Примеры программ на сверление отверстий при помощи постоянных циклов
Пример № 1

Рис. 8.8. Необходимо просверлить 7 отверстий диаметром 3 мм и глубиной 6,5 мм
| Код программы | Описание |
| %O0001N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T1 M6 N106 G54 X5. Y5. S1000 M3 N108 G43 H1 Z100. N110 Z10. N112 G99 G81 Z-6.5 R1. F45. N114 X10. N116 X15. N118 X20.N120 X5. Y10. N122 X10. N124 X30. Y20. N126 G80 N128 Z100. N130 M5N132 G91 G28 Z0. N134 G28 X0. Y0.. N136 M30% | Номер программыРабота в метрической системеСтрока безопасностиВызов сверла диаметром 3 ммПеремещение к отверстию № 1Компенсация длины инструментаУскоренное перемещение к Z10.Стандартный цикл сверленияСверление отверстия № 2Сверление отверстия № 3Сверление отверстия № 4Сверление отверстия № 5Сверление отверстия № 6Сверление отверстия № 7Отмена постоянного циклаПеремещение к Z100.Останов шпинделяВозврат в исходную позицию по ZВозврат в исходную позицию по X, YКонец программы |
Пример № 2
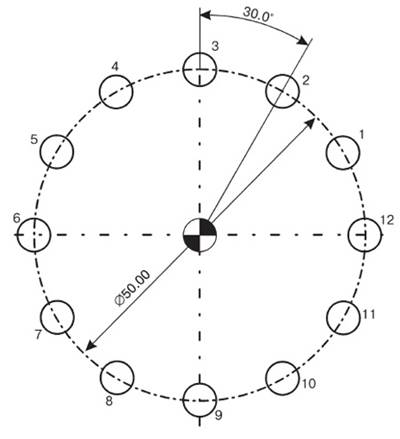
Рис. 8.9. Необходимо просверлить 12 отверстий диаметром 5 мм и глубиной 40 мм, предварительно выполнить операцию центрования отверстий
| № отверстия | Координаты в прямоугольной системе координат (X; Y) |
| 1 | X21.651 Y12.5 |
| 2 | X12.5 Y21.651 |
| 3 | X0. Y25. |
| 4 | X-12.5 Y21.651 |
| 5 | X-21.651 Y12.5 |
| 6 | X-25. Y0. |
| 7 | X-21.651 Y-12.5 |
| 8 | X-12.5 Y-21.651 |
| 9 | X0. Y-25. |
| 10 | X12.5 Y-21.651 |
| 11 | X21.651 Y-12.5 |
| 12 | X25. Y0. |
| Код программы | Описание |
| %O0002(PROGRAM NAME – HOLES2 ) N100 G21 N102 G0 G17 G40 G49 G80 G90 ( CENTROVKA ) N104 T1 M6 N106 G54 X21.651 Y12.5 S1200 M3N108 G43 H1 Z100. N110 Z2. N112 G99 G81 Z-.8 R2. F70. N114 X12.5 Y21.651 N116 X0. Y25. N118 X-12.5 Y21.651 N120 X-21.651 Y12.5 N122 X-25. Y0. N124 X-21.651 Y-12.5N126 X-12.5 Y-21.651 N128 X0. Y-25. N130 X12.5 Y-21.651N132 X21.651 Y-12.5 N134 X25. Y0. N136 G80 N138 Z100. N140 M5 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 M01 ( DRILL 12 HOLES ) N148 T2 M6 N150 G54 X21.651 Y12.5 S1000 M3 N152 G43 H2 Z100.N154 Z2. N156 G99 G83 Z-40. R2. Q2. F45. N158 X12.5 Y21.651 N160 X0. Y25. N162 X-12.5 Y21.651 N164 X-21.651 Y12.5 N166 X-25. Y0. N168 X-21.651 Y-12.5 N170 X-12.5 Y-21.651 N172 X0. Y-25. N174 X12.5 Y-21.651 N176 X21.651 Y-12.5 N178 X25. Y0. N180 G80 N182 Z100. N184 M5 N186 G91 G28 Z0. N188 G28 X0. Y0. N190 M30 % | Номер программыНазвание программыРабота в метрической системеСтрока безопасностиКомментарийВызов центровкиПеремещение к отверстию № 1Компенсация длины инструментаУскоренное перемещение к Z2.Стандартный цикл сверленияЦентрование отверстия № 2Центрование отверстия № 3Центрование отверстия № 4Центрование отверстия № 5Центрование отверстия № 6Центрование отверстия № 7Центрование отверстия № 8Центрование отверстия № 9Центрование отверстия № 10Центрование отверстия № 11Центрование отверстия № 12Отмена постоянного циклаПеремещение к Z100.Останов шпинделяВозврат в исходную позицию по ZВозврат в исходную позицию по X, YВременный остановКомментарийВызов сверла диаметром 5 ммПеремещение к отверстию № 1Компенсация длины инструментаУскоренное перемещение к Z2.Цикл прерывистого сверленияСверление отверстия № 2Сверление отверстия № 3Сверление отверстия № 4Сверление отверстия № 5Сверление отверстия № 6Сверление отверстия № 7Сверление отверстия № 8Сверление отверстия № 9Сверление отверстия № 10Сверление отверстия № 11Сверление отверстия № 12Отмена постоянного циклаПеремещение к Z100.Останов шпинделяВозврат в исходную позицию по ZВозврат в исходную позицию по X, YКонец программы |
<< Назад Вперед >>
|
|
|
|
|
|
Автоматическая коррекция радиуса инструмента
Основные принципы
Для того чтобы вам проще было понять, что такое автоматическая коррекция радиуса инструмента и как с ней работать, составим программу для обработки наружного контура детали на рис. 9.1.

Рис. 9.1. Необходимо обработать наружный контур этой детали
Итак, необходимо фрезеровать наружный контур детали концевой фрезой диаметром 10 мм. Так как резание происходит боковой (цилиндрической) частью фрезы, то центр фрезы будет смещен на расстояние, равное радиусу (5 мм), влево относительно обрабатываемого контура. Фреза перемещается последовательно через точки 1, 2, 3 и 4 (рис. 9.2). Так как в программе обработки указываются координаты центра инструмента, то ее можно представить упрощенно в таком виде:
…
G01 X-5 Y-5
G01 X-5 Y30
G01 X55 Y30
G01 X55 Y-5
…

Рис. 9.2. Исходный контур и эквидистантная траектория для фрезы диаметром 10 мм
|
|
|
Мы рассчитали координаты опорных точек для фрезы диаметром 10 мм. Предположим, что по каким-либо причинам такой фрезы не оказалось в наличии. Зато в инструментальной кладовой нашлась концевая фреза диаметром 9 мм. Придется составить еще одну программу для новой фрезы, то есть пересчитать все координаты траектории. При обработке контура новой фрезой ее центр будет смещен влево уже не на 5, а на 4.5 мм (рис. 9.3). Новую программу можно представить в следующем виде:
…
G01 X-4.5 Y-4.5
G01 X-4.5 Y29.5
G01 X54.5 Y29.5
G01 X54.5 Y-4.5
…

Рис. 9.3. Исходный контур и эквидистантная траектория для фрезы диаметром 9 мм
Мы столкнулись с довольно простым контуром, поэтому перерасчет программы не занял много времени. Однако если обрабатываемый контур окажется сложным, а диаметр инструмента будет не целочисленным, то расчет координат траектории может представлять собой трудную математическую задачу. Функция станка с ЧПУ для автоматической коррекции радиуса инструмента упрощает такие вычисления и позволяет обрабатывать один и тот же контур различными инструментами по одной управляющей программе.
Теперь создадим программу обработки нашего контура, используя функцию автоматической коррекции радиуса инструмента. Представьте себе, что центр фрезы перемещается прямо по контуру (рис. 9.4) без каких-либо смещений. Тогда управляющая программа будет выглядеть так:
|
|
|
…
G01 X0 Y0
G01 Y25
G01 X50
G01 Y0
…

Рис. 9.4. Опорные точки траектории совпадают с опорными точками контура детали
Очевидно, что такая программа не обеспечивает правильной обработки. Необходимо, чтобы траектория центра инструмента была смещена относительно контура на величину радиуса. Система ЧПУ способна самостоятельно рассчитать и выполнить такое смещение – коррекцию на радиус инструмента. Для осуществления автоматической коррекции на радиус инструмента нужно сообщить системе величину радиуса инструмента и в управляющей программе указать соответствую щий G-код. В табл. 9.1 сведены коды и адреса для автоматической коррекции радиуса инструмента.
Автоматическая коррекция радиуса инструмента активируется при помощи G-кода, который вызывает смещение инструмента относительно исходной траектории вправо или влево. Код G41 используется для коррекции инструмента слева (рис. 9.7), а код G42 – для коррекции справа (рис. 9.8). Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «–Z». Отмена коррекции осуществляется при помощи G40.
Таблица 9.1. Коды и адреса, использующиеся для автоматической коррекции на радиус инструмента
| Код | Действие | Код | Действие |
| G41 | Коррекция слева | G40 | Отмена коррекции |
| G42 | Коррекция справа | D | Номер корректора на радиус инструмента |

Рис. 9.5. Обработка контура с коррекцией, участками подвода и отвода
Теперь мы можем создать полную программу с коррекцией, которая обеспечит правильную обработку нашего контура фрезой диаметром 9 мм.
| Код программы | Пояснение |
| %O0004 N100 G21 N102 G0 G17 G40 G49 G80 G90 N104 T2 M6 N106 G54 X-18. Y-9. S1200 M3N108 G43 H2 Z100. N110 Z10.N112 G1 Z-1. F120 N114 G41 D2 X-9. F200 N116 G3 X0. Y0. R9. N118 G1 Y25. N120 X50. N122 Y0. N124 G3 X59. Y-9. R9. N126 G1 G40 X68. N128 Z9. F300 N130 G0 Z100. N132 M5N138 M30 % | Номер программыРабота в метрической системеСтрока безопасностиВызов инструмента № 2Ускоренное перемещение в позицию № 1Компенсация длины инструментаУскоренное перемещение в Z10Перемещение в Z-1 с F = 120 мм/минПеремещение с коррекцией в позицию № 2Подход к контуру по дуге в позицию № 3Перемещение в позицию № 4Перемещение в позицию № 5Перемещение в позицию № 6Отвод от контура по дуге в позицию № 7Перемещение и отмена коррекцииПодъем инструмента в Z9Ускоренное перемещение в Z100Останов шпинделяКонец программы |
В кадре N114 активируется автоматическая коррекция радиуса инструмента. Код G41 включает коррекцию слева, a D-слово данных обозначает номер корректора, содержащего значение радиуса инструмента. В памяти любой современной СЧПУ существует область (таблица инструментов), в которой хранятся значения длин и радиусов инструментов.
Если мы работаем фрезой № 2 диаметром 9 мм, то в соответствующем корректоре № 2 должно находиться значение 4,5 мм (табл. 9.4). Именно на эту величину и происходит смещение центра инструмента влево относительно запрограммированного контура.
Таблица 9.4. Область корректоров (таблица инструментов) системы ЧПУ
| № инструмента | Длина | Радиус | Другие параметры |
| 1 | 100,82 | 5 | … |
| 2 | 87,67 | 4,5 | … |
| 3 | 133,45 | 6 | … |
| … | … | … | … |
Таким образом, если на рис. 9.5 вы видите расчетную траекторию, совпадающую с исходным контуром, то на рис. 9.6 показана реальная траектория обработки фрезой диаметром 9 мм, смещенная на 4,5 мм влево относительно исходного контура.

Рис. 9.6. Реальная траектория при обработке с коррекцией

Рис. 9.7. Коррекция слева (G41) от контура

Рис. 9.8. Коррекция справа (G42) от контура
<< Назад Вперед >>
Автоматическая коррекция радиуса инструмента
Дата добавления: 2019-11-25; просмотров: 2443; Мы поможем в написании вашей работы! |

Мы поможем в написании ваших работ!