Вывод о полученных результатах
Контрольные вопросы:
1. Чем определяется точность позиционирования промышленных роботов?
2. Какие факторы влияют на точность позиционирования?
3. Какие существуют способы повышения точности позиционирования?
4. Как влияет скорость движения звеньев робота на точность позиционирования?
Лабораторная работа № 14
Определение среднего отклонения позиционирования робота Омега в направлении X
Цель работы:определить среднее отклонение позиционирования робота «Омега» в направлении X.
Задачи:
1. Собрать измерительную установку.
2. Написать управляющую программу (УП).
3. Произвести многократные измерения.
4. Занести данные измерений в таблицу.
5. Посчитать среднее отклонение позиционирования, размах отклонений, среднее квадратическое отклонение.
6. Сделать вывод по полученному результату, о причинах отклонений значений позиционирования.
Позиционирование- это ориентация подвижного рабочего органа робота относительно нулевого положения. В общем случае точность позиционирования - это точность фиксации конца траектории точки схвата. Точность позиционирования является одним из основных показателей точности роботов. Под точностью позиционирования понимается отклонение действительного положения точки рабочего органа от запрограммированного в системе ЧПУ, при его многократном позиционировании в различных точках по пути перемещения по одной из координатных осей. При контроле точности позиционирования применяется статистический метод оценки точности по результатам многократных повторных испытаний. При этом определяются их статистические характеристики. Применение статистического метода оценки точности в данном случае обусловлено тем, что позиционирование рабочего органа робота в данной точке является случайной величиной, зависящей от многих факторов. При этом случайные отклонения соизмеримы с систематическими.
|
|
|
На точность позиционирования оказывают влияние следующие показатели точности робота: геометрическая точность сопряжённых поверхностей и взаимное расположение базовых деталей, люфты в направляющих, осевые и радиальные люфты в приводах, жесткость отдельных узлов и системы в целом, состояние электронной части ЧПУ, и др.
В данной работе рассмотрим точность позиционирования линейного направления X робота «ОМЕГА».
Заданное положение рабочего органа Хj- расчётное положение рабочего органа, в которое он должен переместиться по оси координат, где j=1,2...m порядковый номер заданного положения.
Нулевое положение рабочего органа Х0- положение рабочего органа, зафиксированное средством измерения относительно какой-либо базовой поверхности или оси другого рабочего органа, несущего инструмент или обрабатываемую деталь и принятое за начало отсчёта по контролируемой оси координат.
|
|
|
Действительное положение рабочего органа Хji- положение рабочего органа, установленное при позиционировании и зафиксированное средством измерения, где i=1,2...n порядковый номер измерения.
Отклонение от заданного положения рабочего органа ΔХji при i-ом измерении- разность между действительным и заданным положением рабочего органа при проходе в заданное положение:
ΔXji = Xji − Xj(1).
Среднее отклонение от заданного положения рабочего органа ΔХj- среднее арифметическое отклонений от заданного положения рабочего органа, полученных по результатам измерений при многократном подходе в заданное положение:
Размах отклонений от заданного положения рабочего органа Rj -абсолютная наибольшая алгебраическая разность отклонений от заданного положения рабочего органа, полученных по результатам измерений при многократном подходе в заданное положение:
Rj=maxΔXji - minΔXji (3).
Среднее квадратическое отклонение от заданного положения рабочего органа Sj-вероятностное значение рассеяния отклонений от заданного положения рабочего органа (с вероятностью 0.997), полученных по результатам измерений при многократном подходе в заданное положение. При количестве измерений n более 10 расчёт среднего квадратического отклонения Sj производят по формуле:
|
|
|
Выполнение работы
Измерительная установка
Измерение отклонения позиционирования производится индикаторной головкой часового типа на штативе. Устанавливается головка на штативе на поверхности одного из стеллажей с таким расчетом, чтобы шток индикатора был перпендикулярен плоскости детали при касании.
В качестве детали выбирается тело, имеющее плоскость с возможностью надежного зажатия его схватом робота. Измерительная установка показана на рис.1
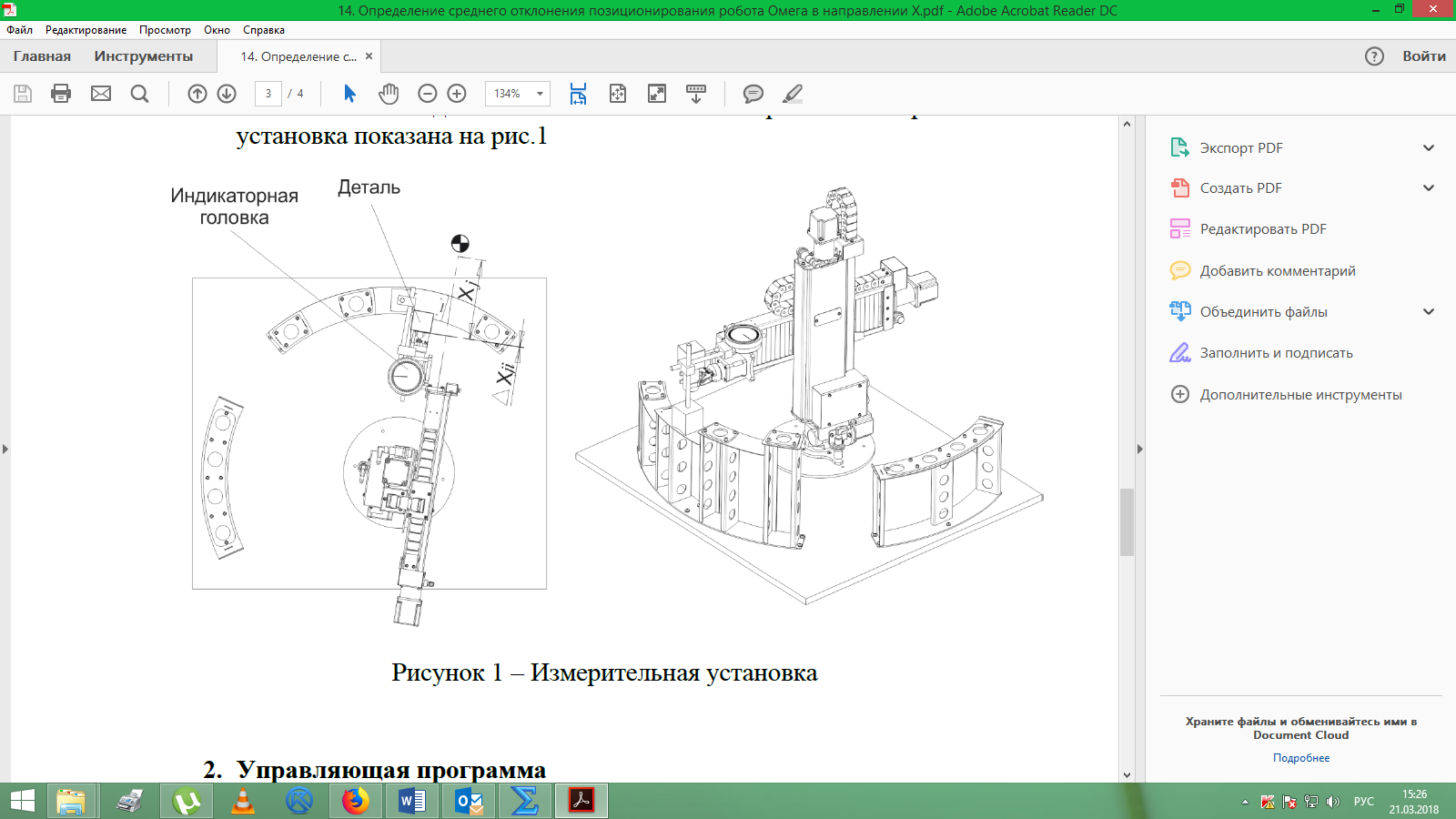
Рисунок 1 – Измерительная установка
Управляющая программа
После сборки установки следует написать УП для робота. УП должна обеспечивать следующие условия:
- горизонтальный привод должен перемещать деталь в направлении Х из положения нуля
- робот по окончании движения должен коснуться штока индикаторной головки
- после касания робот должен вернуться в начальное положение (ноль)
|
|
|
- данный цикл должен повториться 10 раз
Пример фрагмента УП приведен ниже:
N001 G01 Х/величина поворота/. F100
N002 G01 Х0. /повторить 10 раз/ ……………………….
N019 G01 Х/величина поворота/. F100
N020 G01 Х0.
Измерения
Перед измерением величины отклонения, следует выставить индикаторную головку. Для этого нужно вывести робот в «0» по оси X. Далее настроить положение головки на штативе с таким расчетом, чтобы шток коснулся тыльной части заготовки и переместился на 3-5 мм. После чего выставить индикатор на нулевой отметке. После этой настройки вывести робот в «0» и запустить управляющую программу.
После каждого касания деталью штока индикаторной головки следует заносить показания в таблицу 1.
Фиксирование измерений
Таблица 1
| № | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ΔZji |
Обработка результатов
ΔХj =…………………..(2)
Rj=……………………..(3)
Sj=……………………...(4)
Дата добавления: 2018-05-01; просмотров: 442; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!