Пример №1. Контурная обработка
Необходимо создать УП для обработки наружного контура детали (рис. 11.1) фрезой диаметром 5 мм без коррекции на радиус инструмента. Глубина фрезерования – 4 мм. Подвод к контуру осуществляется по прямолинейному участку.
| Управляющая программа | Пояснение |
| % O0001 (PROGRAM NAME – CONTOUR1) N100 G21 N102 G0 G17 G40 G49 G80 G90 (FREZA D5) N104 T1 M6 | Программа О0001 Комментарий – имя программы Режим ввода метрических данных Строка безопасности Комментарий – фреза Ф5 мм Вызов инструмента № 1 |
|
| |
| N106 G0 G90 G54 X25. Y-27.5 S2000 M3 N108 G43 H1 Z100. N110 Z10. N112 G1 Z-4. F100. N116 X-27.5 N118 Y20. N120 G2 X-20. Y27.5 R7.5 N122 G1 X1.036 N124 X27.5 Y1.036 N126 Y-20. N128 G2 X20. Y-27.5 R7.5 N130 G1 Z6. N132 G0 Z100. N134 M5 N136 G91 G28 Z0. N138 G28 X0. Y0. N140 M30 % | Позиционирование в начальную точку траектории (1), включение оборотов шпинделя 2000 об/мин Компенсация длины инструмента №1 Позиционирование в Z10 Фреза опускается до Z-4 на рабочей подаче 100 мм/мин Линейное перемещение в точку (2) Линейное перемещение в точку (3) Перемещение по дуге в точку (4) Линейное перемещение в точку (5) Линейное перемещение в точку (6) Линейное перемещение в точку (7) Перемещение по дуге в точку (8) Фреза поднимается к Z6 Фреза поднимается на ускоренной подаче к Z100 Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X и Y Конец программы |

Пример №2. Контурная обработка с коррекцией на радиус инструмента
Необходимо создать УП для обработки наружного контура детали (рис. 11.2) фрезой диаметром 5 мм с коррекцией на радиус инструмента. Глубина фрезерования – 4 мм. Подвод к контуру осуществляется по касательной.
|
|
|
| Управляющая программа | Пояснение |
| % O0002 (PROGRAM NAME – CONTOUR2 ) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( FREZA D5 ) N104 T1 M6 N106 G0 G90 G54 X25. Y-35. S2000 M3 N108 G43 H1 Z100. N110 Z10. | Программа О0002 Комментарий – имя программы Режим ввода метрических данных Строка безопасности Комментарий – фреза Ф5 мм Вызов инструмента №1 Позиционирование в начальную точку траектории (1), включение оборотов шпинделя 2000 об/мин Компенсация длины инструмента № 1 Позиционирование в Z10 |
|
| |
| N112 G1 Z-4. F100. N114 G41 D1 Y-30. N116 G3 X20. Y-25. R5. N118 G1 X-25. N120 Y20. N122 G2 X-20. Y25. R5. N124 G1 X0. N126 X25. Y0. N128 Y-20. N130 G2 X20. Y-25. R5. N132 G3 X15. Y-30. R5. N134 G1 G40 Y-35. N136 Z6. N138 G0 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M30 % | Фреза опускается до Z-4 на рабочей подаче 100 мм/мин Коррекция слева, перемещение в точку (2) Подвод инструмента по касательной к точке (3) Линейное перемещение в точку (4) Линейное перемещение в точку (5) Перемещение по дуге в точку (6) Линейное перемещение в точку (7) Линейное перемещение в точку (8) Линейное перемещение в точку (9) Перемещение по дуге в точку (10) Отвод инструмента от контура по касательной к точке (11) Линейное перемещение в точку (12) с отменой коррекции Фреза поднимается к Z6 Фреза поднимается на ускоренной подаче к Z100 Останов шпинделя Возврат в исходную позицию по Z Возврат в исходную позицию по X и Y Конец программы |

Пример №3. Контурная обработка
|
|
|
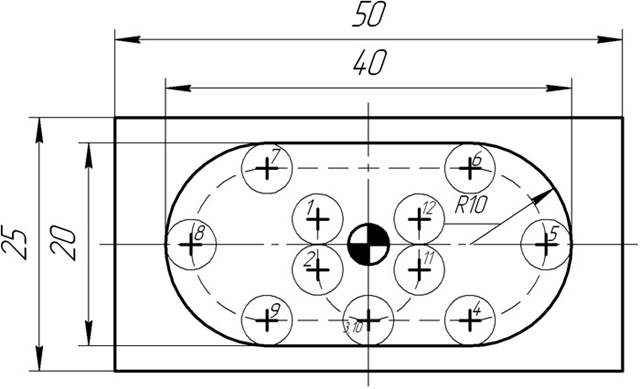
Необходимо создать УП для чистовой обработки кармана (рис. 11.3) без коррекции на радиус инструмента фрезой диаметром 5 мм. Глубина фрезерования – 2 мм. Подвод к контуру осуществляется по касательной.
| Управляющая программа | Пояснение | ||
| % O0003 (PROGRAM NAME – FINISH POCKET) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( FREZA D5 ) N104 T1 M6 N106 G0 G90 G54 X-2.5 Y-2.5 S1000 M3 N108 G43 H1 Z100. N110 Z10. N112 G1 Z-2. F100. N114 Y-5. N116 G3 X0. Y-7.5 R2.5 N118 G1 X10. N120 G3 X17.5 Y0. R7.5 | Программа О0003 Комментарий – имя программы Режим ввода метрических данных Строка безопасности Комментарий – фреза Ф5 мм Вызов инструмента № 1 Позиционирование в начальную точку траектории (1), включение оборотов шпинделя Компенсация длины инструмента № 1 Позиционирование в Z10 Фреза опускается до Z-2 на рабочей подаче 100 мм/мин Линейное перемещение в точку (2) Подвод инструмента по касательной к точке (3) Линейное перемещение в точку (4) Перемещение по дуге в точку (5) | ||
|
 Мы поможем в написании ваших работ! | |||