №1 и №3 глухие)
3) циклограммы движений инструмента:
Так как планируется использовать функцию G43-коррекции на длину инструмента, то составляем циклограмму движения «0» инструмента, а так как инструмент один совмещаем циклограмму с эскизом операции.
4) Таблица координат опорных точек (в абсолютных координатах)
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |||||
| X | 120 | 40 | 40 | 40 | 40 | 70 | 70 | 70 | 120 | 120 | 120 | –80 | |||
| Y | 80 | 70 | 70 | 70 | 70 | 20 | 20 | 20 | 50 | 50 | 50 | –10 | |||
| Z | - | 200 | 3 | –18 | 3 | 3 | –38 | 3 | 3 | –22 | 200 | 200 | |||
| Прим. | G91 | G92 | коррек- ция Н1 | пауза | пауза | коррек- ция Н1 | ИТ G28 | ||||||||
Примечание:
Для точки №2 Реальное перемещение по координате Z с учётом коррекции на длину инструмента будет: Zреал=Zкон –Zнач.+H= 3-200+120= -77
Для точки №10 Реальное перемещение по координате Z с учётом коррекции на длину инструмента будет: Zреал= Zкон –Zнач.-H = 200-(-22)-120=102
5) Управляющая программа:
примечание: Автоматически были установлены функции G0,1 G17, G40, G49, G91, G94.
| % | Начало программы |
| (H1=+120 Коррекция инструмента Т1) | Справочная информация |
| №1 G00 X120. Y80. ; | Ускоренный выход в точку 1 т.е. на ось отв. №1 (работа в приращениях) |
| №2 G92 X40. Y70. Z200.; | Установка системы координат в «0» программы (угол детали). Прим. перемещений нет. |
| №3 G90 G43 Z3. H1; | Установка абсолютной системы координат. Ускоренное перемещение по координате Z в отрицательном направлении (т. 2) с учётом коррекции на длину инструмента на -77 мм (Zреал=Zк-Zн+H= 3-200+120= -77) (Примечание: 3 мм до поверхности оставляем на врезание) |
| №4 S550 M03 M08; | Включение вращения шпинделя по часовой стрелке с частотой 550 мин-1 и включение охлаждения |
| №5 G01 Z-18. F80.; | Сверление глухого отверстия №1 на глубину 18 мм с подачей 80 мм/мин (т. 3) |
| №6 G04 P2000; | Пауза в конце рабочего хода 2 секунды |
| №7 G00 Z3.; | Выход из отверстия №1 на ускоренном ходу (т. 4) |
| №8 X70. Y20.; | Ускор. выход на ось отв. №2 по X и Y (т. 5) |
| №9 G01 Z-38.; | Сверление сквозного отверстия №2 (до т. 6) |
| №10 G00 Z3.; | Выход из отверстия №2 на ускоренном ходу (т. 7) |
| №11 X120. Y50. ; | Ускор. выход на ось отв. №3 по X и Y (т. 8) |
| №12 G01 Z-22. ; | Сверление глухого отверстия №3 на глубину 22 мм (т. 9) |
| №13 G04 P2000 ; | Пауза в конце рабочего хода 2 секунды |
| №14G00 Z200. H0 M09 (или G00 G49 Z200. M09) | Ускоренное перемещение по координате Z (т. 10) с учётом отмены коррекции на длину инструмента на 102 мм (Zреал= Zкон –Zнач.-H = 200-(-22)-120=102) и отключение охлаждения |
| №15 X-80. Y-10. M05 ; или лучше (G91 G28 X0. Y0. M05 ;) | Возврат в исходную точку по X и Y, останов вращения шпинделя или (возврат к отсчёту в приращениях и выход в ноль станка по X и Y без промежуточной точки) |
| №16 G91 M30 (или G91M02) | Возврат к отсчёту в приращениях. Конец программы |
Пример 2
Обработка детали на токарном станке с ЧПУ
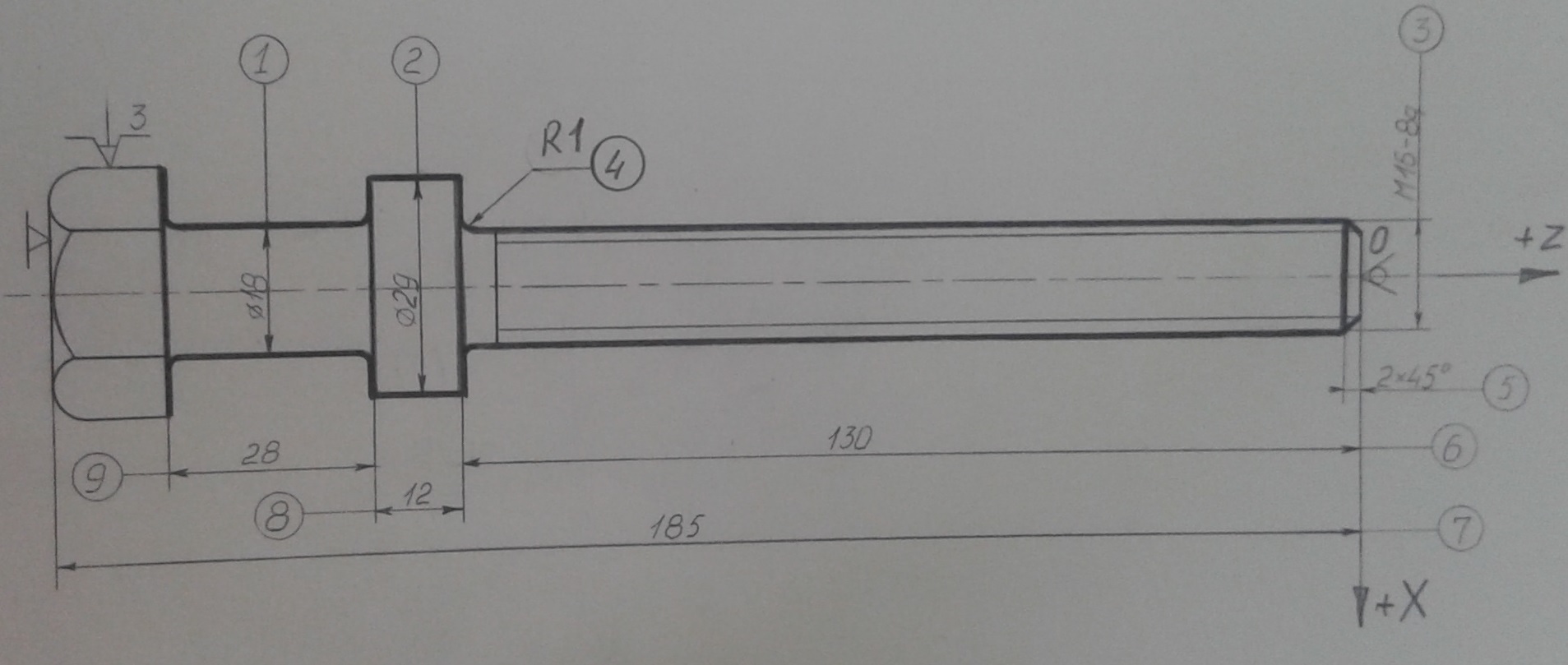 1) эскиз операции
1) эскиз операции
2) План обработки:
В данной операции используются четыре резца:
– инструмент №1 – резец упорно проходной производит наружное черновое точение цилиндрических поверхностей с номерами размеров 2, 3, 5, 6, 8, 9.
– инструмент №2 – резец упорно проходной производит наружное чистовое точение торцов и цилиндрических поверхностей с номерами размеров 3, 6.
– инструмент №3 – резец канавочный производит точение канавки с номерами размеров 1, 9.
– инструмент №4 – резец резьбовой производит нарезание резьбы с номерами размеров 3, 5.
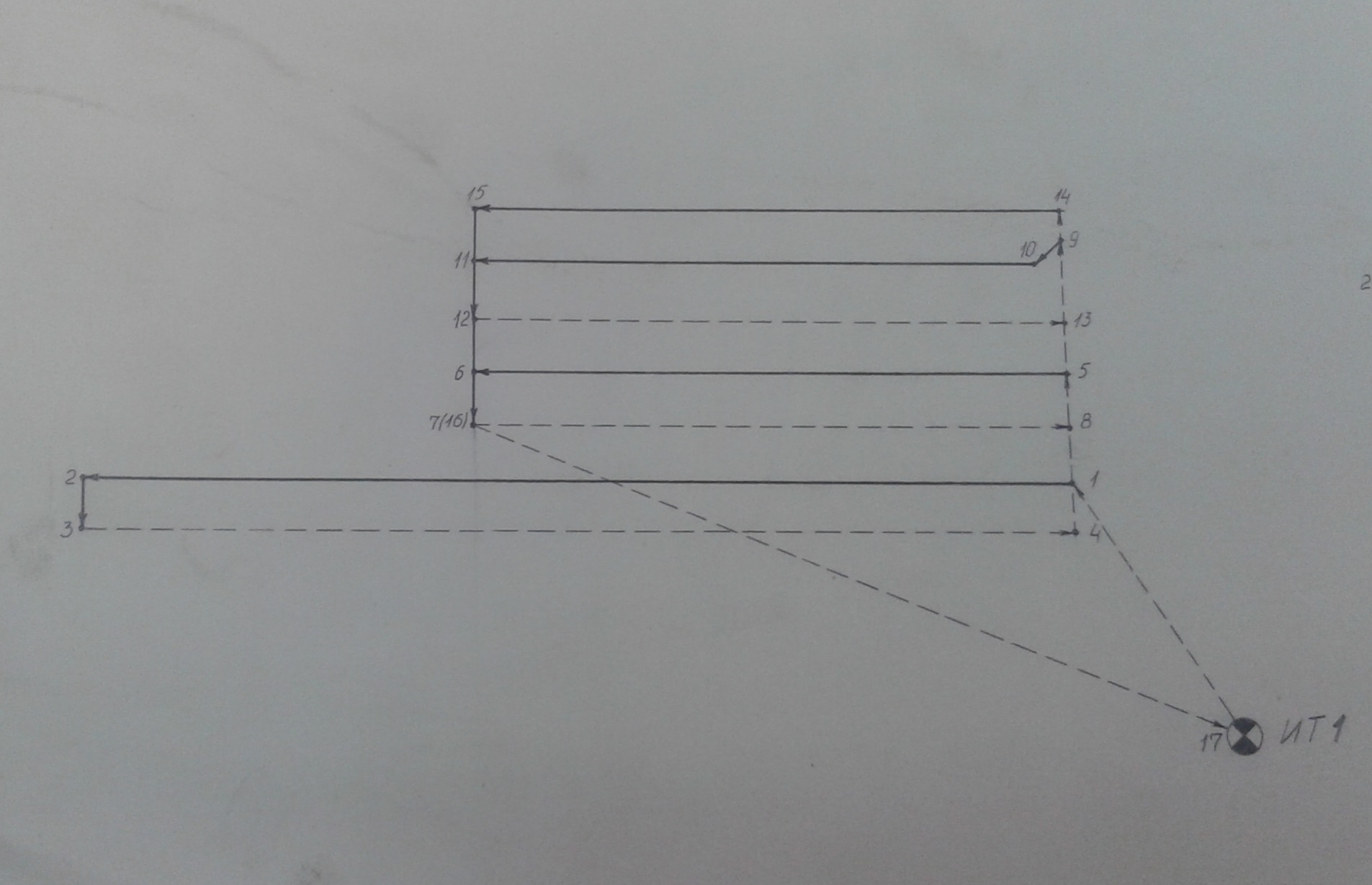
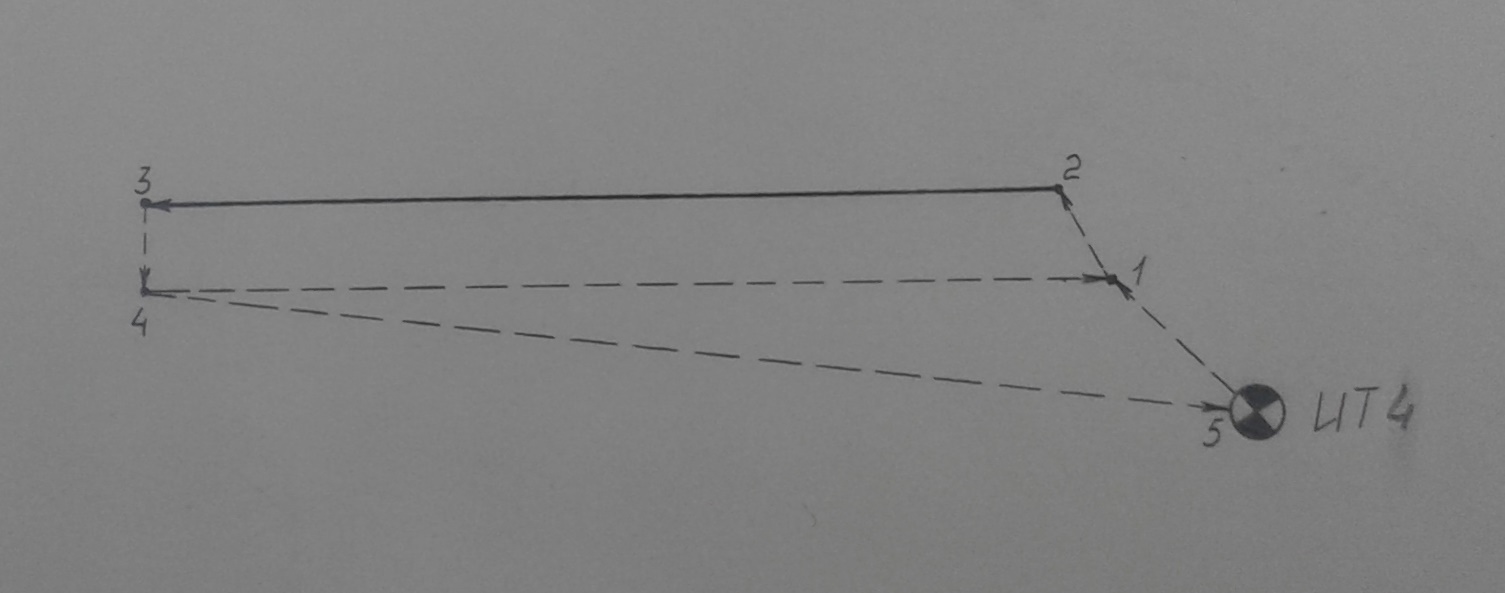
3) циклограммы движений инструментов:
резец №1
Резец №2
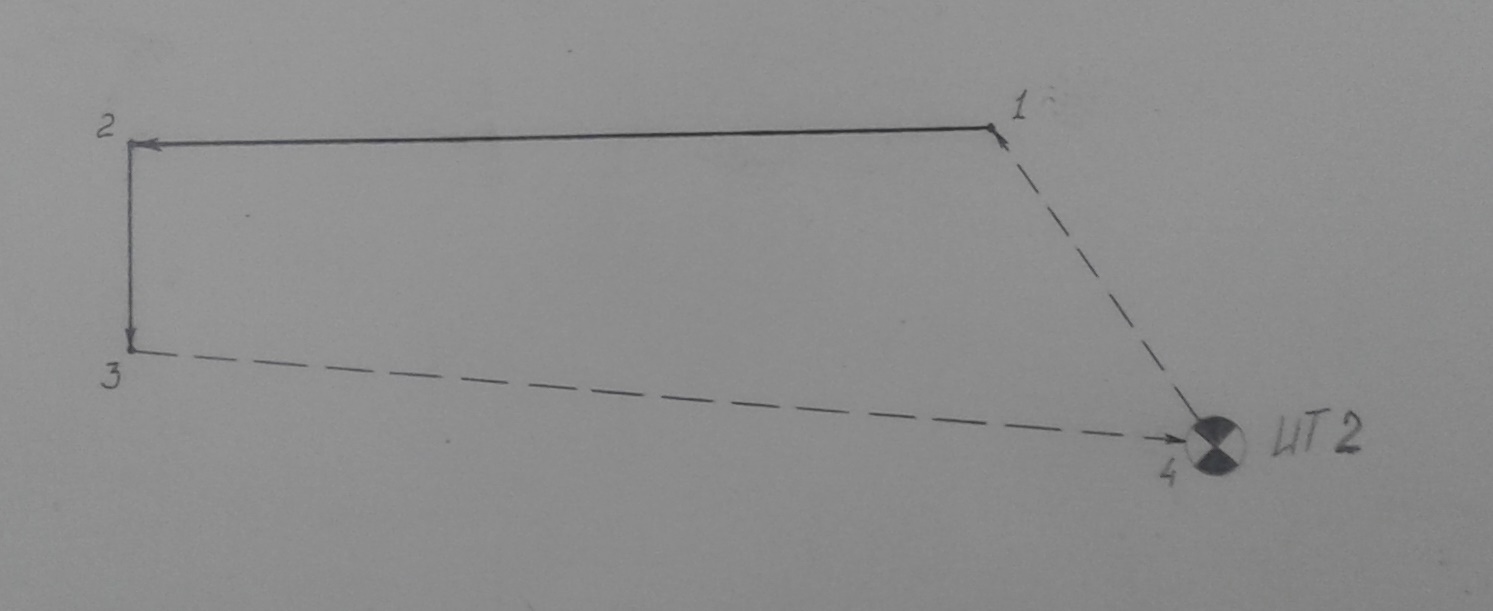
Резец №3
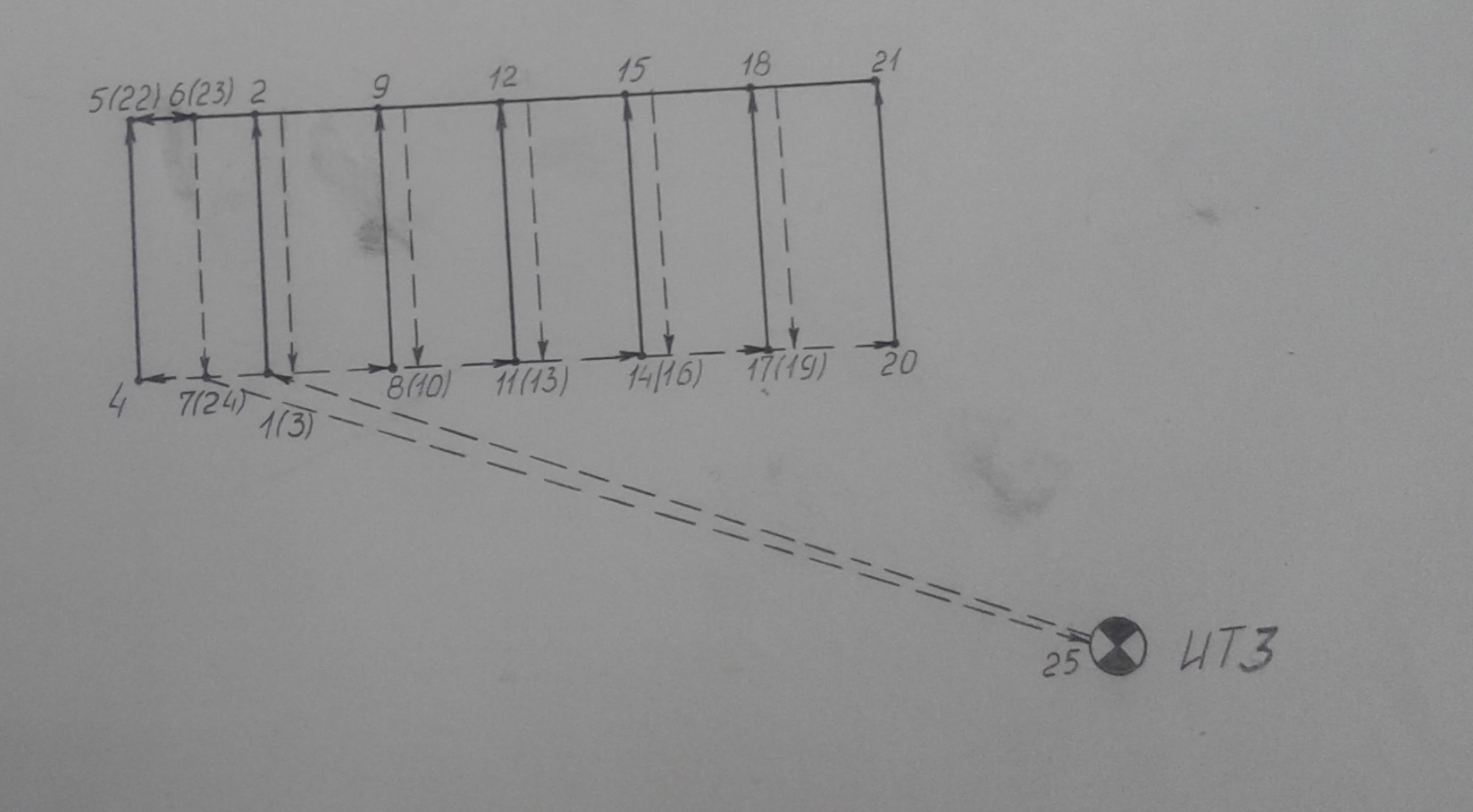
Резец №4
4) Таблица координат опорных точек (в абсолютных координатах)
Инструмент ПИ 1
| № Коорд. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| X(Ø) | 29 | 29 | 36 | 36 | 23 | 23 | 30 | 30 | 10 | 17 | 17 | 20 | 20 | 16,32 | 16,32 | 30 | 100 |
| Z | 1 | -170 | -170 | 1 | 1 | -130 | -130 | 1 | 1 | -3 | -130 | -130 | 1 | 1 | -130 | -130 | 30 |
| Инструмент ПИ 2 | ||||
| № Коорд. | 1 | 2 | 3 | 4 |
| X(Ø) | 15,98 | 15,98 | 30 | 100 |
| Z | 1 | -130 | -130 | 30 |
Инструмент ПИ 3
| № Коорд. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| X(Ø) | 33 | 18 | 33 | 33 | 18 | 18 | 33 | 33 | 18 | 33 | 33 | 18 | 33 | 33 |
| Z | -167 | -167 | -167 | -170 | -170 | -168 | -168 | -163 | -163 | -163 | -159 | -159 | -159 | -155 |
| 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 |
| 18 | 33 | 33 | 18 | 33 | 33 | 18 | 18 | 18 | 33 | 100 |
| -155 | -155 | -151 | -151 | -151 | -147 | -147 | -170 | -168 | -168 | 37 |
Инструмент ПИ 4
| № Коорд. | 1 | 2 | 3 | 5 |
| X(Ø) | 32 | 14 | 14 | 100 |
| Z | 5 | 2 | -125 | 41 |
5) Управляющая программа (для токарного станка типа 16К20Ф3
с УЧПУ НЦ-31:
| №0 Т1 | Вызов 1-го инструмента в рабочую позицию |
| №1 М3 | Включение вращения шпинделя по часовой стрелке |
| №2 G97 | Отмена постоянства скорости резания |
| №3 S610 | Задание частоты вращения - 610 мин-1 |
| №4 G95 | задание подачи в мм/об |
| №5 F20 | Подача 0.2 мм/об |
| №6 М8 | Включение охлаждения |
| №7 ~ Х2900* | Быстрое перемещение по оси Х в точку с координатой 29 мм, |
| №8 Z100 | по оси Z в точку с коорд. 1мм |
| №9 Z-17000 | Перемещение по оси Z в точку с коорд. -170мм |
| №10 Х3600 | Перемещение по оси Х в точку с коорд. -36мм |
| №11 ~ Z 100 | Быстрое перемещение по оси Z в точку с коорд. 1 мм |
| №12 ~ Х2300 | Быстрое перемещение по оси Х в точку с коорд. 23 мм |
| №13 S785 | Частота вращения 785 мин-1 |
| №14 F25 | Подача 0.25 мм/об |
| №15 Z-13000 | Перемещение по оси Z в точку с коорд. -130мм |
| №16 Х3000 | Перемещение по оси Х в точку с коорд. 30 мм |
| №17 ~ Z 100 | Быстрое перемещение по оси Z в точку с коорд. 1 мм |
| №18 ~ Х1000 | Быстрое перемещение по оси Х в точку с коорд. 10 мм |
| №19 S895 | Частота вращения 895 мин-1 |
| №20 F35 | Подача 0.35 мм/об |
| №21 -45°Х1700 | Обработка фаски с выходом по оси Х в точку с коорд. 17мм |
| №22 S785 | Частота вращения 785 мин-1 |
| №23 Z-13000 | Перемещение по оси Z в точку с коорд. -130 мм |
| №24 Х2000 | Перемещение по оси Х в точку с коорд. 20 мм |
| №25 ~ Z 100 | Быстрое перемещение по оси Z в точку с коорд. 1 мм |
| №26 ~ Z 1632 | Быстрое перемещение по оси Z в точку с коорд. 16,32 мм |
| №27 S1570 | Частота вращения 1570 мин-1 |
| №28 F10 | Подача 0.1 мм/об |
| №29 Z-13000 | Перемещение по оси Z в точку с коорд. -130 мм |
| №30 S2500 | Частота вращения 2500 мин-1 |
| №31 F30 | Подача 0.3 мм/об |
| №32 Х3000 | Перемещение по оси Х в точку с коорд. 30 мм |
| №33 М9 | Выключение охлаждения |
| №34 ~ Х10000* | Быстрое перемещение по оси Х в точку с коорд. 100 мм, |
| №35 Z3000 | Перемещение по оси Z в точку с коорд. 30 мм |
| №36 Т2 | Вызов второго инструмента в рабочую позицию |
| №37 S2500 | Частота вращения 2500 мин-1 |
| №38 F10 | Подача 0.1 мм/об |
| №39 М8 | Включение охлаждения |
| №40 ~ Х1598* | Быстрое перемещение по оси Х в точку с коорд. 15,98 мм, |
| №41 Z100 | Перемещение по оси Z в точку с коорд. 1мм |
| №42 Z-13000 | Перемещение по оси Z в точку с коорд. -130 мм |
| №43 F30 | Подача 0.3 мм/об |
| №44 Х3000 | Перемещение по оси Х в точку с коорд. 30 мм |
| №45 М9 | Выключение охлаждения |
| №46 ~ Х10000* | Быстрое перемещение по оси Х в точку с коорд. 100 мм |
| №47 Z3000 | Перемещение по оси Z в точку с коорд. 30 мм |
| №48 Т3 | Вызов второго инструмента в рабочую позицию |
| №49 S835 | Частота вращения 835 мин-1 |
| №50 F10 | Подача 0.1 мм/об |
| №51 М8 | Включение охлаждения |
| №52 ~ Х3300* | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №53 Z-16700 | Перемещение по оси Z в точку с коорд. 167 мм |
| №54 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №55 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №56 ~ Z -17000 | Быстрое перемещение по оси Х в точку с коорд. -170 мм |
| №57 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №58 ~ Z -16800 | Быстрое перемещение по оси Х в точку с коорд. -168 мм |
| №59 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №60 ~ Z -16300 | Быстрое перемещение по оси Х в точку с коорд. -163 мм |
| №61 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №62 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №63 ~ Z -15900 | Быстрое перемещение по оси Х в точку с коорд. -159 мм |
| №64 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №65 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №66 ~ Z -15500 | Быстрое перемещение по оси Х в точку с коорд. -155 мм |
| №67 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №68 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №69 ~ Z -15100 | Быстрое перемещение по оси Х в точку с коорд. -151 мм |
| №70 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №71 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №72 ~ Z -14700 | Быстрое перемещение по оси Х в точку с коорд. -147 мм |
| №73 Х1800 | Перемещение по оси Х в точку с коорд. 18 мм |
| №74 Z -17000 | Перемещение по оси Х в точку с коорд. -170 мм |
| №75 ~ Z -16800 | Быстрое перемещение по оси Х в точку с коорд. -168 мм |
| №76 ~ Х3300 | Быстрое перемещение по оси Х в точку с коорд. 33 мм, |
| №77 М9 | Выключение охлаждения |
| №78 ~ Х10000* | Быстрое перемещение по оси Х в точку с коорд. 100 мм, |
| №79 Z3700 | Перемещение по оси Z в точку с коорд. 37 мм |
| №80 Т4 | Вызов четвертого инструмента в рабочую позицию |
| №81 S2500 | Частота вращения 2500 мин-1 |
| №82 М8 | Включение охлаждения |
| №83 ~ Х3200* | Быстрое перемещение по оси Х в точку с коорд. 32 мм, |
| №84 Z500 | Перемещение по оси Z в точку с коорд. 5 мм |
| №85 G31* | Задание цикла нарезания резьбы |
| №86 Х1600* | Наружный диаметр резьбы 16 мм |
| №87 Z-12500* | Длина резьбовой поверхности 125 мм |
| №88 F20000* | Подача при нарезании резьбы 2 мм/об |
| №89 P108* | Глубина резьбы 1,08 мм |
| №90 P108* | Глубина резьбы при первом переходе 0,3 мм |
| №91 P0 | Конусность резьбы равна нулю |
| №92 М9 | Выключение охлаждения |
| №93 ~ Х10000* | Быстрое перемещение по оси Х в точку с коорд. 100 мм, |
| №94 Z4100 | Перемещение по оси Z в точку с коорд. 41 мм |
| №92 М30 | Конец программы |
Справочные таблицы с M и G функциями
Приложение №1 – Подготовительные и вспомогательные функции,
согласно ГОСТ 20999-83
| Код фун-кции | Наименование функции | Значение функции |
| Подготовительные функции | ||
| G00 | Быстрое позиционирование (линейная интерполяция* при ускоренном перемещении) | Перемещение в запрограммированную точку с максимальной скоростью (например, с наибольшей скоростью подачи). Предварительно запрограммированная скорость перемещения игнорируется, но не отменяется. Перемещения по осям координат могут быть нескоординированными. |
| G01 | Линейная интерполяция с заданной скоростью подачи | Команда на перемещение исполнительного органа станка, при котором обеспечивается постоянное отношение между скоростями по осям координат, пропорциональное отношению между расстояниями, на которые должен переместиться исполнительный орган станка по двум или более осям координат одновременно. При прямоугольной системе координат станка перемещение происходит по прямой линии со скоростью, заданной в программе при помощи адреса F. |
| G02 | Круговая интерполяция с перемещением по часовой стрелке | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении по часовой стрелке, если смотреть со стороны положительного направления координатной оси, перпендикулярной обрабатываемой поверхности. |
| G03 | Круговая интерполяция с перемещением против часовой стрелки | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге окружности в направлении против часовой стрелки, если смотреть со стороны положительного направления оси, перпендикулярной обрабатываемой поверхности. |
| G04 | Пауза (выдержка в отработке программы на определенное время) | Команда на временную задержку в отработке программы, конкретное значение которой задается отдельно в программе или иным способом. Применяется для выполнения операций, протекающих известное время и не требующих сообщения о выполнении. |
| G06 | Параболическая интерполяция | Команда на перемещение со скоростью, заданной в программе при помощи адреса F, по дуге параболы. |
| G08 | Разгон | Автоматическое увеличение скорости перемещения в начале движения до запрограммированного значения. |
| G09 | Торможение | Автоматическое уменьшение скорости перемещения относительно запрограммированной при приближении к запрограммированной точке. |
| G17 | Выбор плоскости XY | Задание плоскости XY для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G18 | Выбор плоскости XZ | Задание плоскости XZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G19 | Выбор плоскости YZ | Задание плоскости YZ для выполнения таких функций как круговая интерполяция, коррекция на фрезу и т.п. |
| G41 | Коррекция левая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится слева от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. |
| G42 | Коррекция правая на радиус (диаметр) инструмента | Коррекция на диаметр или радиус режущей части инструмента. Используется совместно с обозначением корректора на радиус (диаметр) инструмента, численное значение которого занесено в память ЧПУ станка, когда режущая часть инструмента находится справа от обрабатываемой поверхности, если смотреть от режущей части инструмента в направлении перемещения инструмента относительно обрабатываемой заготовки. |
| G43 | Коррекция положительная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо сложить со значением координаты, заданной в соответствующих кадрах программы. |
| G44 | Коррекция отрицательная на положение (длину вылета) инструмента | Указание, что численное значение выбранной коррекции на длину вылета режущей части инструмента, занесенное в память ЧПУ станка, необходимо вычесть из значения координаты, заданной в соответствующих кадрах программы. |
| G53 | Отмена заданного смещения координат | Отмена любого смещения координат, заданного при помощи функций G54…G59. |
| G54… G59 | Заданное смещение координат | Смещение координат нулевой точки детали относительно исходной точки станка. Конкретный вариант кода определяется особенностями системы ЧПУ станка. |
| G80 | Отмена постоянного цикла | Команда, отменяющая выполнение любого постоянного цикла |
| G81… G89 | Постоянные циклы | Команды на выполнение постоянных циклов. Вид циклов и характер движений исполнительных органов станка при их исполнении определяется особенностями системы ЧПУ станка. |
| G90 | Абсолютный размер | Отсчет перемещений исполнительных органов станка производится в абсолютной системе координат относительно выбранной нулевой точки. |
| G91 | Размер в приращениях | Отсчет перемещений исполнительных органов станка производится в относительной системе координат относительно предыдущей запрограммированной точки. |
| G96 | Постоянная скорость резания | Указание, что число, следующее за адресом S, равно скорости резания в метрах в минуту. При этом скорость шпинделя регулируется автоматически с целью поддержания запрограммированной скорости резания. |
| G97 | Обороты в минуту | Указание, что число, следующее за адресом S, равно скорости шпинделя в оборотах в минуту. |
| Вспомогательные функции | ||
| М00 | Программируемый останов | Команда на останов программы без потери информации с остановом шпинделя, прекращением движения подач и выключением охлаждения. После нажатия кнопки «Пуск» на пульте управления выполнение программы возобновляется с кадра, следующего за кадром с командой М00. |
| М01 | Программируемый останов с подтверждением | Команда, аналогичная М00, отличающаяся тем, что исполняется системой ЧПУ только после получения предварительного подтверждения с пульта управления. |
| М02 | Конец программы | Указывает на завершение отработки программы и приводит к останову шпинделя, прекращению подачи и выключению охлаждения после выполнения всех команд в кадре. Используется для приведения в исходное состояние системы ЧПУ и (или) приведения в исходное положение исполнительных органов станка. |
| М03 | Вращение шпинделя по часовой стрелке | Команда на включение вращения шпинделя в направлении, при котором вектор линейной скорости резания направлен: при вращающейся заготовке - от обрабатываемой поверхности заготовки к передней поверхности режущей части инструмента; при вращающемся инструменте - и от передней поверхности режущей части инструмента к обрабатываемой поверхности заготовки. |
| М04 | Вращение шпинделя против часовой стрелки | Команда на включение вращения шпинделя в направлении, противоположном направлению вращения по часовой стрелке |
| М05 | Останов шпинделя | Команда на останов шпинделя и выключение охлаждения |
| М06 | Смена инструмента | Команда на смену инструмента вручную или автоматически (без поиска закодированной ячейки сменного инструмента) |
| М30 | Конец информации | Команда на останов шпинделя, прекращение подачи и выключение охлаждения. Используется для приведения в исходное состояние системы ЧПУ, включая приведение в исходное положение исполни тельных органов станка. |
Приложение №2 – Подготовительные и вспомогательные функции
системы ЧПУ Fanuc 18 M (Фрезерная)
G СЛОВО
G – слово представляет собой подготовительную команду, которая настраивает процессор ЧПУ на выполнение конкретной операции. Оно имеет формат G2 от 00 до 99. Некоторые G-коды автоматически активизируются процессором ЧПУ при следующих обстоятельствах.
1. Включение питания станка.
2. Считывание кода «конец программы» М02 или М30.
3. Перезапуск процессора ЧПУ.
4. Аварийная остановка.
Существует два типа G – кода:
1. немодальные G-коды, которые действуют только в блоке, в котором они запрограммированы,
2. модальные G-коды, которые действуют до тех пор, пока не будут заменены другим G-кодом из той же группы.
В приложении приведен перечень G-кодов по группам, которые используются с процессором ЧПУ Fanuc M18.
В блоке данных допускается использовать только один G-код из каждой группы. Если в блоке данных с клавиатуры или с ленты запрограммировано более одного G-кода, то активным будет последний из противоречащих G-кодов, заведенных в этот блок данных.
G-коды, содержащие начальный нуль, могут записываться в программу без нуля.
Пример: код G01 может быть записан как G1.
Подготовительные функции
G Слово Группа Определение
G00 1 Режим быстрого позиционирования
G01 1 Линейная интерполяция
G03 1 Круговая интерполяция против часовой стрелки
G04 0 Выстой
G10 0 Включение режима ввода данных
G11 0 Выключение режима ввода данных
G15 17 Отмена полярных координат
G16 17 Активизация полярных координат
G17 2 Выбор плоскости XY
G18 2 Выбор плоскости XZ
G19 2 Выбор плоскости YZ
G20 6 Ввод данных в дюймах
G21 6 Ввод данных в метрических единицах
G22 9 Активизация заданных пределов хода
G23 9 Отмена заданных пределов хода
G25 24 Включение отслеживания отклонений скорости шпинделя
G26 24 Выключение отслеживания отклонений скорости
шпинделя
G27 0 Проверка возврата в исходное положение
G28 0 Возврат в исходное положение
G29 0 Возврат из исходного положения
G30 0 Возврат в положение смены инструмента
G31 0 Пропуск функции
G39 0 Круговая интерполяция с коррекцией угла
G40 7 Отмена коррекции на диаметр инструмента
G41 7 Активизация коррекции на диаметр инструмента
(деталь справа)
G42 7 Активизация коррекции на диаметр инструмента
(деталь слева)
G43 8 Активизация коррекции на длину инструмента
G49 8 Отмена коррекции на длину инструмента
G50 1 Отмена режима масштабирования
G51 11 Активизация режима масштабирования
G52 0 Задать местную систему координат
G53 0 Задать систему координат станка
G54 14 Задать рабочую систему координат 1
G54Р_ 14 Дополнительные рабочие системы координат 1 – 48
(дополнительная функция)
G55 14 Рабочая система координат 2
G56 14 Рабочая система координат 3
G57 14 Рабочая система координат 4
G58 14 Рабочая система координат 5
G59 14 Рабочая система координат 6
G60 0 или 1 Позиционирование в одном направлении (дополнительная функция)
G61 15 Режим точной остановки
G62 15 Автоматическая коррекция угла
G63 15 Режим нарезки резьбы
G64 15 Режим резания
G65 0 Вызов немодальной макропрограммы
G66 12 Вызов модальной макропрограммы
G67 12 Отмена вызова модальной макропрограммы
G73 9 Цикл сверления с периодической подачей
G74 9 Цикл нарезки левой резьбы
G76 9 Цикл чистового растачивания
G81 9 Цикл сверления
G82 9 Цикл сверления
G83 9 Цикл сверления с периодической подачей
G84 9 Цикл нарезки правой резьбы
G85 9 Цикл растачивания
G86 9 Цикл растачивания
G87 9 Цикл обратного растачивания
G88 9 Цикл растачивания (с ручным выводом инструмента)
G89 9 Цикл растачивания
G90 3 Режим абсолютного позиционирования
G91 3 Режим дискретного позиционирования
G92 0 Сдвиг абсолютных координат
G94 5 Скорость подачи в дюймах/мм в минуту
G95 5 Скорость подачи в дюймах/мм на оборот
G97 13 Прямое программирование скорости вращения об/мин
G98 10 Возврат инструмента в начальную точку цикла
G99 10 Возврат инструмента в точку отвода в циклах обработ ки
Вспомогательные функции
M СЛОВО
М00 Остановка программы
М01 Промежуточная остановка
М02 Конец программы
М03 Шпиндель вперед
М04 Шпиндель назад
М05 Остановка шпинделя
М06 Автоматическая смена инструмента
М08 Включение насоса СОЖ
М09 Выключение насоса СОЖ
М10 Блокировка поворотного стола
М11 Разблокировка поворотного стола
М13 Шпиндель вперед / насос СОЖ включен
М14 Шпиндель назад / насос СОЖ включен
М15 Подача СОЖ через шпиндель включена (дополнительная функция)
М16 Подача СОЖ через шпиндель выключена (дополнительная функция)
М17 Клапан рампы СОЖ открыт
М18 Клапан рампы СОЖ закрыт
М19 Ориентация шпинделя
М20 Опустить гнездо инструментального магазина
М27 Пульсирующая подача СОЖ под напором (дополнительная функция)
М28 Подача СОЖ через шпиндель непрерывным потоком (дополнительная
функция)
М29 Включен режим жесткого нарезания резьбы
М30 Конец программы
М38 Автоматическое открывание ограждения СОЖ
М48 Активизация регуляторов скорости подачи и вращения шпинделя
М49 Выключение регуляторов скорости подачи и вращения шпинделя
М98 Вызов подпрограммы
М99 Конец подпрограммы
Приложение №3 – Подготовительные и вспомогательные функции
системы управления GE Fanuc 21 T (Токарная)
| G слово | |||
| G00 – Позиционирование G00 G01 – Линейная интерполяция G01 G02 – Дуга по часовой стрелке G02 G03 – Дуга против часовой стрелки G04 – Выдержка | |||
| G10 – Включение режима установки данных | |||
| G20 – Ввод данных в дюймах | |||
| G21 – Ввод метрических данных | |||
| G22 – Включение режима сохраненных пределов хода[Дополнительный] | |||
| G23 – Выключение режима сохраненных пределов хода [Дополнительн.] | |||
| G28 – Возврат в исходное положение | |||
| G31– Функция пропуска | |||
| G32 – Нарезание резьбы (Постоянный шаг) | |||
| G40 – Отмена коррекции на радиус вершины инструмента | |||
| G41 – Коррекция на радиус вершины инструмента (Обрабатываемая деталь справа от инструмента) | |||
| G42 – Коррекция на радиус вершины инструмента (Обрабатываемая деталь слева от инструмента) | |||
| G50 – Предел максимального числа оборотов в минуту | |||
| G65 – Вызов макрокоманды | |||
| G70 – Автоматический цикл чистовой обработки [Дополнительный] | |||
| G71 – Автоматический цикл чернового точения [Дополнительный] | |||
| G72 – Автоматический цикл черновой подрезки торца[Дополнительный] | |||
| G73 – Автоматический цикл повторной черновой обработки по контуру [Дополнительный] | |||
| G74 – Автоматический цикл сверления (Приращения постоянной глубины) [Дополнительный] | |||
| G75 – Автоматический цикл проточки канавок [Дополнительный] | |||
| G76 – Автоматический цикл нарезания резьбы [Дополнительный] | |||
| G90 – Цикл повторяющихся проходов точения | |||
| G92 – Цикл повторяющихся проходов нарезания резьбы | |||
| G94 – Цикл повторяющихся проходов подрезки торца | |||
| G96 – Постоянная скорость резания | |||
| G97 – Непосредственное программирование числа оборотов в минуту (Отмена режима постоянной скорость резания) | |||
| G98 – Скорость подачи в дюймах/миллиметрах в минуту | |||
| G99 – Скорость подачи в дюймах/миллиметрах на оборот G99
| |||
| M слово | |||
| М00 – Остановка программы | |||
| М01 – Вспомогательная остановка | |||
| М02 – Конец программы | |||
| М03 – Вращение шпинделя вперед | |||
| М04 – Вращение шпинделя в обратном направлении | |||
| М05 – Остановка шпинделя/выключение системы охлаждения | |||
| М08 – Включение системы охлаждения | |||
| М08 – Выключение системы охлаждения | |||
| М10 – Включение системы охлаждения высокого давления (только для токарных станков CobraTM 51 и 65) [Дополнительная] | |||
| М11 – Выключение системы охлаждения высокого давления (только для токарных станков CobraTM 51и 65) [Дополнительная] | |||
| М13 – Вращение шпинделя вперед/включение системы охлаждения | |||
| М14 – Вращение шпинделя в обратном направлении/включение системы охлаждения | |||
| М21 – Открытие цанги | |||
| М22 – Закрытие цанги | |||
| М25 – Втягивание улавливателя деталей [Дополнительная] | |||
| М26 – Выдвижение улавливателя деталей [Дополнительная] | |||
| М28 – Способ внешнего зажима в патроне | |||
| М29 – Способ внутреннего зажима в патроне | |||
| М30 – Конец программы | |||
| М31 – Возвращение программы к начальным блокам и повторный пуск программы М31 | |||
| М48 – Разрешение коррекции скорости подачи и вращения шпинделя | |||
| М49 – Запрещение коррекции скорости подачи и вращения шпинделя | |||
| М61 – Загрузка новых прутков М61 | |||
| М84 – Выдвижение вперед выдвижного шпинделя задней бабки М84 [Дополнительная] | |||
| М85/М86 – Втягивание выдвижного шпинделя задней бабки М85/М86 [Дополнительная] | |||
| М93 – Открытие неподвижного люнета М93 [Дополнительная] | |||
| Закрытие неподвижного люнета М94 [Дополнительная] | |||
| М98 – Вызов подпрограммы М98 | |||
| М99 – Окончание подпрограммы М99 | |||
Дата добавления: 2018-11-24; просмотров: 240; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!